WebUIの日本語翻訳をしてみました.
本家の GitHub - luc-github/ESP3D-WEBUI: A Web UI for ESP8266 or ESP32 based boards connected to 3D printers / CNC に翻訳ファイルを送り更新してもらったので,CNCxPRO v5のWEBUIのほうにも取り込まれると日本語を使えるようになるかと思います.
追記 (2022/04/29):CNCxPRO v5の最新ファームウェアで使用しているWEBUIでは日本語が取り込まれているようです。
https://github.com/Spark-Concepts/xPro-V5/blob/main/Firmware/index.html.gz
古いバージョンからアップデート等以外ではあえて下記を実行し日本語訳のWEBUIを適用する必要はありません。
以下の手順で日本語化を適用できます.
-
日本語のファイルをダウンロードする
ESP3D-WEBUI/languages/ja at 2.1 · luc-github/ESP3D-WEBUI · GitHub
index.html.gzを開きDownloadボタンを押せばオッケーです. -
CNC xPRO v5にWiFi接続する
-
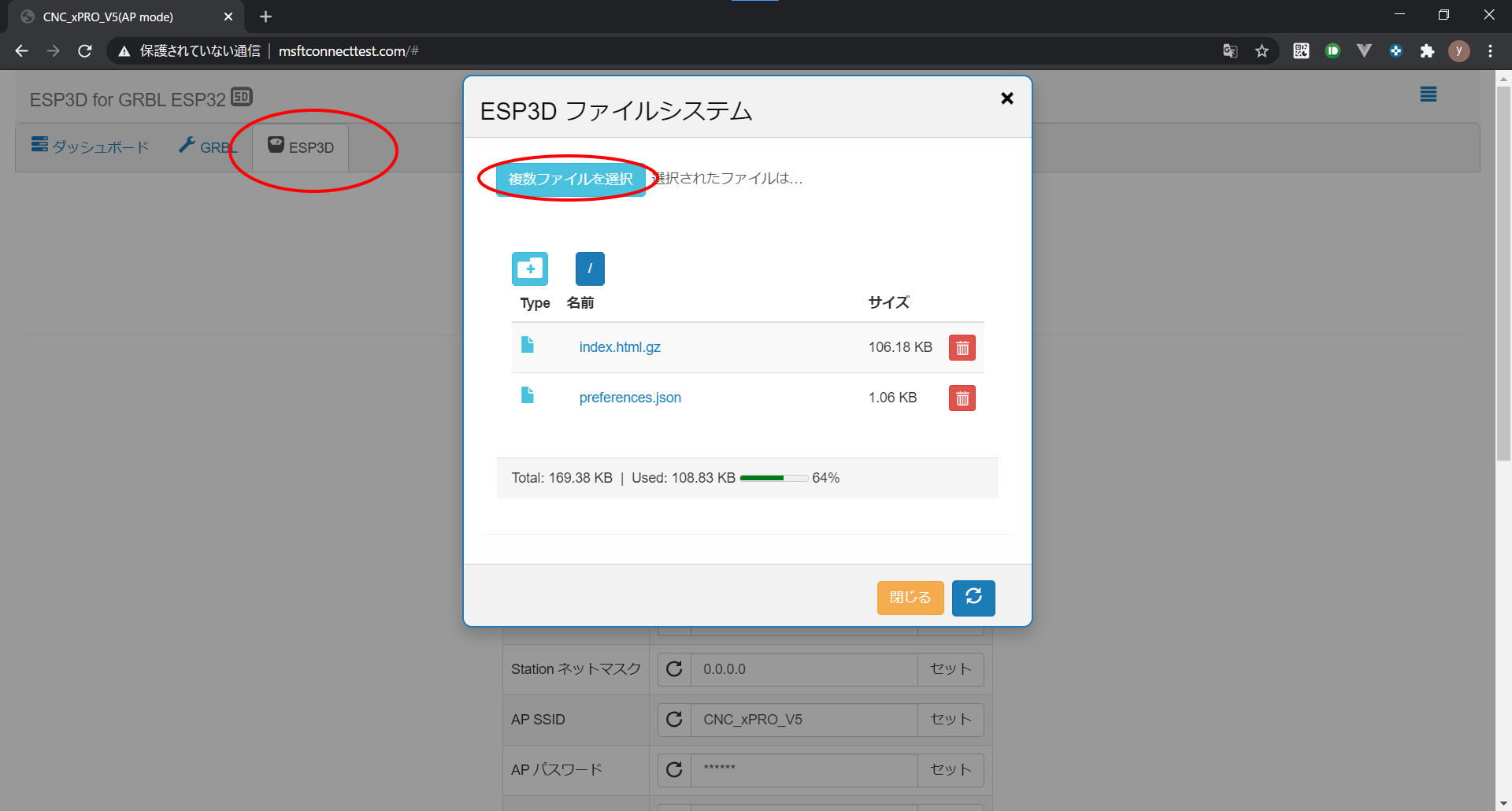
1でダウンロードしたindex.html.gzをアップロードする
-
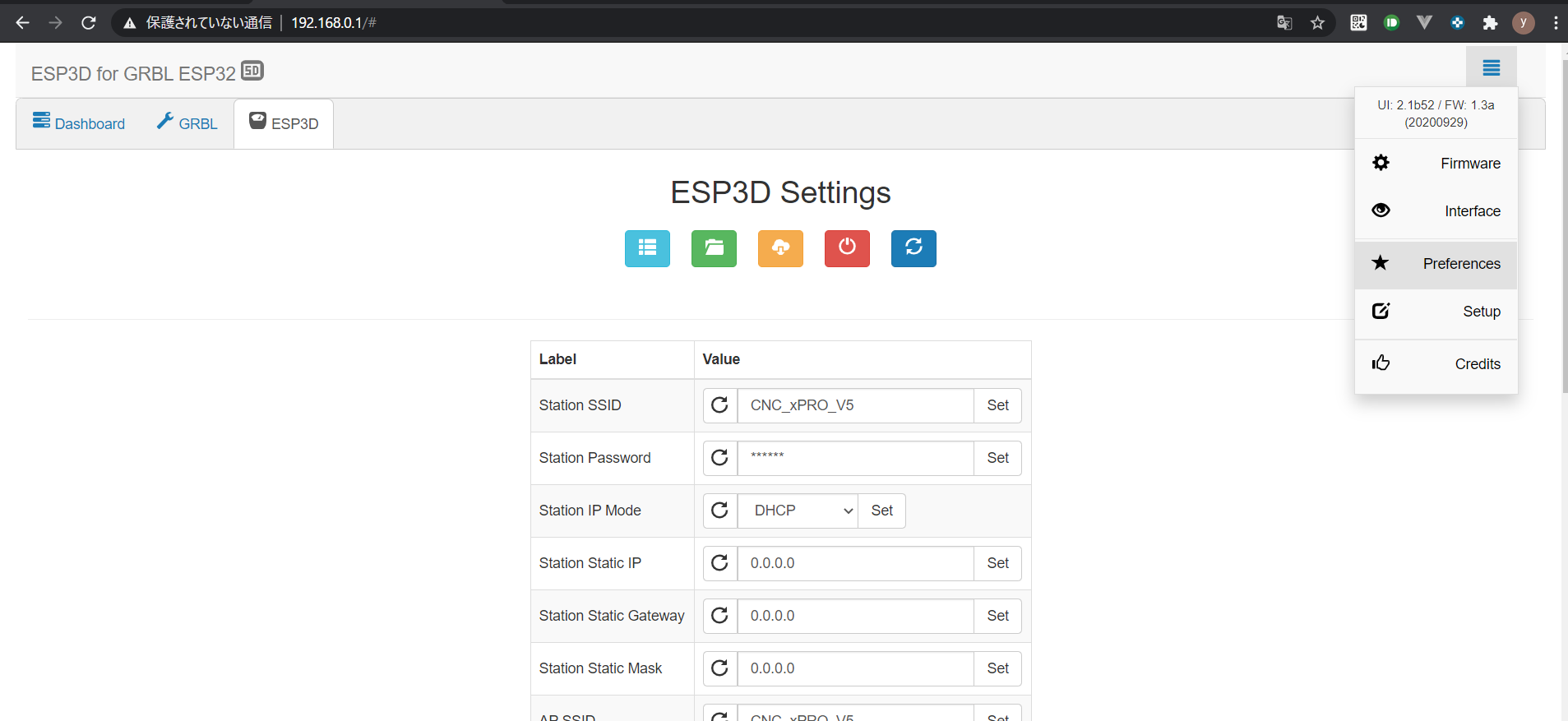
右上のメニューを開きPreferencesより言語を日本語を選び保存する
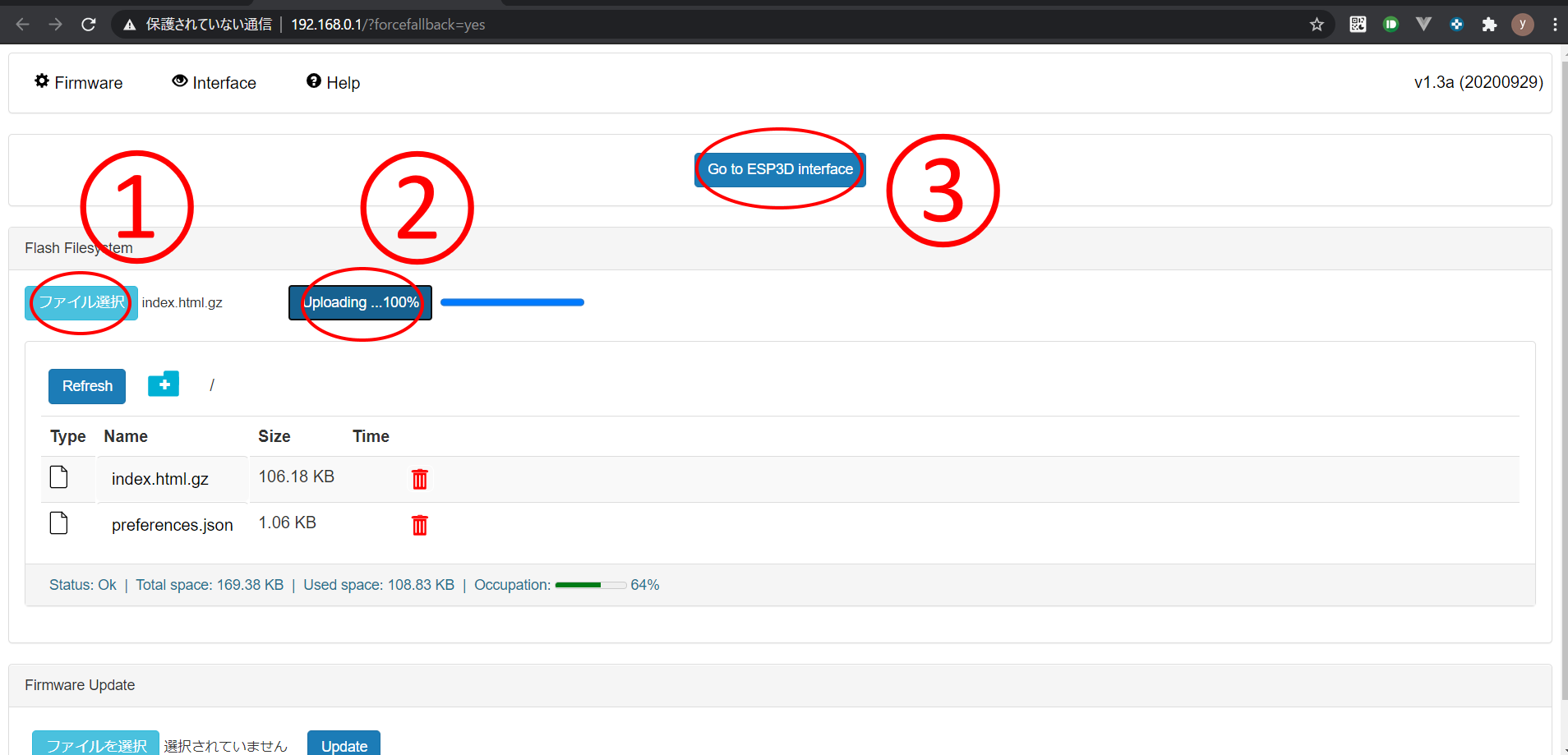

あるいは3,4の手順はWEBUIのESP32タブからアップロードしても同じように更新できます.
アップロードをした後はブラウザの更新ボタンを押すなどして再度ページを読み込んでください。

元のWEBUIに戻したい場合はSparkConcceptsがもともとのファイルを公開しているので同様の手順でアップロードすればオッケーです.(CNCxPROv5_XYYZ_NO.bin)
参考: