Gym
2019 年 1 月 22 日午後 3:26
1
CAM(Fusion360など)で作成したGコード(.ncデータ)をCNCに送るソフトウェア、GRBL Controller の使い方
2019/08/30追記 Gコードを送るソフトは他にもいくつかあります。最近はCNCjsというソフトが多機能で画面も見やすいのでオススメです
【GRBL Controllerの特徴】
Windows、MAC共に利用できる
GRBLのパラメータの設定ができる
NCデータのプレビューが見れる
ボタンが少なく分かりやすい(機能が絞られている)
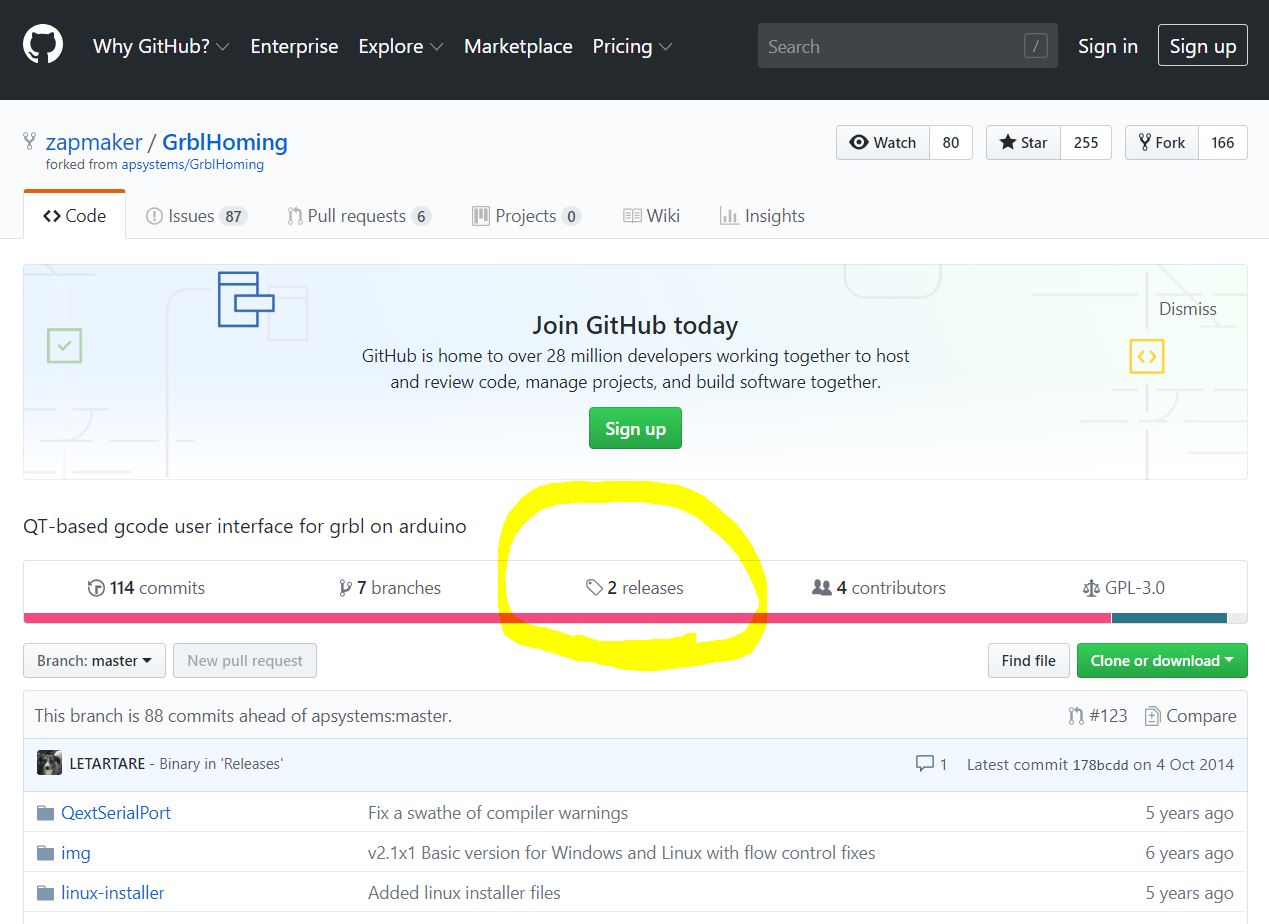
【ダウンロード】 公式ホームページ にダウンロードボタンがありますがリンクが切れています。
QT-based gcode user interface for grbl on arduino
releaseというところに各OSのインストーラーが用意されています。上から順にMAC,Win,LinuxLinuxです。
【ドライバのインストール】
Macの場合は対応しているOSバージョンを確認してください。
こちらのVCP Drivers というものをインストールすると認識するようになりました。
接続(物理)
接続(ソフトウェア)
Port name がパソコンのどこにUSBが刺さっているかという設定なので、該当するCOMを選択します。
Baud rate は115200に設定します。(古いGRBLを使う場合はBaud rateを下げないと繋がらないかもしれませんが、2018年時点で手に入る最新版は115200に対応しています。)
以上の2点(Port nameとBaud rate)の設定ができたら OPEN を押します。
Gym
2019 年 1 月 23 日午前 5:27
2
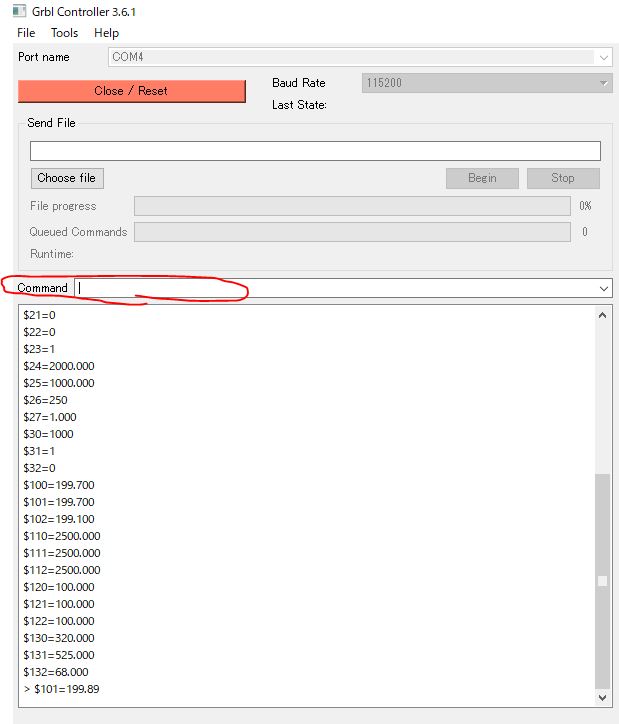
【パラメータの設定】
パラメータの変更はcommandに入力して行います。
【CNCマシンの操作】
制御ボードと接続した最初の状態ではロックがかかっており、XYのボタンを押しても動作しません。一度Zの軸を動かすとロックが外れてXYも動くようになります。
加工原点に軸を移動させたら、画面下部のZero positionボタンで加工原点の登録ができます。
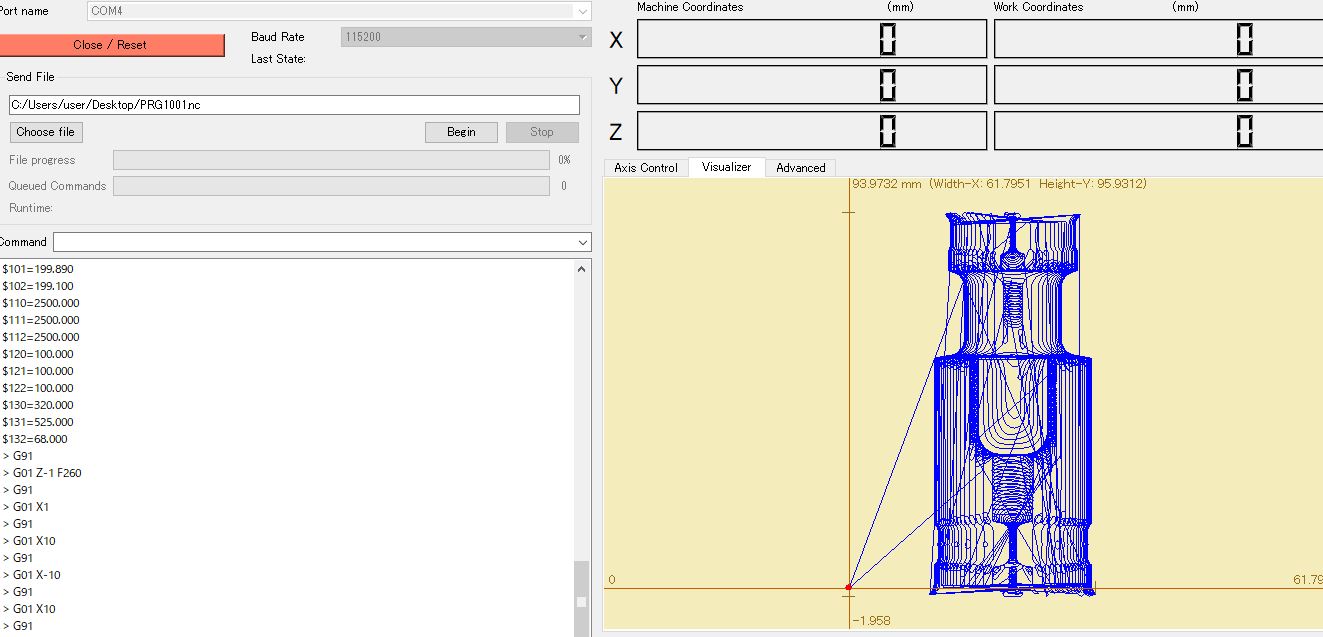
【NCデータの読み込みと実行】
Gym
2019 年 8 月 30 日午前 6:12
3
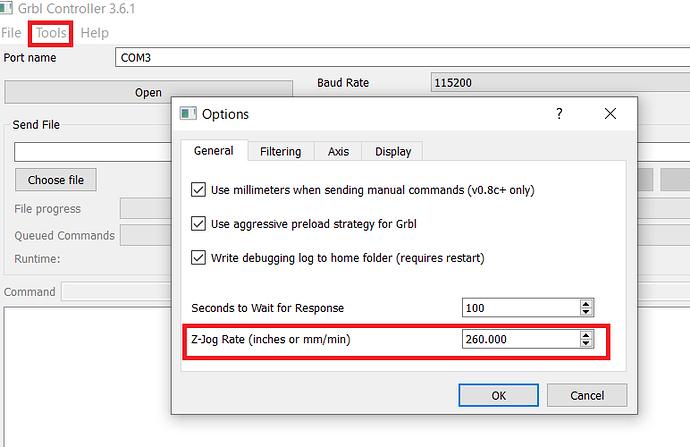
送り速度の変更
「いいね!」 1