こちらのトピックは順次更新していきますが,販売元のSparkConceptsよりwikiが公開されたので不足している情報は以下のリンクをご確認ください.
1.準備
電源ボタンはIが入,◯が切です.
USB接続の場合はUSB-C端子をxPRO側に接続しPCと接続します.
WebUIを使う場合はUSB-C端子あるいは24V電源を接続してください.
CNC xPRO v5における各種配線例は以下にも公開されています.
https://github.com/Spark-Concepts/xPro-V5/wiki/Basic-hookup
http://makerhardware.net/wiki/doku.php?id=electronics:xpro_v5_motion_control_system
USB接続の場合、認識されない場合は以下のファイルをダウンロード&インストールしてください。
Windows
64bitの場合はCP210xVCPInstaller_x64、32bitの場合はCP210xVCPInstaller_x86 をインストール
https://www.silabs.com/documents/public/software/CP210x_Universal_Windows_Driver.zip
これは以下のページのCP210x Universal Windows Driverと同じです。
https://jp.silabs.com/developers/usb-to-uart-bridge-vcp-drivers
ドライバの種類については以下のリンクにて紹介されています。Windows10の場合はUniversal Windows Driverで良いです。
MacOS
MacOSでMacOS 10.5~10.11の場合は以下よりダウンロードしたファイルをインストールしてください。
http://www.silabs.com/Support%20Documents/Software/Mac_OSX_VCP_Driver_10_6.zip
これは以下ページのレガシーOS用のドライバです。
https://community.silabs.com/s/article/legacy-os-software-and-driver-packages?language=en_US
MacOS10.11以降の方は以下のドライバをインストールしてください。
https://www.silabs.com/documents/public/software/Mac_OSX_VCP_Driver.zip
これはWindowsと同様のダンロードページのものです。
参考:
2.パラメータの設定
デフォルトのパラメータは以下の通りになっています.
$0=5 (Step pulse time, microseconds)
$1=255 (Step idle delay, milliseconds)
$2=0 (Step pulse invert, mask)
$3=0 (Step direction invert, mask)
$4=0 (Invert step enable pin, boolean)
$5=0 (Invert limit pins, boolean)
$6=1 (Invert probe pin, boolean)
$10=1 (Status report options, mask)
$11=0.010 (Junction deviation, millimeters)
$12=0.002 (Arc tolerance, millimeters)
$13=0 (Report in inches, boolean)
$20=0 (Soft limits enable, boolean)
$21=0 (Hard limits enable, boolean)
$22=0 (Homing cycle enable, boolean)
$23=3 (Homing direction invert, mask)
$24=200.000 (Homing locate feed rate, mm/min)
$25=2000.000 (Homing search seek rate, mm/min)
$26=250.000 (Homing switch debounce delay, milliseconds)
$27=1.000 (Homing switch pull-off distance, millimeters)
$30=12000.000 (Maximum spindle speed, RPM)
$31=0.000 (Minimum spindle speed, RPM)
$32=0 (Laser-mode enable, boolean)
$100=200.000 (X-axis travel resolution, step/mm)
$101=200.000 (Y-axis travel resolution, step/mm)
$102=200.000 (Z-axis travel resolution, step/mm)
$110=2500.000 (X-axis maximum rate, mm/min)
$111=2500.000 (Y-axis maximum rate, mm/min)
$112=1000.000 (Z-axis maximum rate, mm/min)
$120=50.000 (X-axis acceleration, mm/sec^2)
$121=50.000 (Y-axis acceleration, mm/sec^2)
$122=50.000 (Z-axis acceleration, mm/sec^2)
$130=300.000 (X-axis maximum travel, millimeters)
$131=300.000 (Y-axis maximum travel, millimeters)
$132=300.000 (Z-axis maximum travel, millimeters)
$140=1.8 (X motor Run current (amps))
$141=1.8 (Y motor Run current (amps))
$142=1.8 (Z motor Run current (amps))
$150=1.25 (X motor Hold current (amps))
$151=1.25 (Y motor Hold current (amps))
$152=1.25 (Z motor Hold current (amps))
$160=8 (X axis microsteps)
$161=8 (Y axis microsteps)
$162=8 (Z axis microsteps)
特に機械原点復帰動作(ホーム動作)に関してはマシンの仕様によって異なるため確認してください.
機械原点復帰動作をオフにする場合は
$22=0
とCNCjsのコンソール上にて入力します.
なお現在のパラメータの確認はコンソールにて$$と入力することで確認することができます.
また以下の$140~$162はxPRO v5より増えたパラメータです.
$140=1.8 (X motor Run current (amps))
$141=1.8 (Y motor Run current (amps))
$142=1.8 (Z motor Run current (amps))
$150=1.25 (X motor Hold current (amps))
$151=1.25 (Y motor Hold current (amps))
$152=1.25 (Z motor Hold current (amps))
$160=8 (X axis microsteps)
$161=8 (Y axis microsteps)
$162=8 (Z axis microsteps)
$140,$141,$142はモーターの駆動時電流値(RMS値)
$150,$151,$152はモーターの保持電流値(RMS値)
$160,$161,$162はモーターのマイクロステップ
$140~$162は$$のパラメータの確認のコマンドでは表示されません.
$Sのコマンドで$X/Current/Runや$Y/Current/Holdの名前で表示・確認可能です。
※注:CNCxPRO v5では設定電流値と実際に流れる電流が一部乖離する現象が報告されています。できるだけ電流設定は変更せず、電流設定を変更する際は実際に流れる電流を計測しながら調整するようにしてください。
ちなみにCNC xPRO v5ではモーター電流はピーク電流ではなくRMS電流値を指定します。
そのためRMS電流値 = モーターの定格電流 * 0.707よりも小さくなるように設定してください。
設定コマンドの詳細はSparkConceptsのwikiよりご確認ください。
USB接続でのパラメータの変更
CNCjsの場合はコンソール上にて
$◯◯
と入力すると設定値を確認できます.
$◯◯=12345
のように入力すると設定値を変更できます.(上記の例の場合◯◯番のパラメータに12345を設定)
WebUIでのパラメータの変更
Grblタブよりパラメータの設定変更を行う事ができます.
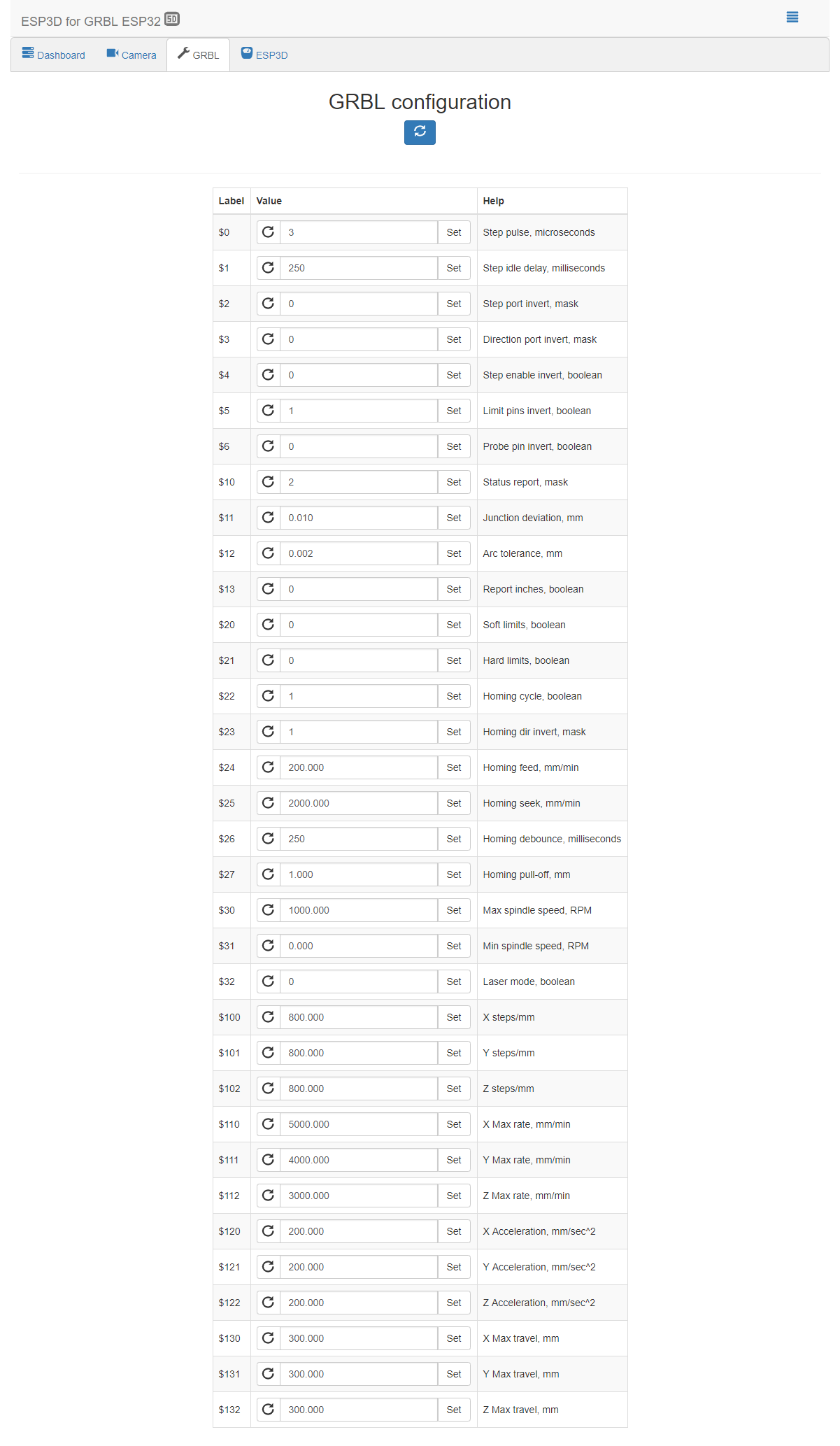
GRBL configurationの更新ボタンを押してパラメーターを表示させます。

パラメータを変更後は数値を入力後Setボタンを押します。
grblのパラメータの内容に関しては以下をご参照ください.
ユーザー設定
コンソールに$Sと入力すると確認することができます.
この設定は一部grblのパラメータの内容と共有しています.
grblのパラメータと同様に$name=valueと入力することで値を書き換えることができます.
3.USB接続での使い方(CNCjs)
- USB接続して一回目はResetボタンを押さないと接続がされません.
- CNCjsでは接続ウィジェットの開くボタン上の"Enable hardware flow control"を有効にすると再度接続時にResetボタンを押す必要がなくなります.
その他の操作は基本的にCNC xPRO v4と同じです.
以下のトピックをご確認ください.
4.WebUIでの使い方
アクセスポイントモードでの接続方法(デフォルト設定)
初期状態ではCNC xPRO v5はアクセスポイントモード(WiFiの親機モード・APモード)として動いています.
ネットワークよりCNC xPRO v5を選択し,接続します.デフォルトパスワードは12345678です.

接続し少し待つとブラウザが開きWebUIが開かれます.
CNCxPRO v5にWifiで直接接続(APモード)してブラウザが自動で開かない場合はブラウザを開いて
192.168.0.1
と入力すると接続できます.
ステーションモード(子機モード)への変更方法(オプション)
すでにあるWiFiネットワークに参加させたい場合はSTAモード(ステーションモード・WiFi子機モード)に切り替えることができます.
設定を変更しない場合はアクセスポイントモードのままです.
本記事ではデフォルトの設定であるアクセスポイントモードでの設定方法(ファームウェアアップデートなど)を掲載しています.ステーションモードに変更した場合は読み替えてご対応ください.
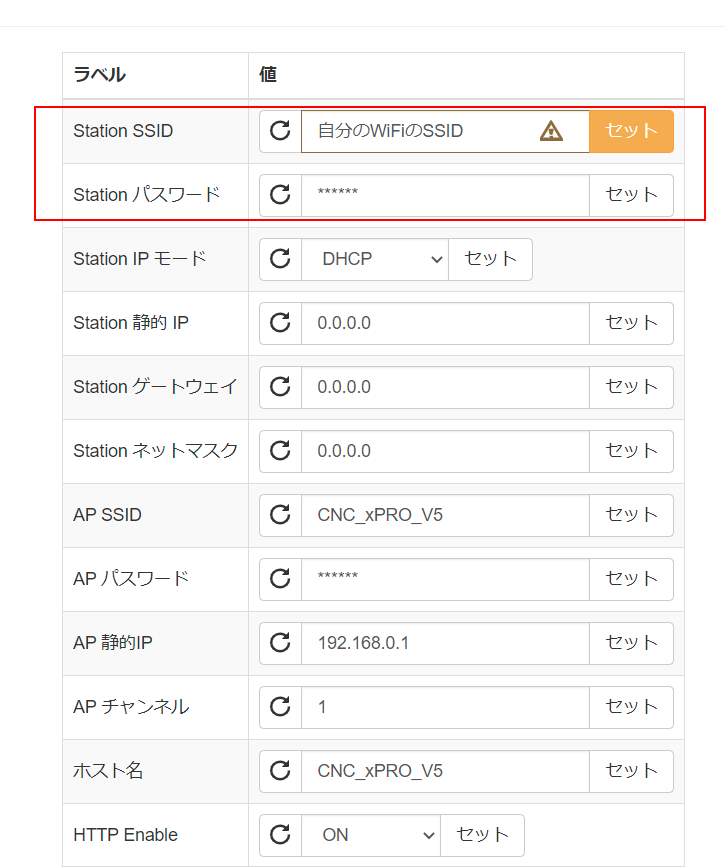
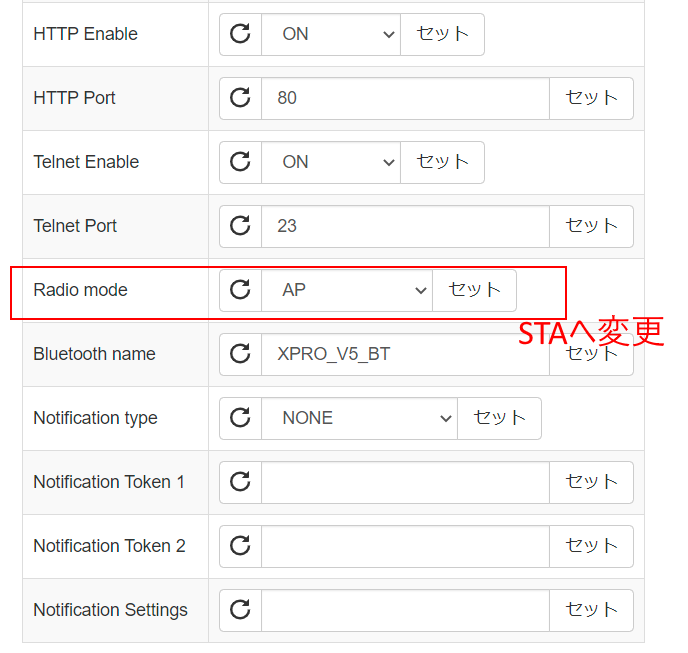
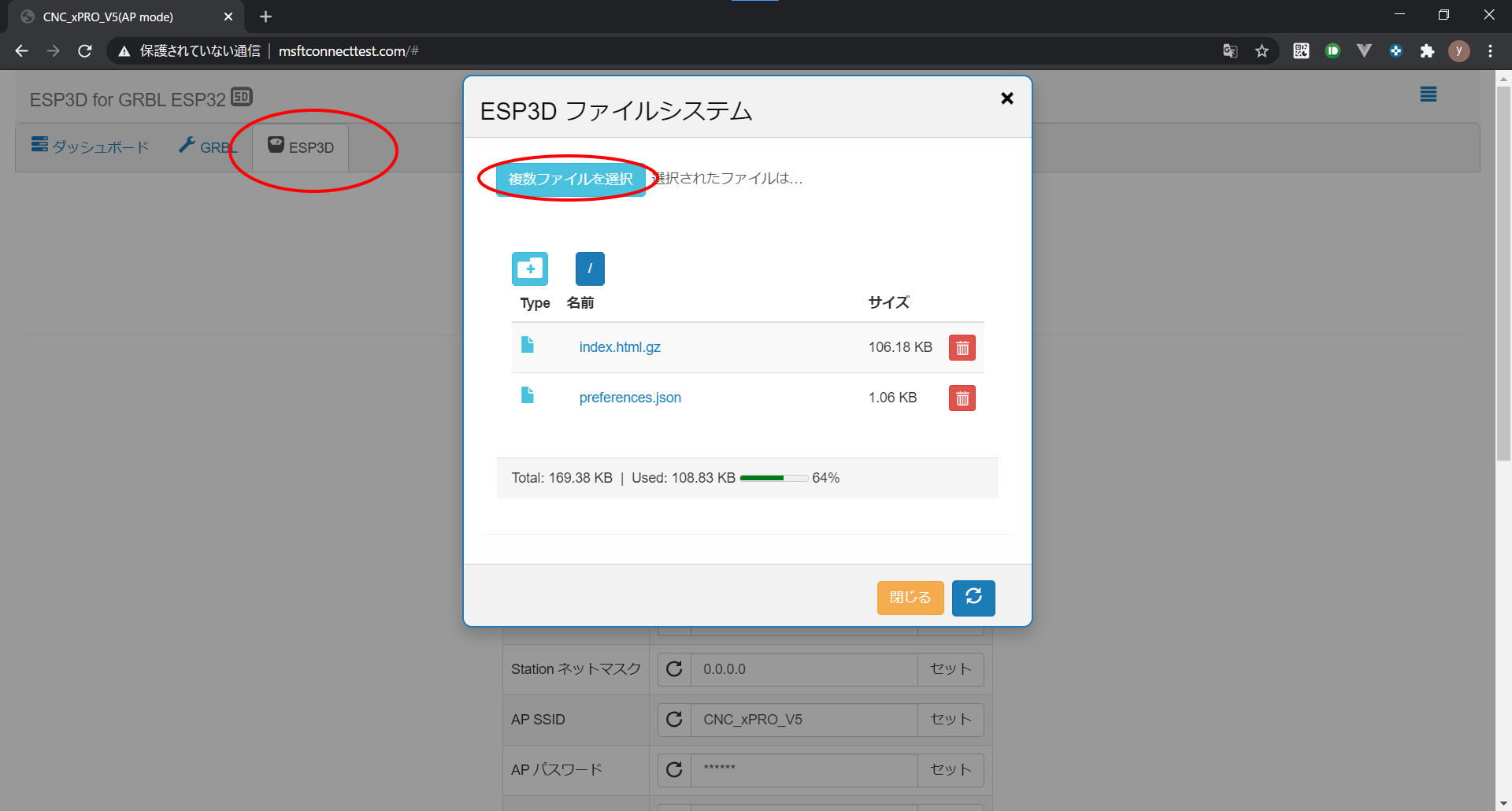
WEBUIのESP3Dタブを選択しStationの設定を入力していきます
Station SSIDに使用するWiFiのSSID、Station PassowrdにWiFiのパスワードを入力し、Radio modeをSTAへ変更します.
変更後は入力ボックス隣のセットボタンを押すことを忘れないようにしてください
この後、リセットボタンを押すなどしてCNC xPROを再起動します.
このときUSB接続でCNCjs等につないでログを確認してください.
以下のようにログが表示されます(MSG:ConnectingというWiFiに接続しようとするログがです)
entry 0x400806b8
[MSG:Grbl_ESP32 Ver 1.3a Date 20201212]
[MSG:Compiled with ESP32 SDK:v3.2.3-14-gd3e562907]
[MSG:Using machine:CNC_xPRO_V5_XYYZ_PWM_NO]
[MSG:Axis count 3]
[MSG:RMT Steps]
[MSG:Init Motors]
[MSG:TMCStepper Library Ver. 0x000701]
[MSG:X Axis Trinamic TMC5160 Step:GPIO(12) Dir:GPIO(14) CS:GPIO(17) Disable:None Index:1 R:0.050 Limits(-300.000,0.000)]
[MSG:X Axis Trinamic driver test failed. Check motor power]
[MSG:Y Axis Trinamic TMC5160 Step:GPIO(27) Dir:GPIO(26) CS:GPIO(17) Disable:None Index:2 R:0.050 Limits(-300.000,0.000)]
[MSG:Y Axis Trinamic driver test failed. Check motor power]
[MSG:Y2 Axis Trinamic TMC5160 Step:GPIO(33) Dir:GPIO(32) CS:GPIO(17) Disable:None Index:3 R:0.050 Limits(-300.000,0.000)]
[MSG:Y2 Axis Trinamic driver test failed. Check motor power]
[MSG:Z Axis Trinamic TMC5160 Step:GPIO(15) Dir:GPIO(2) CS:GPIO(17) Disable:None Index:4 R:0.050 Limits(-300.000,0.000)]
[MSG:Z Axis Trinamic driver test failed. Check motor power]
[MSG:PWM spindle Output:GPIO(25), Enbl:GPIO(4), Dir:None, Freq:5000Hz, Res:13bits]
[MSG:Client Started]
[MSG:Connecting ◯◯◯設定したSSID◯◯◯]
[MSG:Connecting.]
[MSG:Connecting..]
[MSG:Connecting...]
[MSG:Connecting....]
[MSG:Connecting.]
[MSG:Connecting..]
[MSG:Connecting...]
[MSG:Connecting....]
[MSG:Connecting.]
[MSG:Connecting..]
[MSG:Connecting...]
[MSG:Connecting....]
[MSG:Connecting.]
[MSG:Connecting..]
[MSG:Connecting...]
[MSG:Connecting....]
[MSG:Connecting.]
[MSG:Connecting..]
[MSG:Connecting...]
[MSG:Connecting....]
[MSG:Connecting.]
[MSG:Connecting..]
[MSG:Connecting...]
[MSG:Connecting....]
[MSG:Disconnected]
[MSG:Connecting.]
[MSG:Connected with 192.168.0.119]
[MSG:Start mDNS with hostname:http://CNC_xPRO_V5.local/]
[MSG:SSDP Started]
重要なのは [MSG:Connected with 192.168.0.119] と [MSG:Start mDNS with hostname:http://CNC_xPRO_V5.local/] の部分です
同じWiFiネットワークに接続した上でブラウザで上記で表示されているような192.168.0.119やhttp://CNC_xPRO_V5.local/へアクセスするとWEBUIが表示されます.
CNCjsのコンソールにてWiFiの失敗([MSG:No SSID]や[MSG:Cannot connect to ◯◯])が表示される場合はWiFi設定が間違っている可能性があります.
接続できない場合はしばらくするとWiFi接続のリトライを中止するので,コンソールにて設定を変更してください
コンソールにて$Radio/Mode=APと入力しアクセスポイントモード(親機モード)へ変更するか
$Sta/SSID=◯◯◯や$Sta/Password=◯◯◯にてSSIDやパスワードを変更してください
WebUIの特徴
- アクセスポイントでもクライアントでも動作する
- grblの制御
- 多言語対応(日本語対応済み)
- guiによるgrblパラメータの設定
- ファームウェアのアップロード
- SDカードが使用可能
- 独自マクロを追加可能
- カメラを表示可能
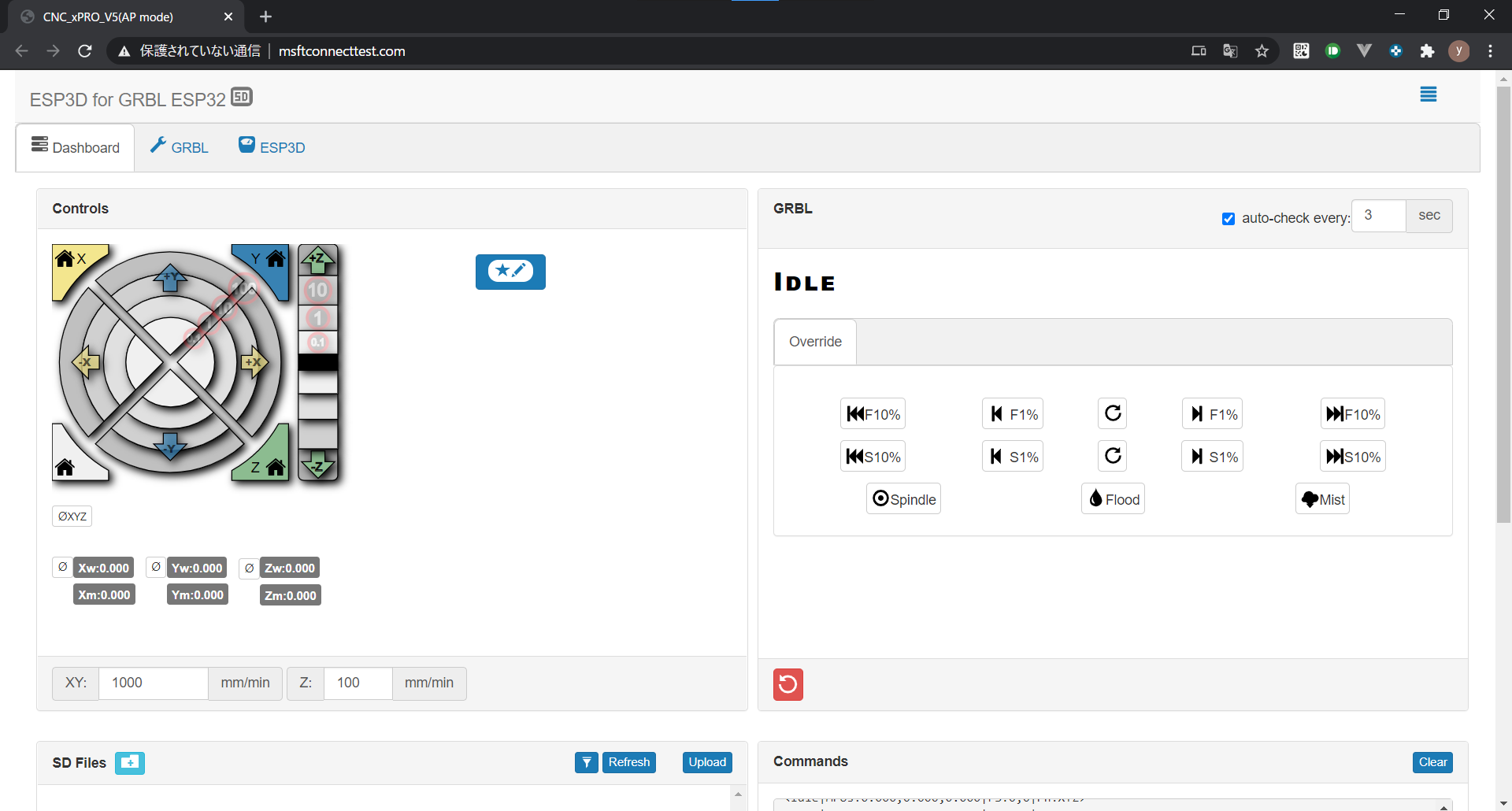
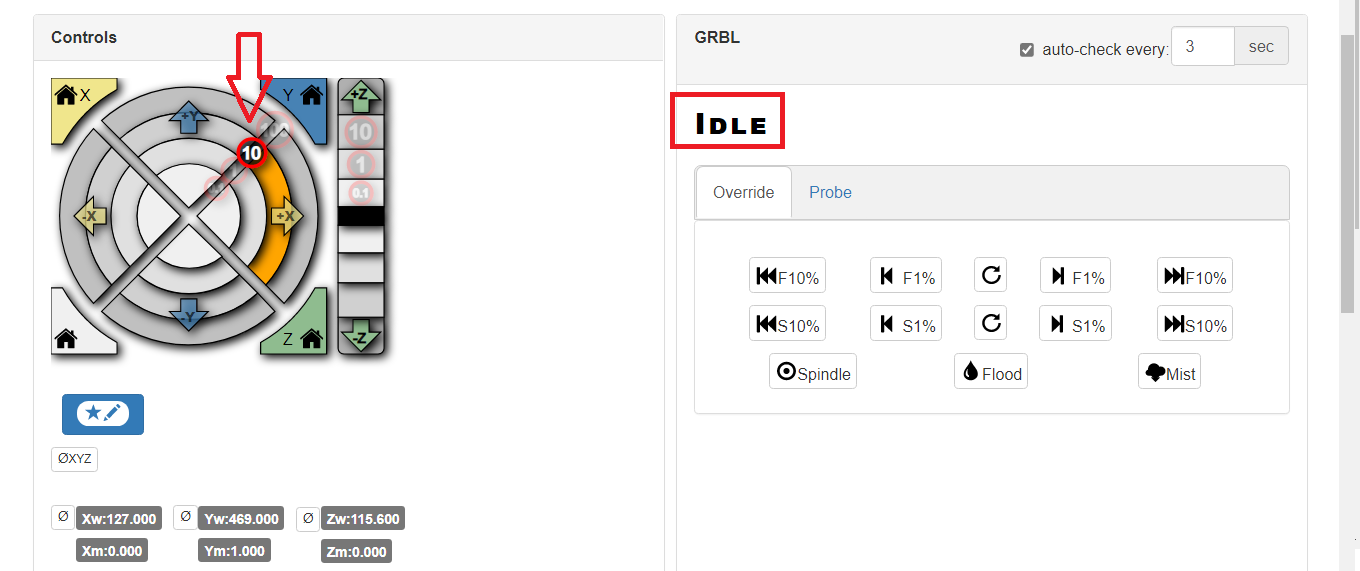
Control Panel
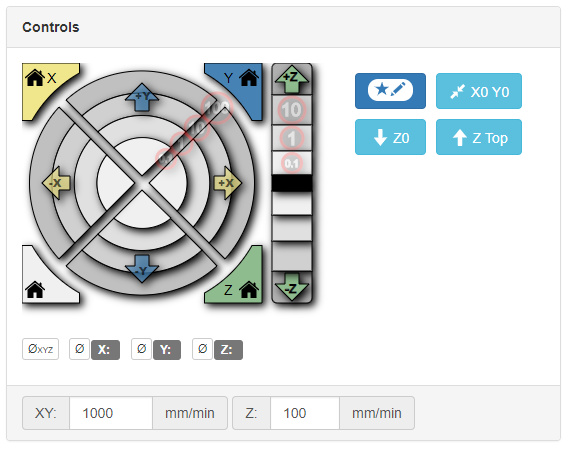
ジョグを行うことができます.
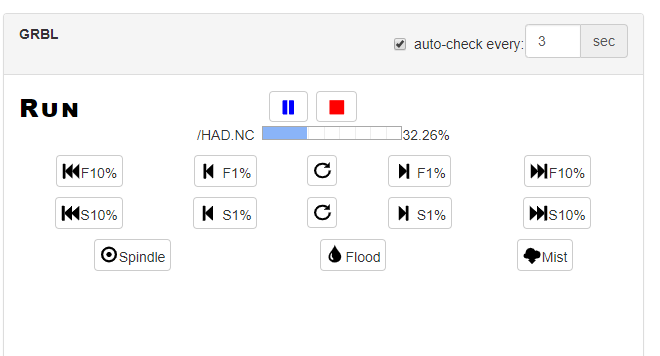
Grbl Panel
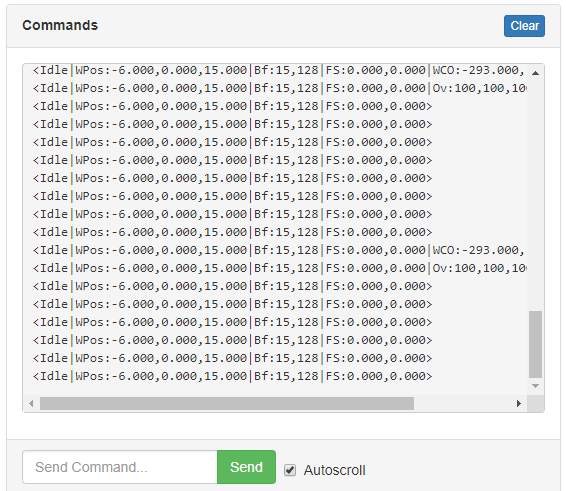
Commands Panel
操作
アイドル時はControlsパネルのボタンにて各軸を動かすことができます。表示されている数字は移動量です。下図の場合はX+方向へ10mm動きます。
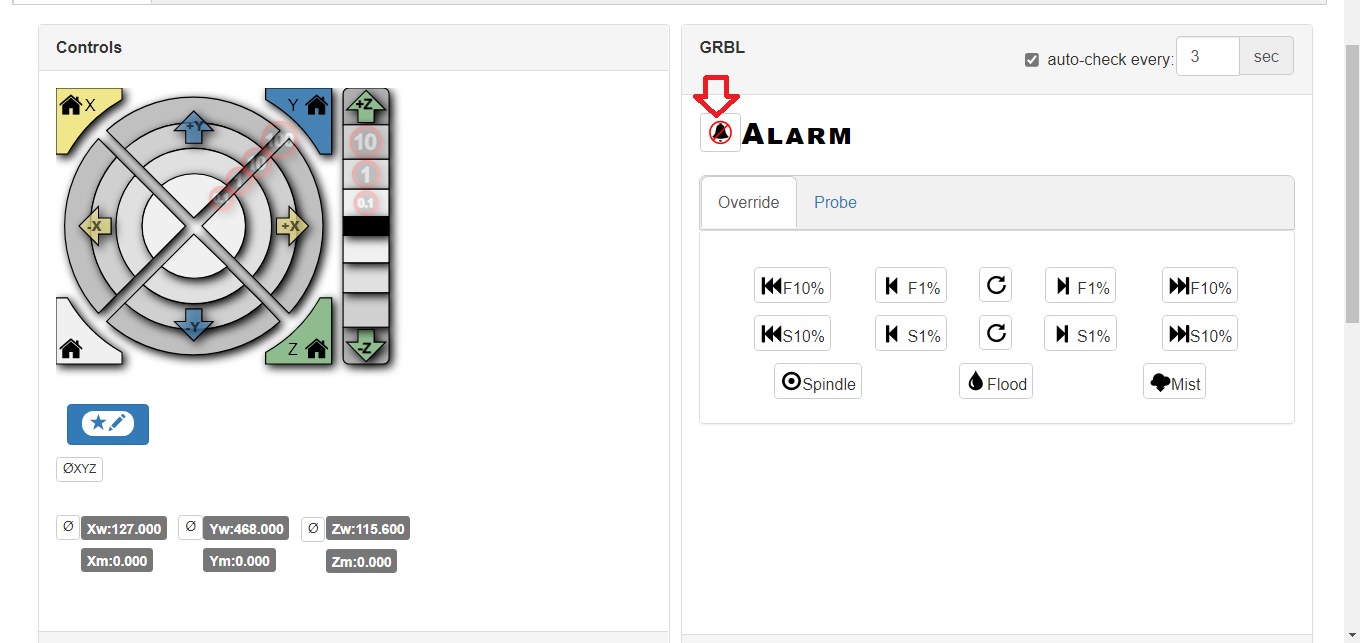
アラームが出ているときは下記ボタンにて解除できます。
参考
5.ファームウェアアップデート
予め,更新されたファームウェアファイルをダウンロードする必要があります.
何種類かファームウェアはございますが,デフォルトは CNC_xPRO_V5_XYYZ_NO.binです.
ファームウェアの更新手順については以下の通りです.
WebUIからの操作となります.
なお,推奨ブラウザはGoogle ChromeおよびMicrosoft Edgeです.
-
CNC xPRO v5の電源を入れる
-
ネットワークよりCNC xPRO v5を選択し,接続する.デフォルトパスワードは12345678です.
-
接続し少し待つとブラウザが開きWebUIが開かれます.
開かれない場合はブラウザに192.168.0.1と入力してください.
-
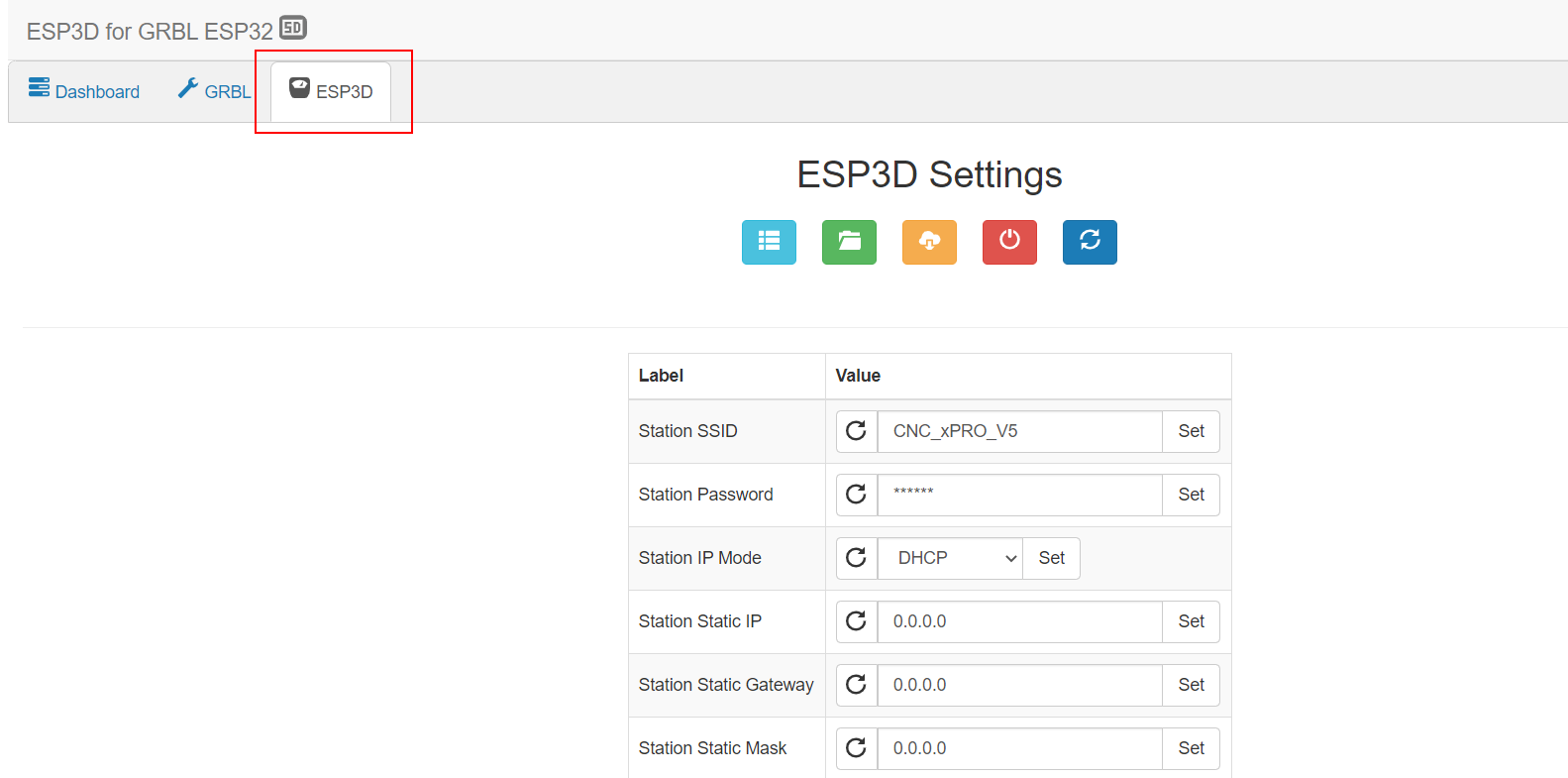
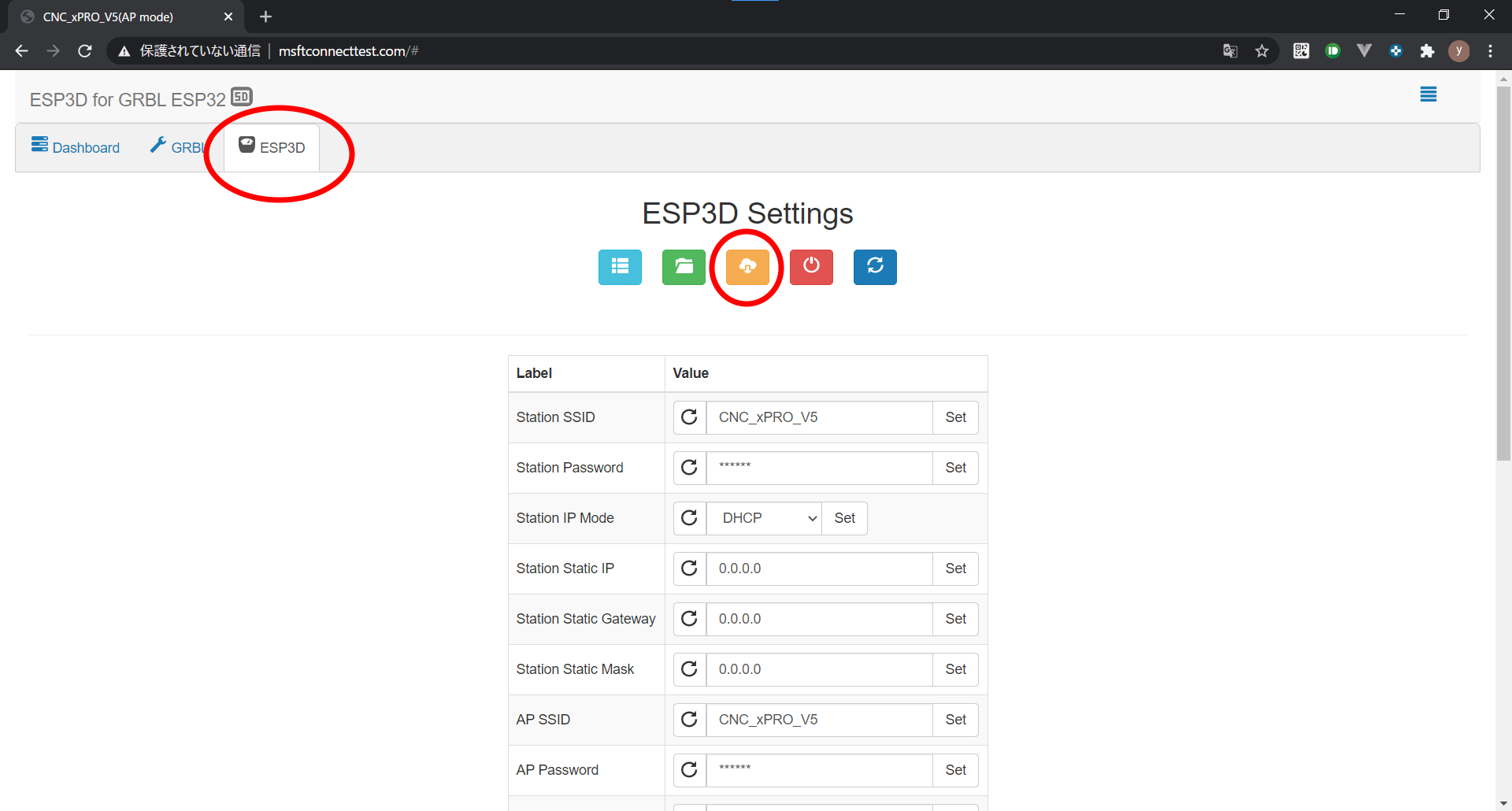
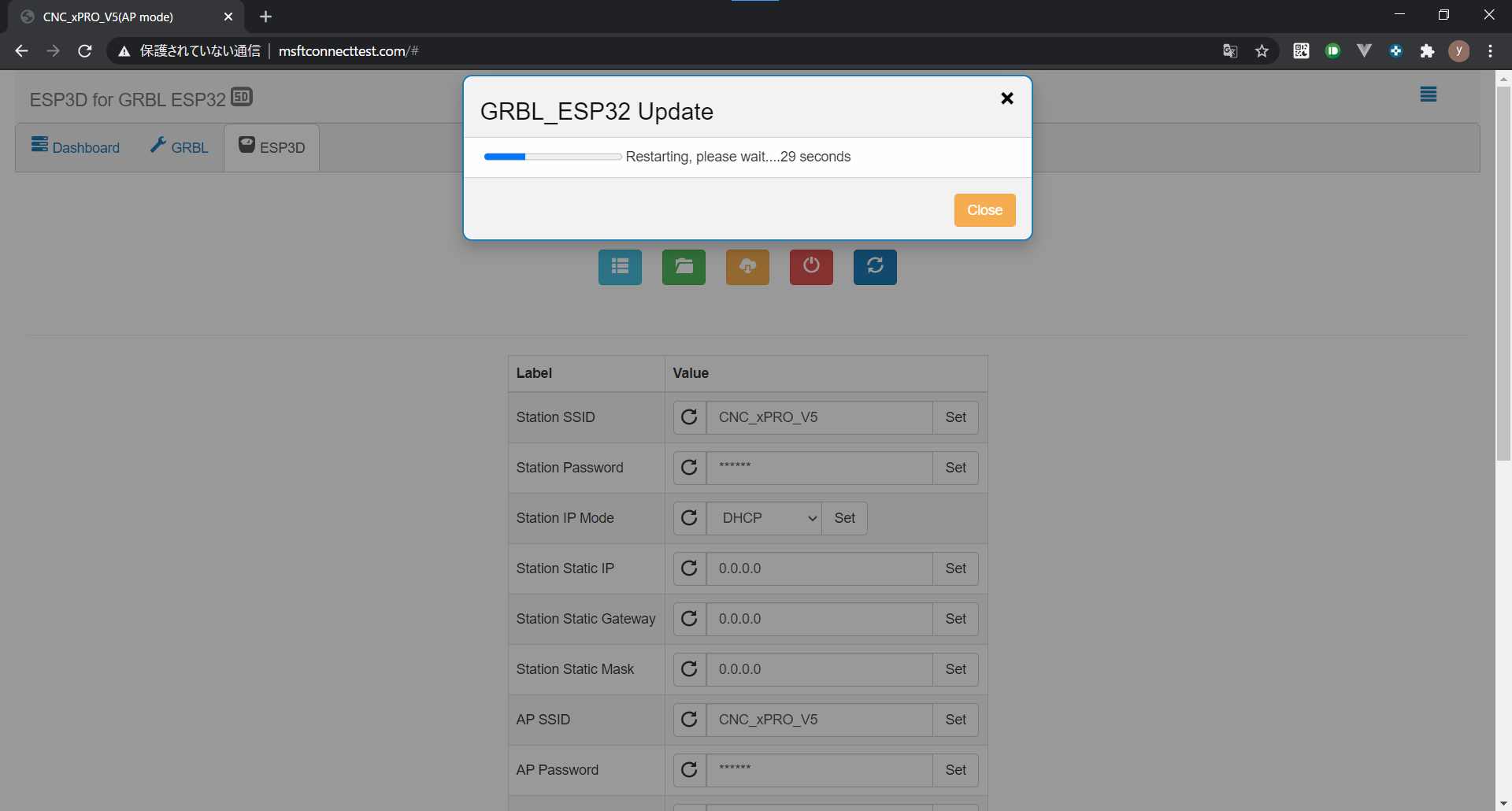
ESP3Dタブをクリックし,中央の黄色のボタンを押します.
-
Updateのウィンドウが表示されるのでSelect Fileボタンを押し,ダウンロードしたファームウェアのファイルを選択します.その後Updateボタンを押します.
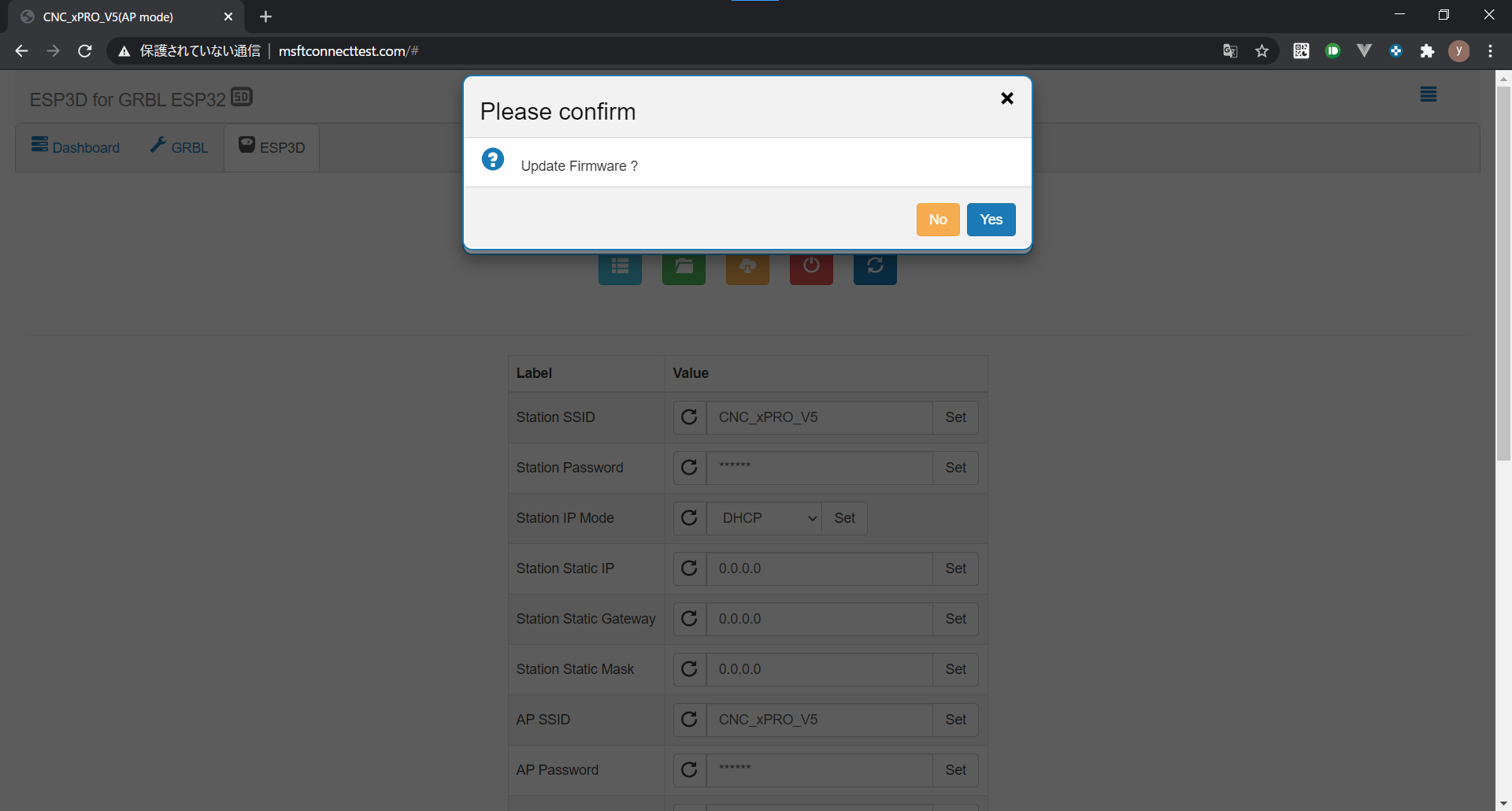
-
ファームウェアアップデート実行の確認がされるのでYesを押します.
-
アップデートが完了すると自動で再起動されます.

ファームウェアをアップデートした際にホーミングがError:18となり,使えなくなることがあります.
これはユーザー設定の$Homing/Cycleが設定されてないことで起きるエラーです.
コンソールにて以下のように設定するとErrorは発生しなくなります.
$22=1
$Homing/Cycle2=Y
$Homing/Cycle1=X
$Homing/Cycle0=Z
あるいは
$22=1
$Homing/Cycle1=XY
$Homing/Cycle0=Z
これはホーミングの動作順番を設定しています.
またファームウェアアップデート後の動作がおかしい場合は以下のコマンドでデフォルト設定に戻すことができます.
$RST=*
日本語化について
日本語化については以下の投稿が参考になるのでご確認ください.
CNC xPRO v5ファームウェア
ファームウェアはこちらにおいてあります.
CNC_xPRO_V5_1p3a1.bin以上(1.3.a1以上)にすることを推奨します
ファームウェアに関する説明は以下です
またファームウェアのソースコードはSparkConceptsのStoreにて公開しています。(ファームウェアの開発を行いたい場合は必要ですが、基本的には不要です)
https://www.spark-concepts.com/cnc-xpro-v5-development-firmware/
staffさま
ありがとうございます。
USB接続は分かるのですが、WebUIの接続の仕方が出来なく、
ネットワークで接続まではいくのですが、
ブラウザが開いてきません。
何かインストールしておくものとかあるのでしょうか?
Kamigo
こんにちは.
特に何かをインストールする必要はないと思います.
CNCxPRO v5にWifiで直接接続してブラウザが自動で開かない場合,
ブラウザを開いて
192.168.0.1
と入力してみてください.
Internet Exploreではうまく動作しないようなので,ChromeやEdgeなどのブラウザを使うといいと思います.
「いいね!」 1
nyaraさま
はじめまして、ありがとうございます。
すぐ解決しました。
またよろしくお願いします。
WebUIの日本語翻訳をしてみました.
本家の GitHub - luc-github/ESP3D-WEBUI: A Web UI for ESP8266 or ESP32 based boards connected to 3D printers / CNC に翻訳ファイルを送り更新してもらったので,CNCxPRO v5のWEBUIのほうにも取り込まれると日本語を使えるようになるかと思います.
追記 (2022/04/29):CNCxPRO v5の最新ファームウェアで使用しているWEBUIでは日本語が取り込まれているようです。
https://github.com/Spark-Concepts/xPro-V5/blob/main/Firmware/index.html.gz
古いバージョンからアップデート等以外ではあえて下記を実行し日本語訳のWEBUIを適用する必要はありません。
以下の手順で日本語化を適用できます.
-
日本語のファイルをダウンロードする
ESP3D-WEBUI/languages/ja at 2.1 · luc-github/ESP3D-WEBUI · GitHub
index.html.gzを開きDownloadボタンを押せばオッケーです. -
CNC xPRO v5にWiFi接続する
-
1でダウンロードしたindex.html.gzをアップロードする
-
右上のメニューを開きPreferencesより言語を日本語を選び保存する
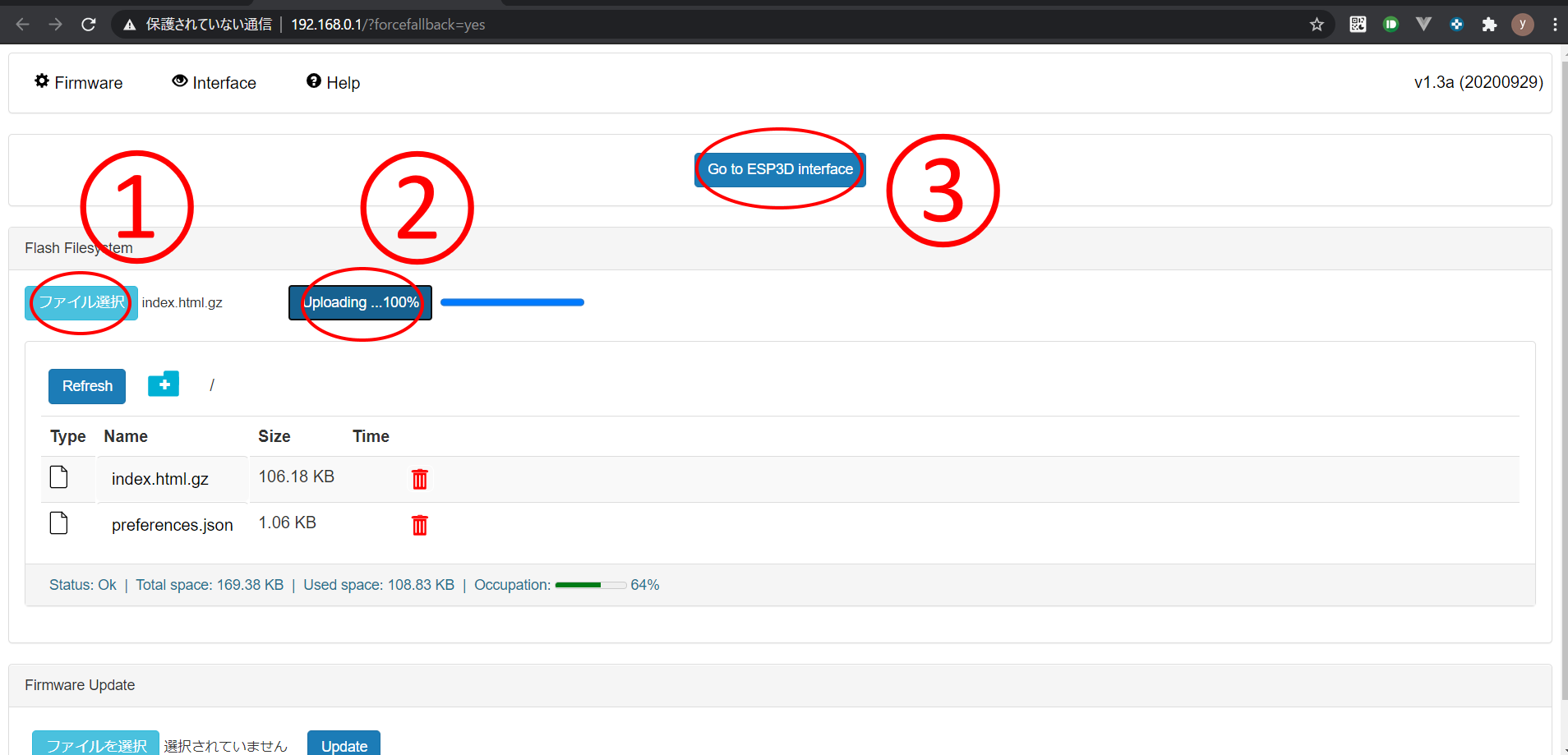
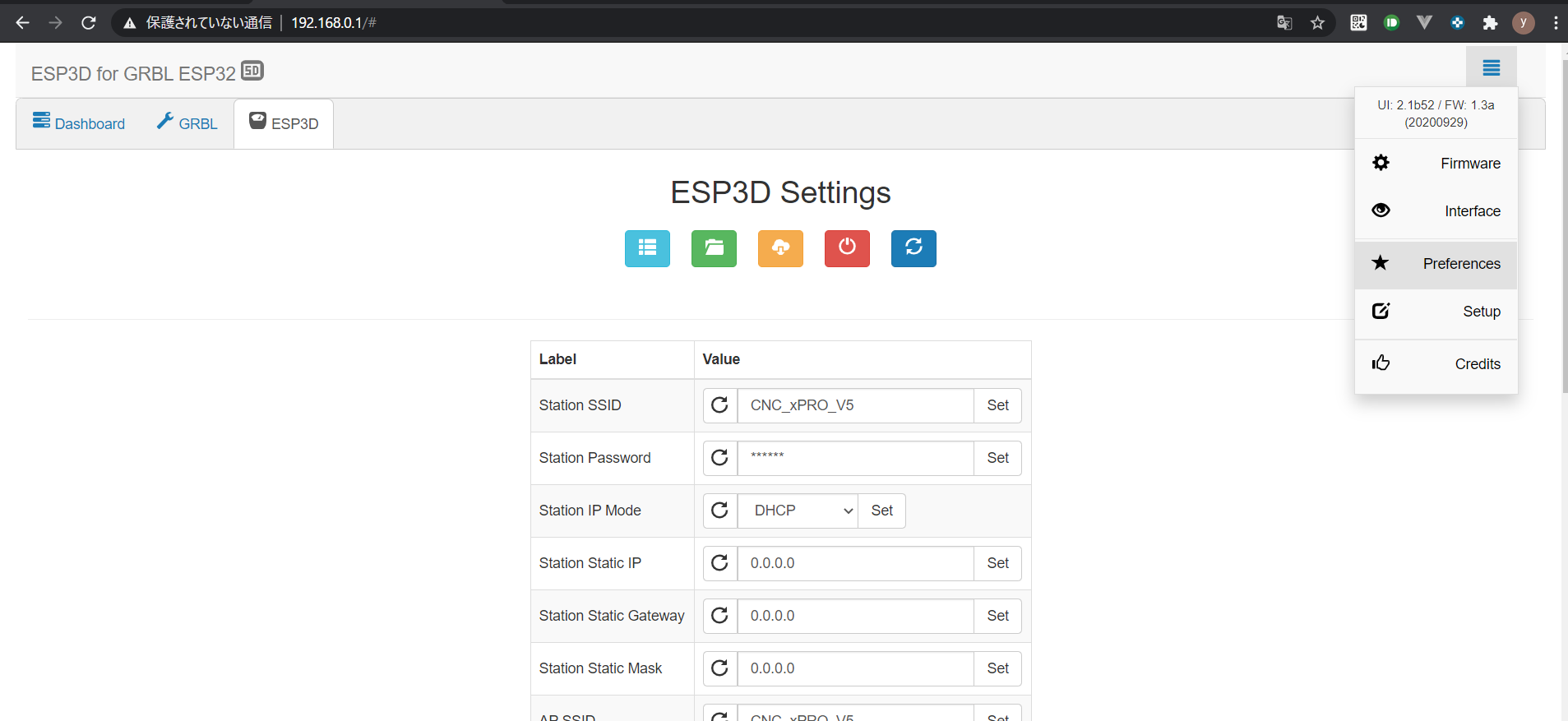

あるいは3,4の手順はWEBUIのESP32タブからアップロードしても同じように更新できます.
アップロードをした後はブラウザの更新ボタンを押すなどして再度ページを読み込んでください。

元のWEBUIに戻したい場合はSparkConcceptsがもともとのファイルを公開しているので同様の手順でアップロードすればオッケーです.(CNCxPROv5_XYYZ_NO.bin)
参考:
「A/Y2」を「Y」のクローン?に設定する方法が分かりません。かなり調べたのですが、、、ここ見ろというところがございましたらお教えください。宜しくお願いいたします。
こんにちは.
CNC xPRO v5のデフォルトの設定ではA/YはY2(Yのクローン)になっていると思います.
コンソールにて起動時に[MSG:Using machine:CNC_xPRO_V5_XYYZ]のメッセージが出ていればY2として設定されていると思います.
またAとY2の切替方法ですが,grblの設定にはないですし,ユーザー設定($S)にもそれらしいものは見当たらないです.
CNC xPRO v5ファームウェアのベースとなっているGrbl_ESP32では機械の構造(ピンアサイン)等を記述してからビルドしてるので,Y2ではなくAを有効にするにはその設定を書き換えなければいけないかもしれません.
もしそうならば,CNC xPRO v5ファームウェアのソースコードはSparkConceptsが管理しており,まだ公開されてないのでこちらからは何もできないです.
気になるのでSparkConceptsに問い合わせてみます.
有難うございます!
SparkConceptsに問い合わせてみました.
XYZAの4軸版のファームウェアは近日中にGithubにアップロード予定であるとのことです.(このことからユーザー側では現時点ではXYYZとXYZAを自由に変更はできません.デフォルトではXYYZとなるかと思います)
またファームウェアのソースコードの公開については安全性を保つためにどのように公開するかを検討中とのことでした.
このことから,もし「A/Y2」を「A」にしたい場合はSparkConceptsから4軸版ファームウェアがアップロードされるまでお待ちください.
また,「A/Y2」を「Y」にしたい場合はデフォルトで有効となっていると思いますので確認してみてください.
有難うございます!状況が把握できました。
こんにちは
画像を見る限り、ポートが指定されていないため接続ができていません。
ポート一覧が出ない場合、Windowsがデバイスを認識できてない可能性があります。
試してみることとして以下が挙げられます。
- ドライバを入れる
- USBケーブルを変える
- WiFiで繋いでみてCNCxPROそのものが動作しているか確認
また以下を参考にしてみてください。
「いいね!」 1