こんにちは。
ちょっとZプローブ時の流れが分からなかったので確認です。
1点目にてComftiesさんが実施されているのは
- CNCjsのZプローブ機能を使用しタッチプレートと工具をタッチさせZのワーク原点確定
- タッチプレートを取り除く
- 再度CNCjsのZプローブ機能を使用、工具とワークが接触。+スピンドル回転?
という流れでしょうか?
もしそうであれば3.は不要かと思います。
CNCjsのZプローブ機能は以下のようなNCプログラムを出力し制御基板へと送信しています。(方向や移動距離は設定次第ですが)
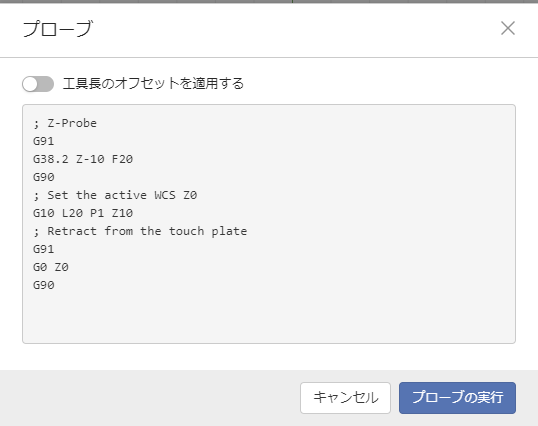
簡単に内容を説明すると(もしGコードが読めるようでしたらすみません)
- 相対座標で移動する指令(G91)
- 制御基板のプローブ端子に電気的導通が検知されるまでZ軸を最大〇〇mm移動させる指令(G38.2)
- 絶対座標に戻す指令(G90)
- 現在の位置(タッチプレートの上面)をタッチプレートの厚みmmとするワーク座標にセットする指令(G10)
- 相対座標移動指令(G91)
- 工具退避として〇〇mmZ移動(G0)
- 絶対座標指令(G90)
となっています。
タッチプレートを除去した上でZプローブを実行すると2がうまく実行されません。
CNCjsのプローブコマンドにG38.2を選択していればタッチがないとエラーになるので、処理が中断されていいのですが、G38.3をもし選択しているとタッチがなくてもエラーとならないのでおそらくプローブの移動距離をMAXで動いて、そのMAXで降りた先でワーク原点をタッチプレートの厚み分で設定してしまうということが発生しえます。
ちょっとこれはわからないのですが、CNCjsのプローブ機能でスピンドルは回転してしまいますか?
本来はプローブではスピンドルは回転しないはずなので、もしプローブ機能でスピンドルが回転しているようであれば制御基板かCNCjsのトラブルかなと思います。
Zプローブではなく、NCプログラムの再生ボタンの間違いであればいいんですが・・・。
もしNCプログラムの再生ボタンを押していてワークにぶつかるという話の場合は、CAMの設定の問題か、ワーク原点がZプローブかなんらかの理由でズレているかだと思います。
Zプローブ実施後にワーク座標Z0まで移動してみて工具とワークがギリギリ接触しているかどうかを確認してみると良いかもしれません。
2点目もですが、CNCjsのプローブ動作では単に軸を動かして電気的な導通をチェックしワーク原点をセットするという処理だけですので加工動作は含まれないはずです。
一度確認してみてください。