CNC(Duet3版)電気系
IO関係のピン配列がわからない
下図はDuet3の各ピン配列を示しています。入出力(IO)で使うのが図右下のIO_〇〇のピンです。
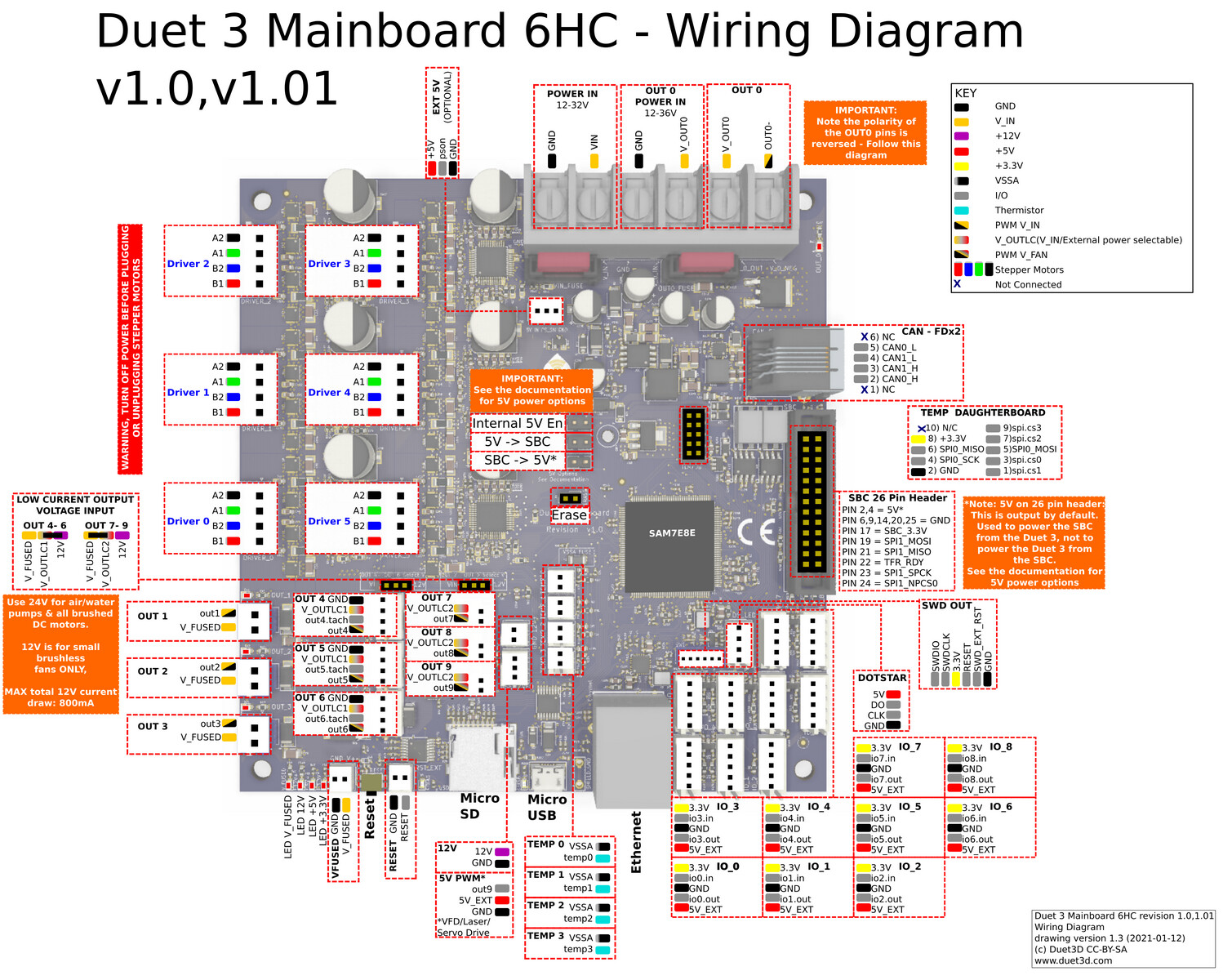
(from: https://duet3d.dozuki.com/Wiki/Duet_3_Mainboard_6HC_Wiring_Diagram )
これらのピンに対してどう繋ぐかは全て設定次第ですが、AvalonTechのデフォルト設定において、
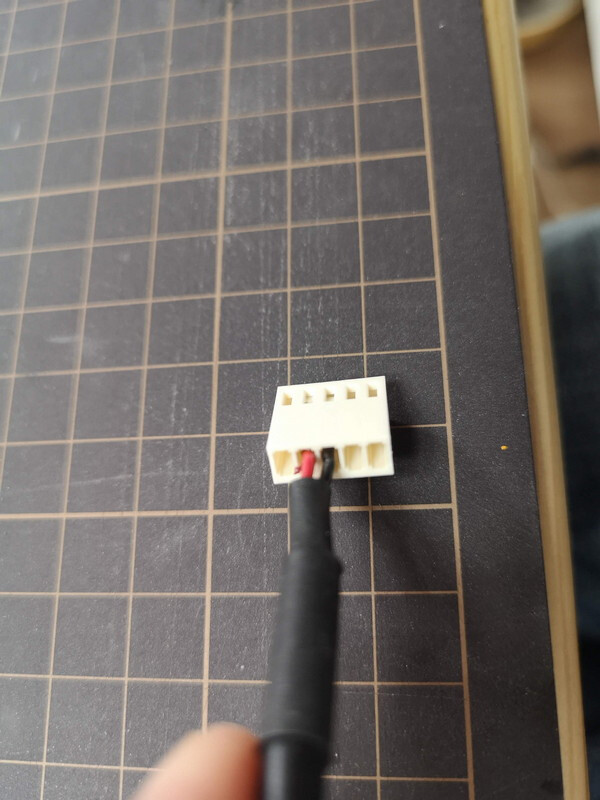
リミットスイッチ・Zプローブ等の信号の入力に使う場合はio〇〇.inとGNDに接続するようにしています。
そのため、リミットスイッチの配線では以下の図のようなコネクタを作成しています。
これらは設定ファイルconfig.gにてM574(リミットスイッチの定義)やM558(プローブの定義)にて使用するピンやアクティブロー・ハイ等を設定しています。
詳細については以下のリファレンスをご確認ください。
https://duet3d.dozuki.com/Wiki/Gcode
モーターが動かない
まず以下を確認し問題の切り分けを行ってください
- 配線がすべてつながっているのか、コネクタ部の接続をやり直す
- 制御基板に24V電源を入力しているか
- 配線の圧着をやり直す
- UIからエラーログを確認する
- UIのコンソールより
M122を入力し、問題が発生していないか確認する - 通電中にモーターのカップリングは手で簡単に回すことができるか
- 別の軸のモーターを差し替えても動作しないか
参考: