4、合体!
①X軸合体
②Y軸合体
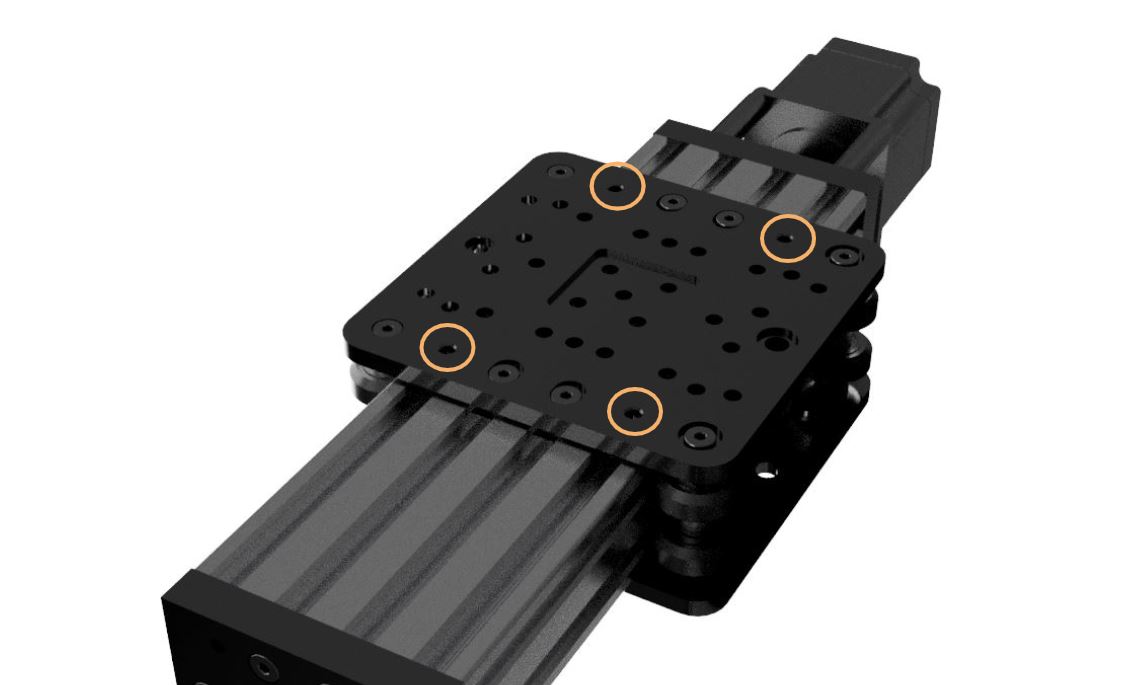
1.MDF板を取り付ける
使用部品名 個数 低頭ボルト M5 - 30mm(30mmボルト) 8 を使用し,MDF板をY軸に固定し,テーブルを作成します.Y軸ガントリープレートに四箇所ねじきり穴があるのでここに30mmボルトが入りMDFを固定します.
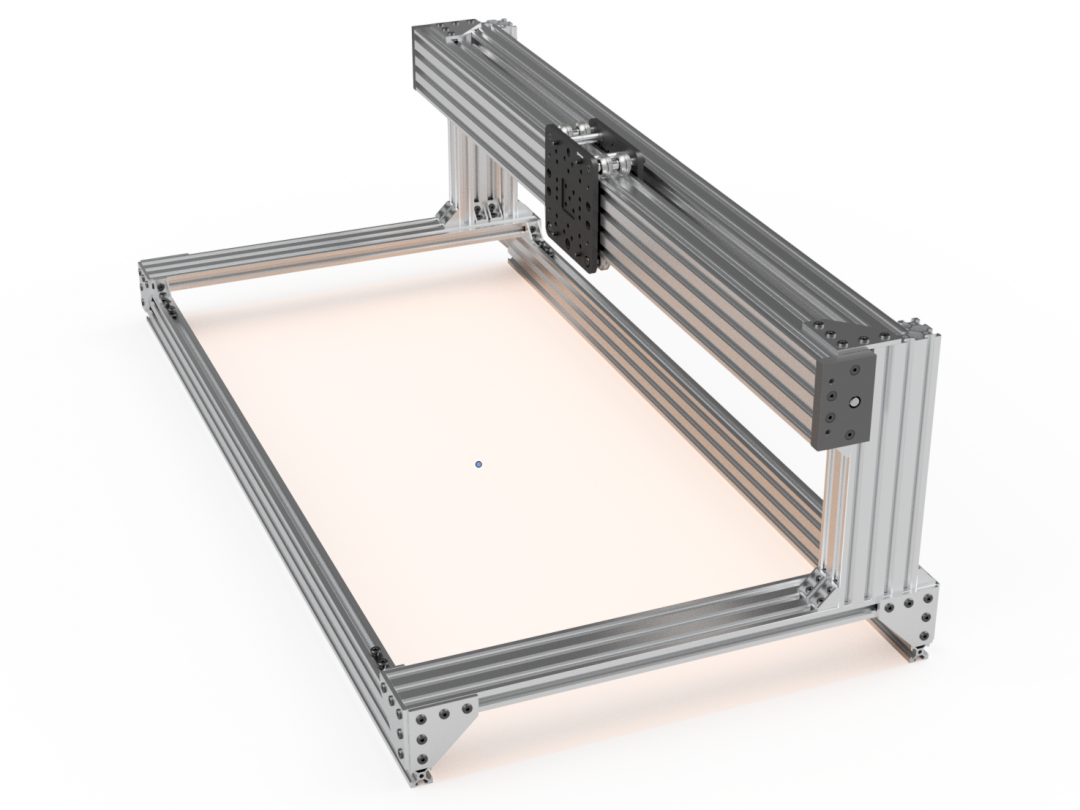
2.本体フレームに載せます
使用部品名 個数 低頭ボルト M5 - 8mm(8mmボルト) 8 を使用し,直角固定具を固定します. (直角固定具を固定するTナットを入れ忘れていた場合は分解する必要があります.南無)  ③Z軸合体
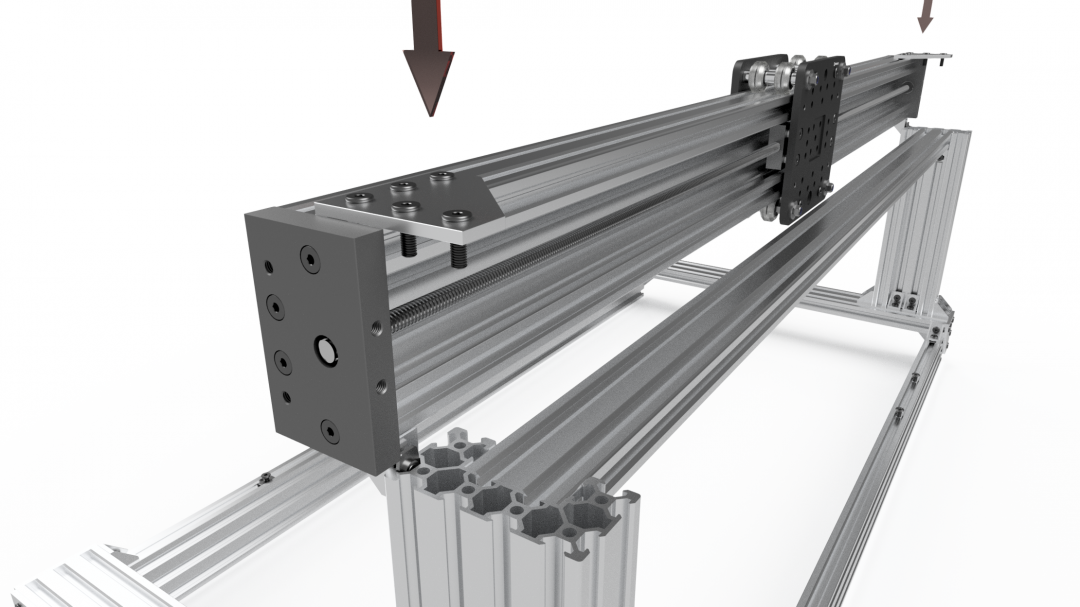
Z軸のガントリープレートに4本の10mmボルトが付いているはずです.
このままX軸のガントリープレートに取り付けます.④モーター
使用部品:(モーター1台に付き)
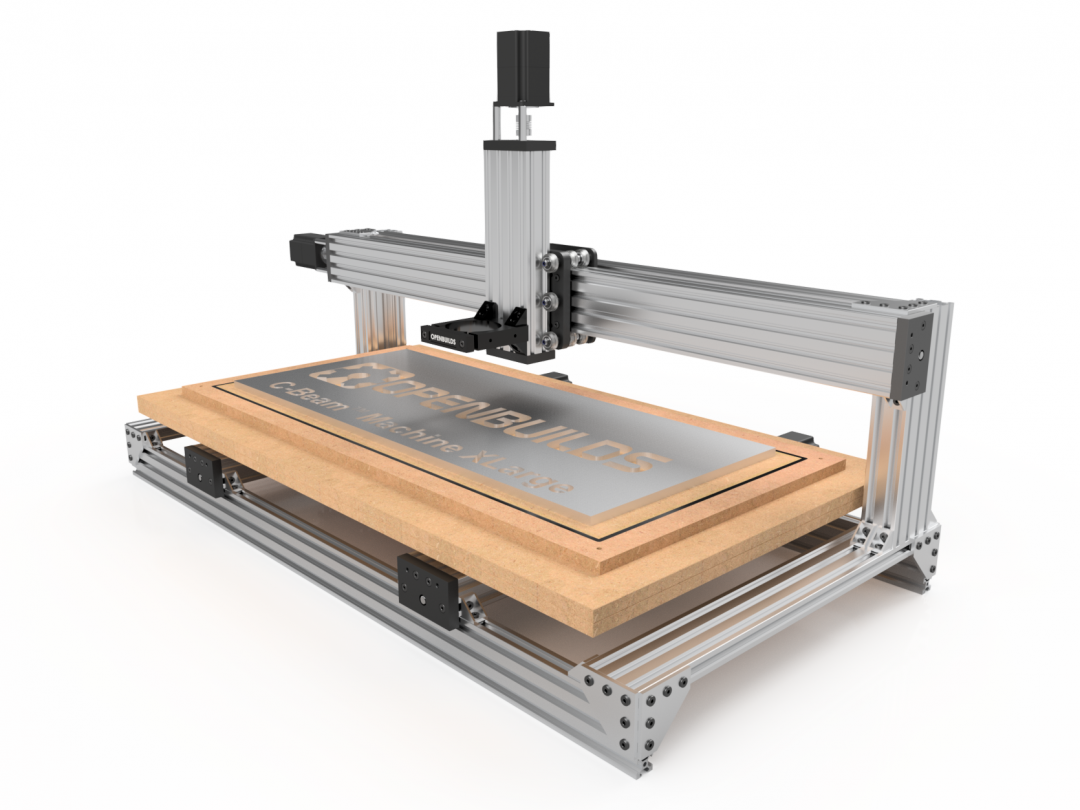
使用部品名 個数(モーター1台に付き) Nema23ステッピングモータ (金属加工を行いたい方はハイトルクモーターを推奨) 1 スペーサー - 40mm(40mmスペーサー) 2 低頭ボルト M5 - 55mm(55mmボルト) 2 フレキシブルカップリング 1 Z軸は上, Y軸は後ろ, X軸は左でも右でもおkです.ソフト設定で変えれます.  800mmx400mmのMDF板を取り付けて
完成!オプション:
電源ユニットの取り付け
使用部品名 個数 低頭ボルト M5 - 10mm(低頭ボルト10mm) 2 六角穴付ボルト M4*6 2 差し込みTナットM5 2 直角固定具(鋳造) 2 電源ユニット 1
後ろにつけるのが普通ですが,好きなところにつけて結構です.



![]()
By Tohru
この 作品 は クリエイティブ・コモンズ 表示 - 継承 4.0 国際 ライセンスの下に提供されています。
この記事はMark CarewさんのC-Beam Machine XLarge説明記事に基づき,改良した組立説明であります.
制御ボードの配線は:
CNCXpro V3 又は V4の配線図に参考してください.
Tips! AvalonTechさんのモーター配列は青黄緑赤 AABBです.
制御ボードによって配列が異なります.XproはAABB入力です.
青黄緑赤で繋げばとりあえず動きます.方向逆になっても,ソフトウェア設定で逆転できます.
(smoothieboard V1 はABAB配列)
他の部品の説明はこちらのまとめ記事を参照ください