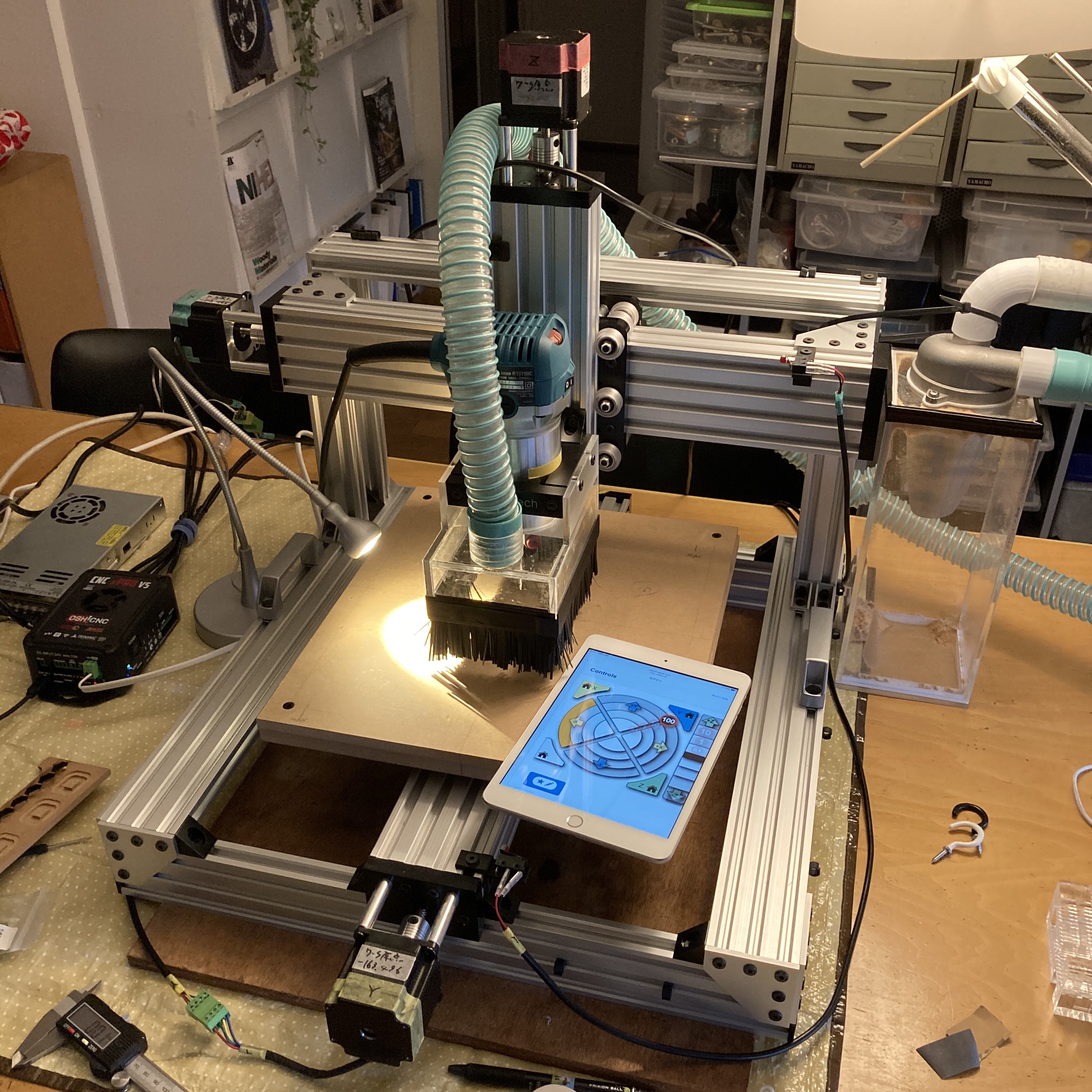
剛性版CNC組立キット(CNC xPRO V5)が組みあがり、操作に少し慣れてきましたので
組立完成画像にあわせてこれまでに感じたことなどを簡単にまとめておきます。
同じように初めて当機を組み立てる予定の方々へ何かの参考になれば幸いです。
■組み立て始め
届いた段ボールのサイズが想像より小さくて、コンパクトなパーツ梱包に少し驚きました。
万一継続的な使用が困難になった場合でも、解体し省スペースに保管できそうで安心しました。
■組み立て時
精密機械の組み立てはもちろんのこと、アルミフレーム材の取り扱いも初めてでしたが
各パーツが入った袋に部品名・個数が表記されたシールが貼ってあり迷わず組み立てられました。
いくつか不良・不足のパーツがあり、その都度メール問い合わせするという流れでしたが
速やかに対応してもらえましたので最後まで楽しく組み立てることができました。
■組み立て後調整
リミットスイッチ固定治具をいくつか試行錯誤しながら3Dプリント。
また過去の投稿を参考にナットブロックの窪みにスペーサーがズレ落ちないよう、シムも作って入れてみました。
ガントリープレートとナットブロックを固定するときの調整(締込加減)が今後の課題です。
■CNC xPRO V5設定
初めにUSB接続でCNCjsから反応がなかったので、WebUIからの操作でFirmware 1.3a2にアップデート
CNCjsからの接続動作確認後のデフォルトのパラメータは
$$
$0=4 (Step pulse time, microseconds)
$1=255 (Step idle delay, milliseconds)
$2=0 (Step pulse invert, mask)
$3=0 (Step direction invert, mask)
$4=0 (Invert step enable pin, boolean)
$5=1 (Invert limit pins, boolean)
$6=1 (Invert probe pin, boolean)
$10=1 (Status report options, mask)
$11=0.010 (Junction deviation, millimeters)
$12=0.002 (Arc tolerance, millimeters)
$13=0 (Report in inches, boolean)
$20=0 (Soft limits enable, boolean)
$21=0 (Hard limits enable, boolean)
$22=0 (Homing cycle enable, boolean)
$23=3 (Homing direction invert, mask)
$24=200.000 (Homing locate feed rate, mm/min)
$25=2000.000 (Homing search seek rate, mm/min)
$26=250.000 (Homing switch debounce delay, milliseconds)
$27=2.500 (Homing switch pull-off distance, millimeters)
$30=100.000 (Maximum spindle speed, RPM)
$31=0.000 (Minimum spindle speed, RPM)
$32=0 (Laser-mode enable, boolean)
$N1=
$N0=
$100=200.000 (X-axis travel resolution, step/mm)
$101=200.000 (Y-axis travel resolution, step/mm)
$102=200.000 (Z-axis travel resolution, step/mm)
$103=200.000
$104=100.000
$105=100.000
$110=2000.000 (X-axis maximum rate, mm/min)
$111=2000.000 (Y-axis maximum rate, mm/min)
$112=2000.000 (Z-axis maximum rate, mm/min)
$113=2000.000
$114=1000.000
$115=1000.000
$120=200.000 (X-axis acceleration, mm/sec^2)
$121=200.000 (Y-axis acceleration, mm/sec^2)
$122=200.000 (Z-axis acceleration, mm/sec^2)
$123=200.000
$124=200.000
$125=200.000
$130=300.000 (X-axis maximum travel, millimeters)
$131=300.000 (Y-axis maximum travel, millimeters)
$132=300.000 (Z-axis maximum travel, millimeters)
$133=300.000
$134=300.000
$135=300.000
からの変更は以下のとうり
$3=5 (CNCjs上でx軸z軸のプラス想定方向がそれぞれ逆だったため反転設定)
$22=1(ホーミング・オン)
からの追加設定
$23=0(X軸Y軸のホーミング方向がそれぞれ逆だったため反転設定)
ソフトウェアリミットはいろいろと謎誤動作が多かったので今のところ切って($20=0)います。
また現在疑問に思っている初期設定は以下の点で
$0=4(過去投稿からのデフォルトのパラメータでは$0=5)
$5=1(過去投稿からのデフォルトのパラメータでは$5=0)
もし変更したほうが良い場合は何かアドバイスいただけると助かります。
参考:
■切削時
テスト切削で大変な粉塵が出たため急遽集塵ブラシ(dust shoe)を作成。
取り急ぎ3DプリントしたH型柱にそのサポート端材を割いてブラシの代わりにしましたが
とりあえず機能しているようで掃除の手間が無くなりました。
(また今回用に自作した箱型のサイクロン集塵機もかなり小さいですがうまく機能しています。)
■切削後
WebUIはiPadなどを手元コントローラーにできるのでとても便利。
Z原点だし時にエンドミル先とPC画面を見比べる首の負担を減らせるので助かっています。
また何度組み直ししてもテーブル面が左右高さが(1mm程度)違ったので、
面だしする前に取り合えずY軸ガントリープレートとMDFの間にスペーサーを挟んで調整。
今後はアルミ薄板の加工を目標にさらに理解を深めていくつもりですので
皆様宜しくお願いします。