ようやくすべての部材もそろい、無事に切削もできました。
幾度となく、データを改良しやっとこさ投稿にいたりました。
切削材はEVAスポンジ
最初の切削は、集塵機がなかったので、粉だらけ。掃除が大変でした。
集塵システム?をそろえて、無事に作業完了。
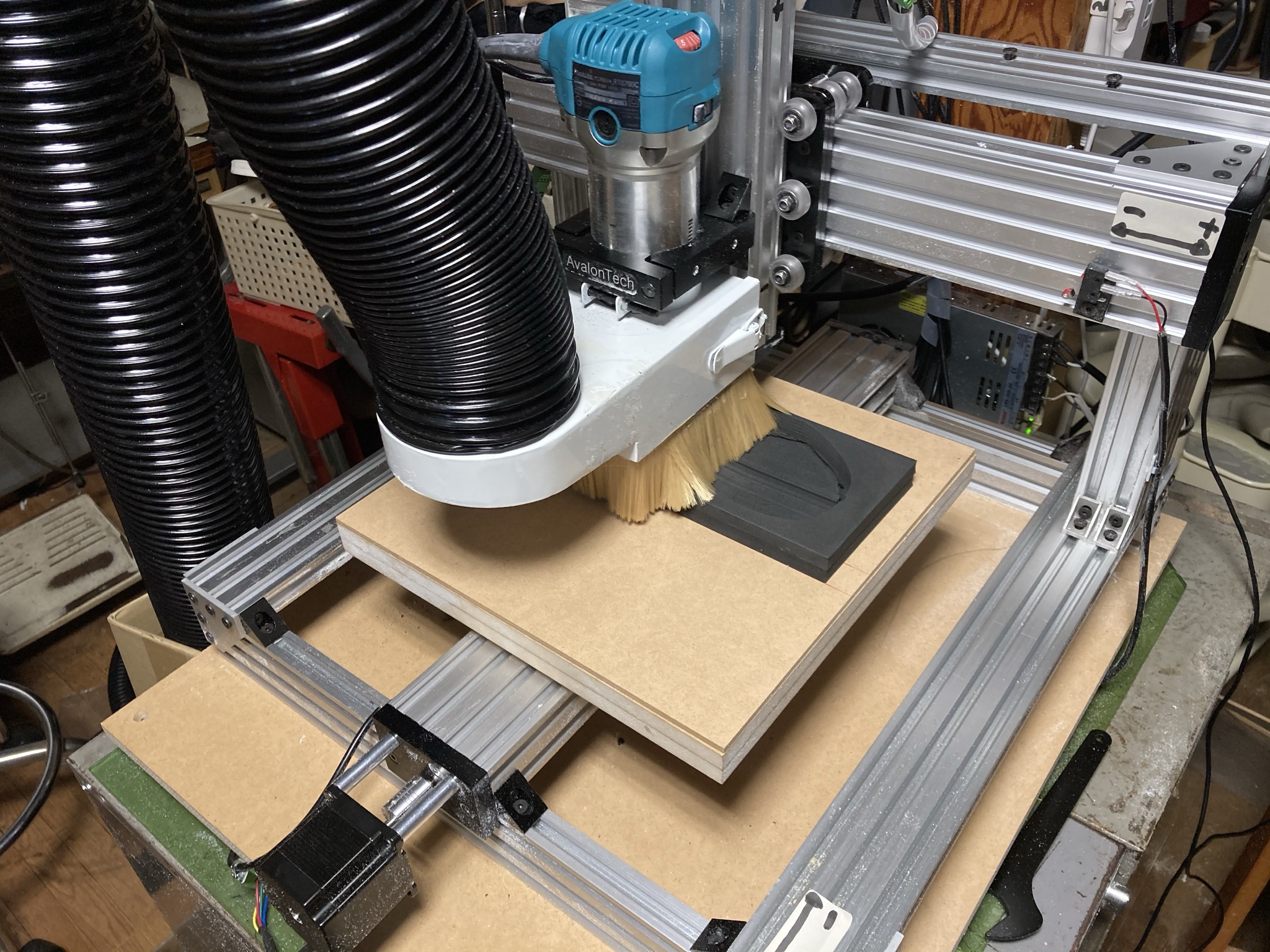
少しレコードラインが入るので、刃をいろいろと変えてみます
ようやくすべての部材もそろい、無事に切削もできました。
幾度となく、データを改良しやっとこさ投稿にいたりました。
切削材はEVAスポンジ
最初の切削は、集塵機がなかったので、粉だらけ。掃除が大変でした。
集塵システム?をそろえて、無事に作業完了。
少しレコードラインが入るので、刃をいろいろと変えてみます
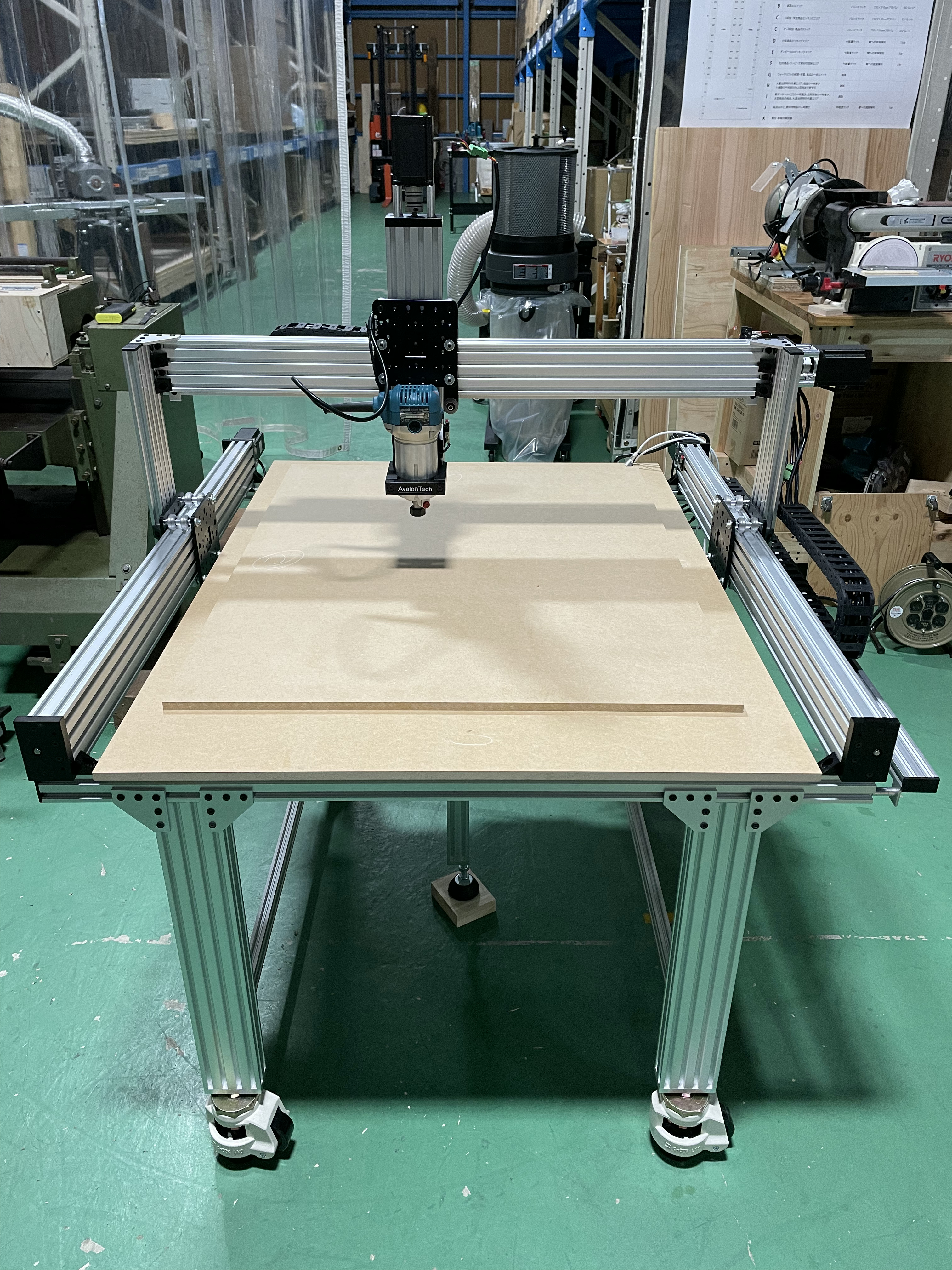
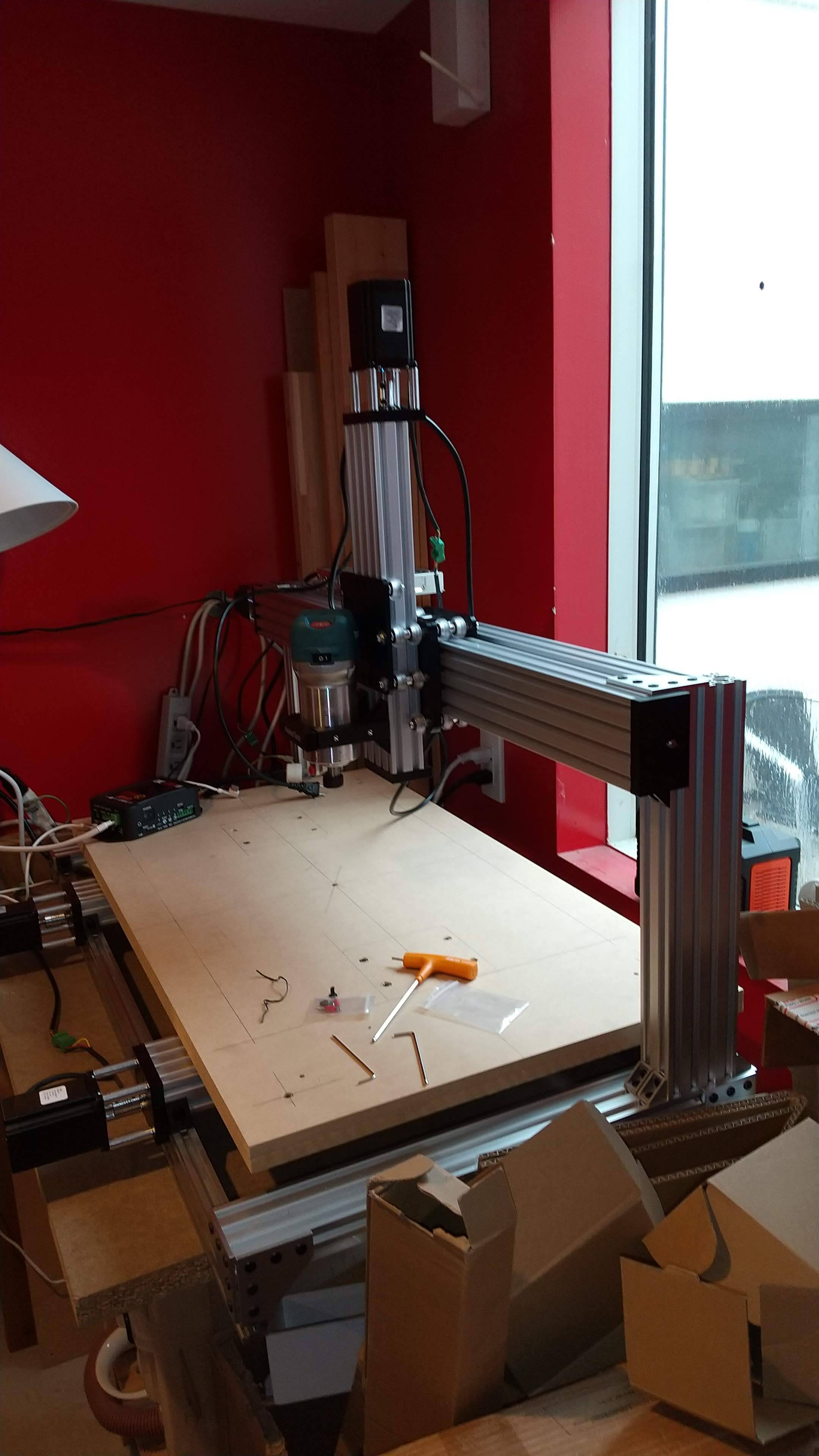
剛性版CNC組立キット(CNC xPRO V5)が組みあがり、操作に少し慣れてきましたので
組立完成画像にあわせてこれまでに感じたことなどを簡単にまとめておきます。
同じように初めて当機を組み立てる予定の方々へ何かの参考になれば幸いです。
■組み立て始め
届いた段ボールのサイズが想像より小さくて、コンパクトなパーツ梱包に少し驚きました。
万一継続的な使用が困難になった場合でも、解体し省スペースに保管できそうで安心しました。
■組み立て時
精密機械の組み立てはもちろんのこと、アルミフレーム材の取り扱いも初めてでしたが
各パーツが入った袋に部品名・個数が表記されたシールが貼ってあり迷わず組み立てられました。
いくつか不良・不足のパーツがあり、その都度メール問い合わせするという流れでしたが
速やかに対応してもらえましたので最後まで楽しく組み立てることができました。
■組み立て後調整
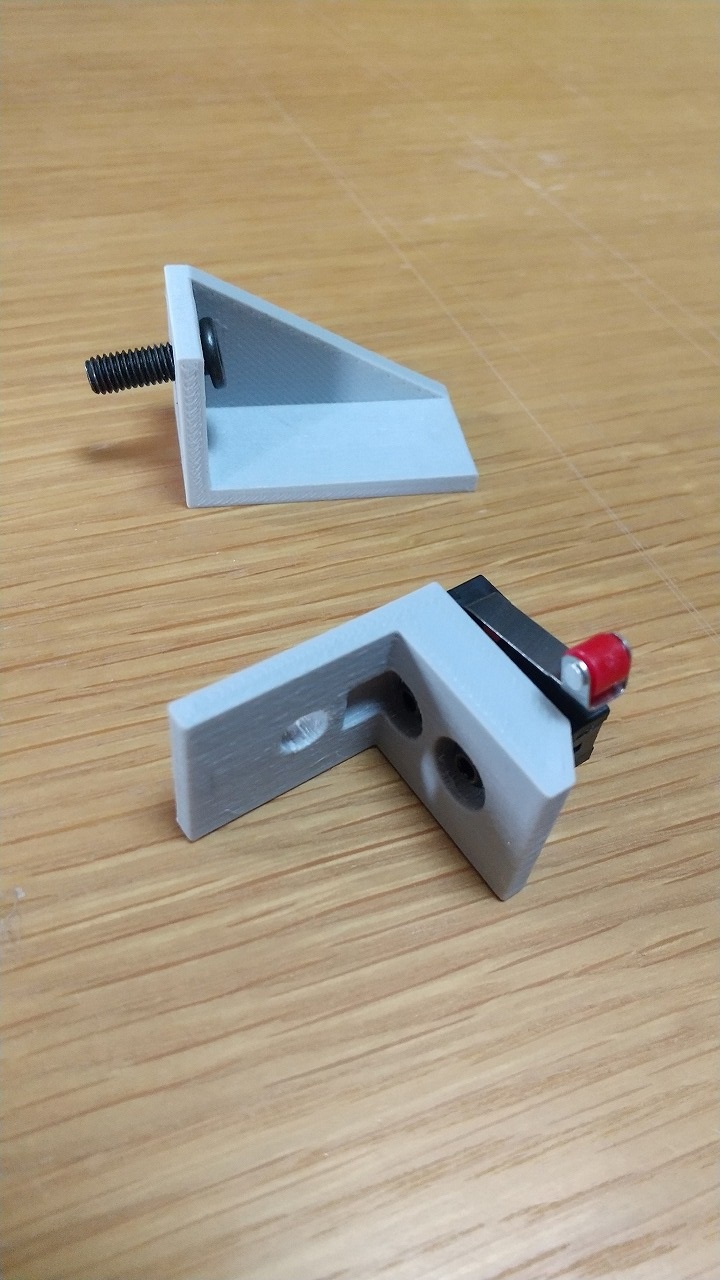
リミットスイッチ固定治具をいくつか試行錯誤しながら3Dプリント。
また過去の投稿を参考にナットブロックの窪みにスペーサーがズレ落ちないよう、シムも作って入れてみました。
ガントリープレートとナットブロックを固定するときの調整(締込加減)が今後の課題です。
■CNC xPRO V5設定
初めにUSB接続でCNCjsから反応がなかったので、WebUIからの操作でFirmware 1.3a2にアップデート
CNCjsからの接続動作確認後のデフォルトのパラメータは
$$
$0=4 (Step pulse time, microseconds)
$1=255 (Step idle delay, milliseconds)
$2=0 (Step pulse invert, mask)
$3=0 (Step direction invert, mask)
$4=0 (Invert step enable pin, boolean)
$5=1 (Invert limit pins, boolean)
$6=1 (Invert probe pin, boolean)
$10=1 (Status report options, mask)
$11=0.010 (Junction deviation, millimeters)
$12=0.002 (Arc tolerance, millimeters)
$13=0 (Report in inches, boolean)
$20=0 (Soft limits enable, boolean)
$21=0 (Hard limits enable, boolean)
$22=0 (Homing cycle enable, boolean)
$23=3 (Homing direction invert, mask)
$24=200.000 (Homing locate feed rate, mm/min)
$25=2000.000 (Homing search seek rate, mm/min)
$26=250.000 (Homing switch debounce delay, milliseconds)
$27=2.500 (Homing switch pull-off distance, millimeters)
$30=100.000 (Maximum spindle speed, RPM)
$31=0.000 (Minimum spindle speed, RPM)
$32=0 (Laser-mode enable, boolean)
$N1=
$N0=
$100=200.000 (X-axis travel resolution, step/mm)
$101=200.000 (Y-axis travel resolution, step/mm)
$102=200.000 (Z-axis travel resolution, step/mm)
$103=200.000
$104=100.000
$105=100.000
$110=2000.000 (X-axis maximum rate, mm/min)
$111=2000.000 (Y-axis maximum rate, mm/min)
$112=2000.000 (Z-axis maximum rate, mm/min)
$113=2000.000
$114=1000.000
$115=1000.000
$120=200.000 (X-axis acceleration, mm/sec^2)
$121=200.000 (Y-axis acceleration, mm/sec^2)
$122=200.000 (Z-axis acceleration, mm/sec^2)
$123=200.000
$124=200.000
$125=200.000
$130=300.000 (X-axis maximum travel, millimeters)
$131=300.000 (Y-axis maximum travel, millimeters)
$132=300.000 (Z-axis maximum travel, millimeters)
$133=300.000
$134=300.000
$135=300.000
からの変更は以下のとうり
$3=5 (CNCjs上でx軸z軸のプラス想定方向がそれぞれ逆だったため反転設定)
$22=1(ホーミング・オン)
からの追加設定
$23=0(X軸Y軸のホーミング方向がそれぞれ逆だったため反転設定)
ソフトウェアリミットはいろいろと謎誤動作が多かったので今のところ切って($20=0)います。
また現在疑問に思っている初期設定は以下の点で
$0=4(過去投稿からのデフォルトのパラメータでは$0=5)
$5=1(過去投稿からのデフォルトのパラメータでは$5=0)
もし変更したほうが良い場合は何かアドバイスいただけると助かります。
参考:
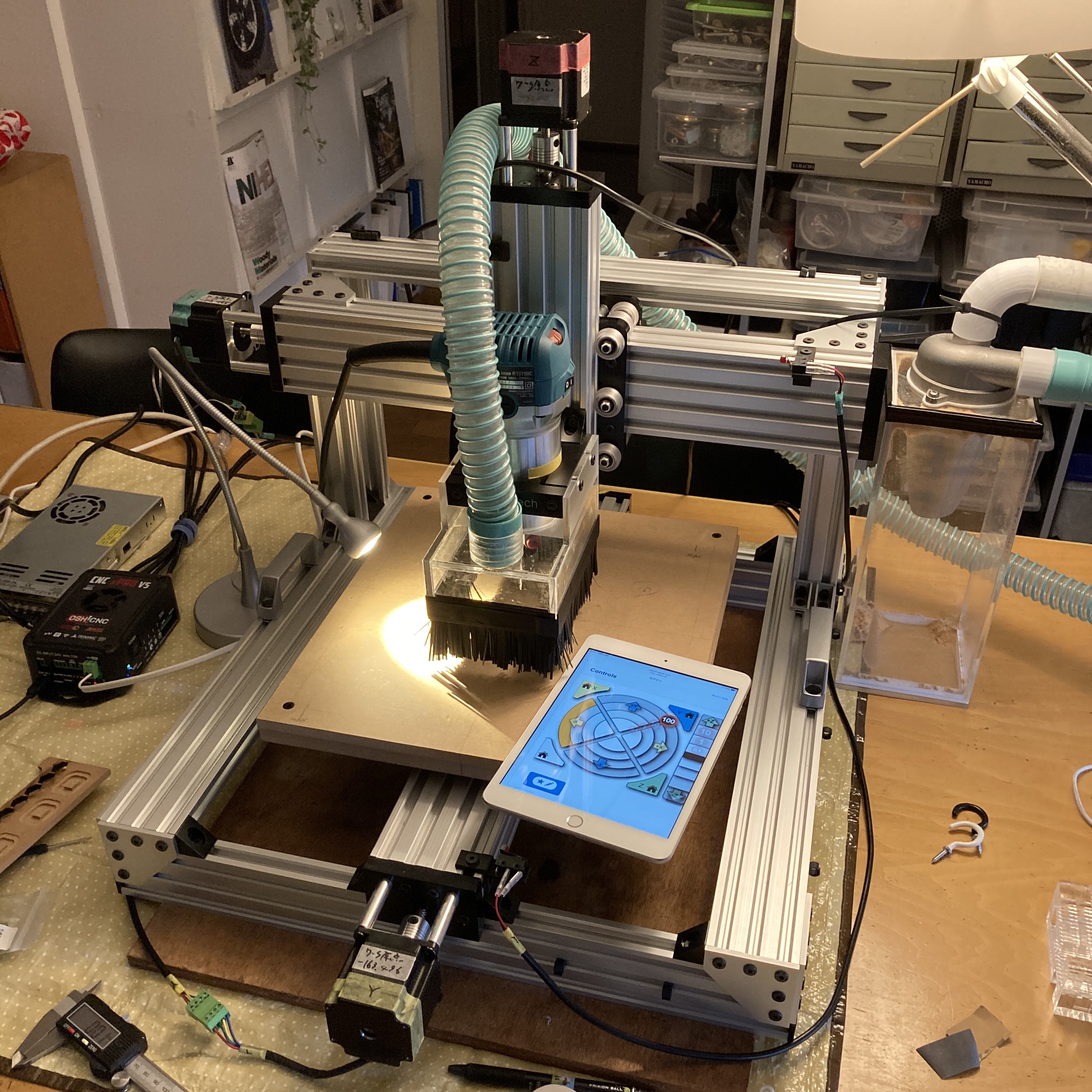
■切削時
テスト切削で大変な粉塵が出たため急遽集塵ブラシ(dust shoe)を作成。
取り急ぎ3DプリントしたH型柱にそのサポート端材を割いてブラシの代わりにしましたが
とりあえず機能しているようで掃除の手間が無くなりました。
(また今回用に自作した箱型のサイクロン集塵機もかなり小さいですがうまく機能しています。)
■切削後
WebUIはiPadなどを手元コントローラーにできるのでとても便利。
Z原点だし時にエンドミル先とPC画面を見比べる首の負担を減らせるので助かっています。
また何度組み直ししてもテーブル面が左右高さが(1mm程度)違ったので、
面だしする前に取り合えずY軸ガントリープレートとMDFの間にスペーサーを挟んで調整。
今後はアルミ薄板の加工を目標にさらに理解を深めていくつもりですので
皆様宜しくお願いします。
これまで中華CNCを2台使ってきて
ART CNCに乗り換えました。
中華CNCは2台とも動作が不安定で
結局どちらも故障してしまいましたが、
それに比べてART CNC は今のところ
ずいぶん安定しているように思います。
壊れている中華CNCは、中の制御基板をCNCxPROと交換してみたいと考えています。
木でブローチを作ってみました。
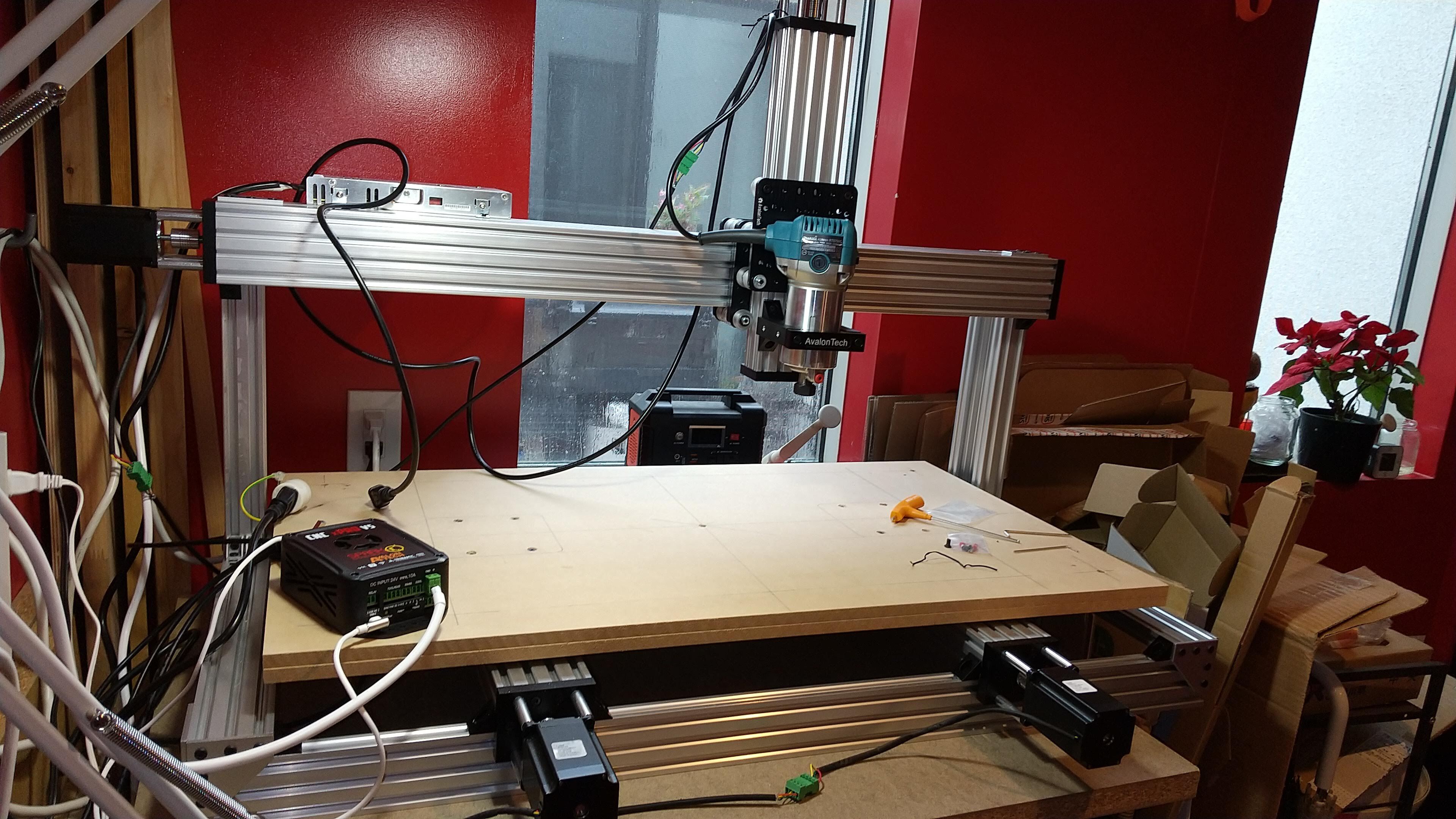
Art CNC を購入して組み立てました。
腰が少し悪いので、少し高さが欲しくて、穴無しコンクリートブロック5個の上にのせて少し高さを上げました。
集塵機が無く掃除機で切りくずを吸い取っているので、まずは集塵システムからですね。
Z軸の前後(Y方向)のがたつきが気になりますので、調整も少し見直しが必要かもしれません。
他のトピックにも投稿しましたが、Zプローブの極性がなぜか逆になっているのが少し気になりますがひとまず、切削可能な状態になりましたので投稿させていただきます。
こんばんは、皮革製品の焼印や刻印を自作できればと思いCNCを導入しました。
購入してから時間たっちゃいましたがようやくデータ作って真鍮を削るという流れみたいなのができました。(データはVcarve使いました)
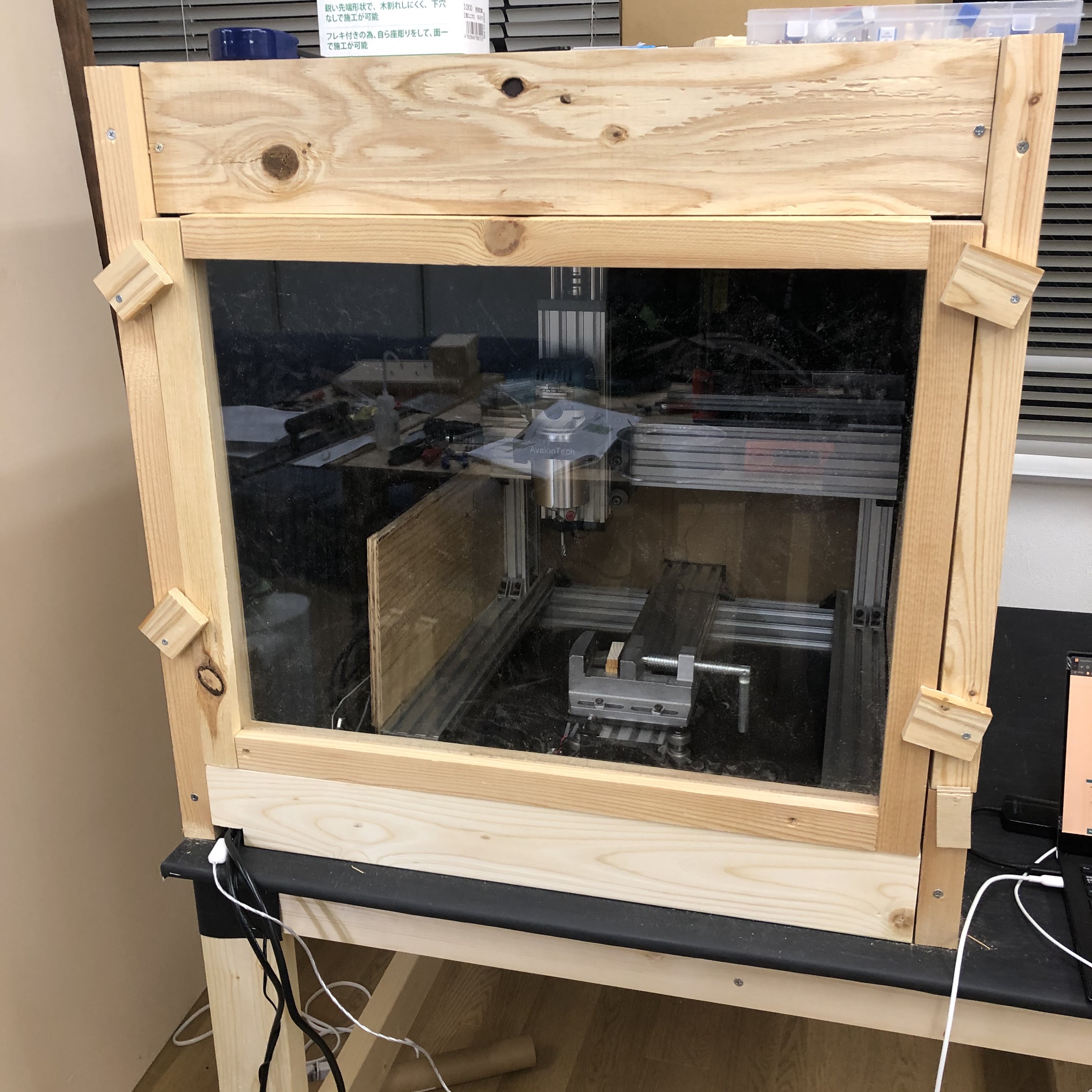
とりあえず音がうるさかったので適当な板で750mmぐらいの箱作って内側にダイケン遮音シート貼ってさらに吸音材(普通のスポンジ?)も貼り付けて前面はアクリル板と木枠をはめこんで封印しました。騒音計持ってないので体感ですが騒音は半分以下になったと思います。
少々ビビりながら慎重な加工条件にしてたのですが、何度かZ位置などを計算ミスして想定の5~10倍ぐらいの負荷をかけちゃったのですが、それでもゴリゴリゴリゴリってちょっと怖い感じの音がしただけで変な歪みとか停止とかせずに普通に削れていました!
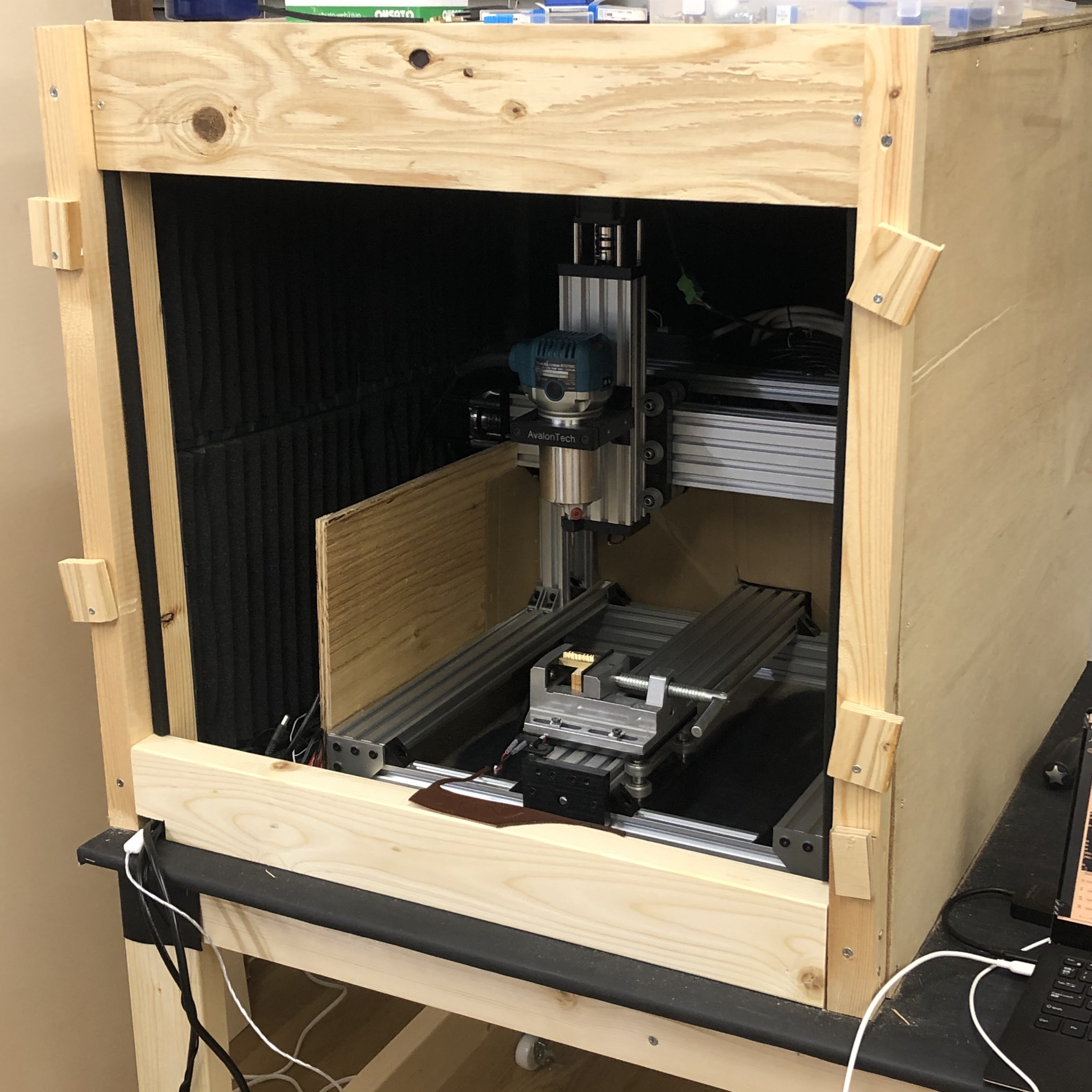
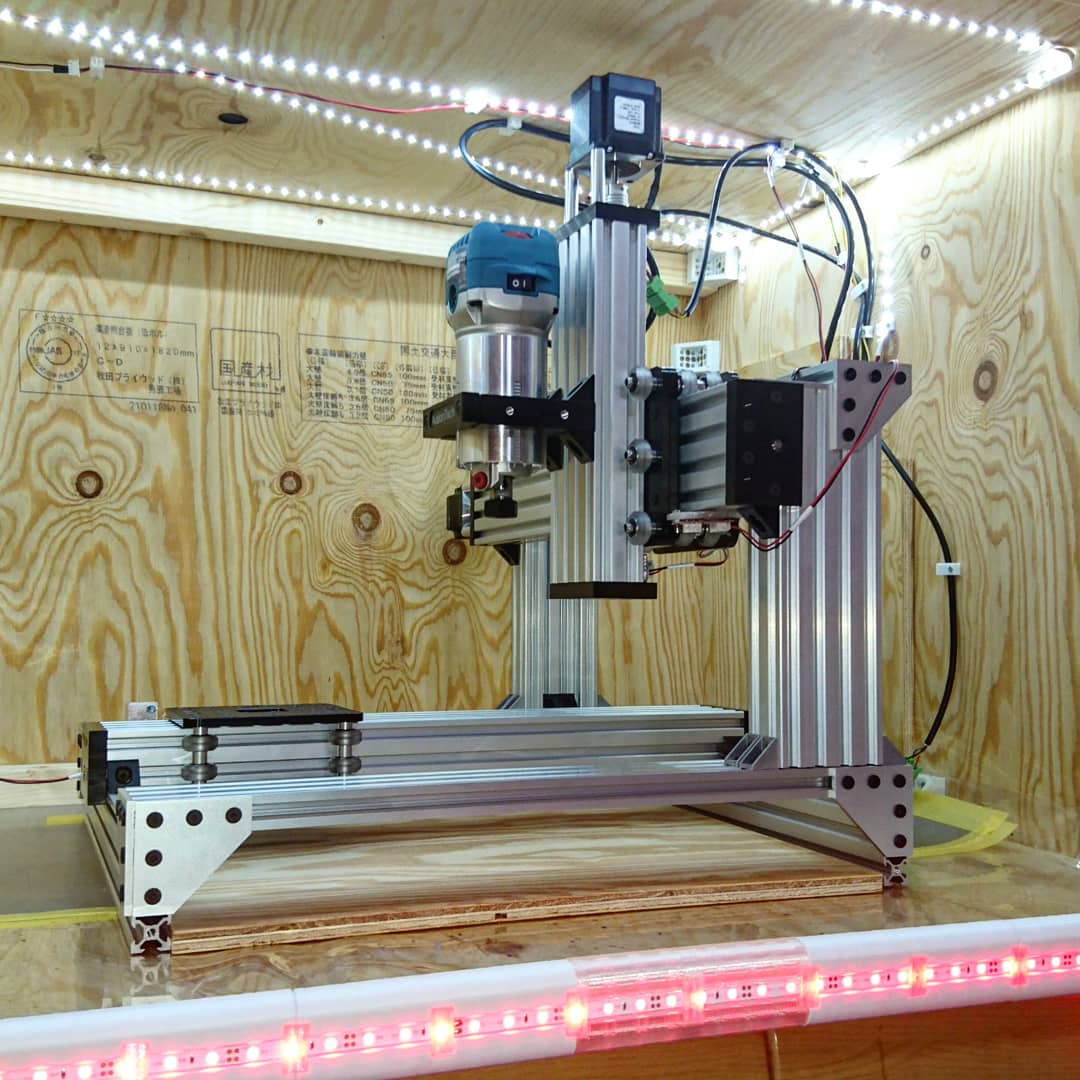
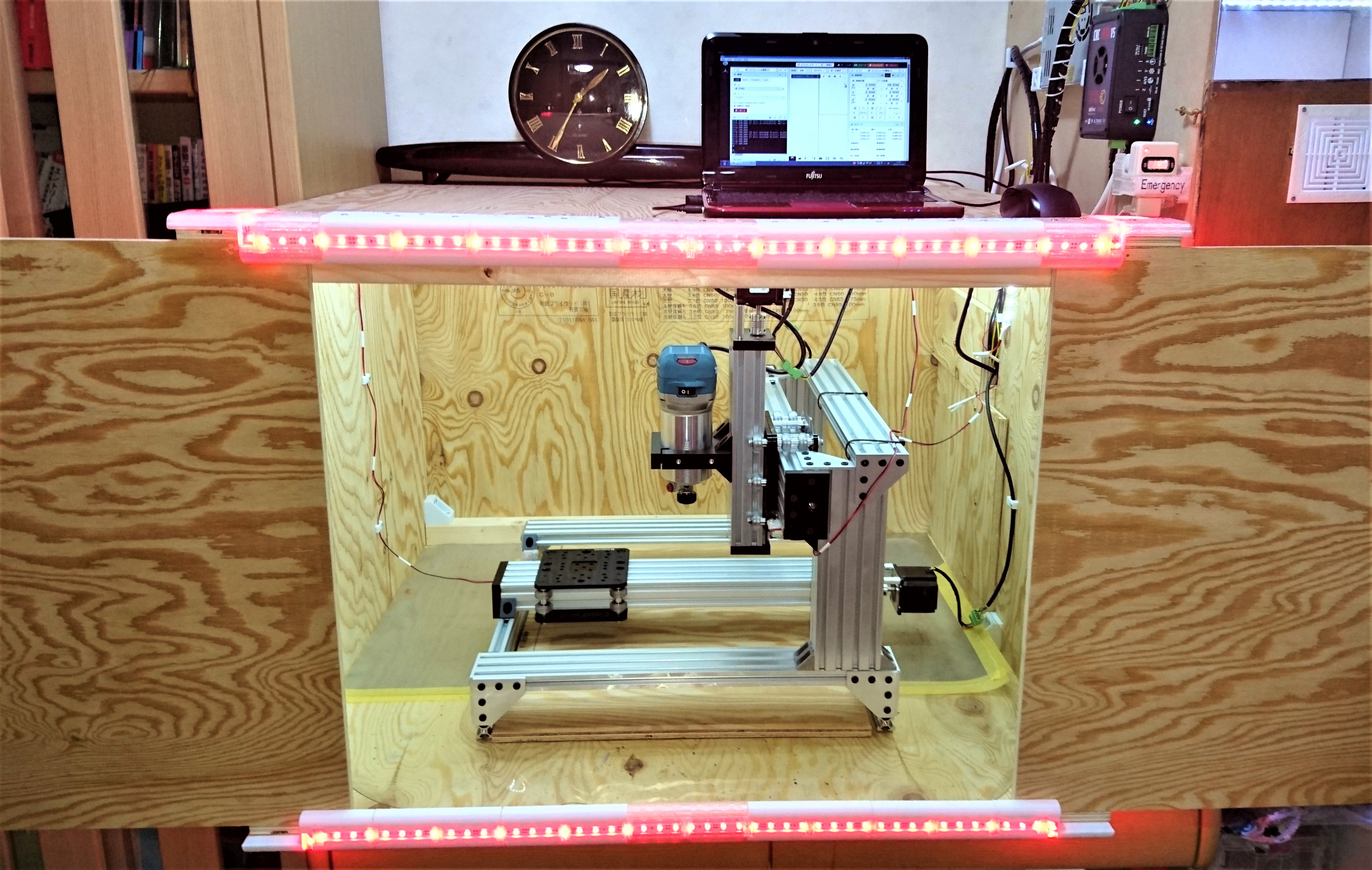
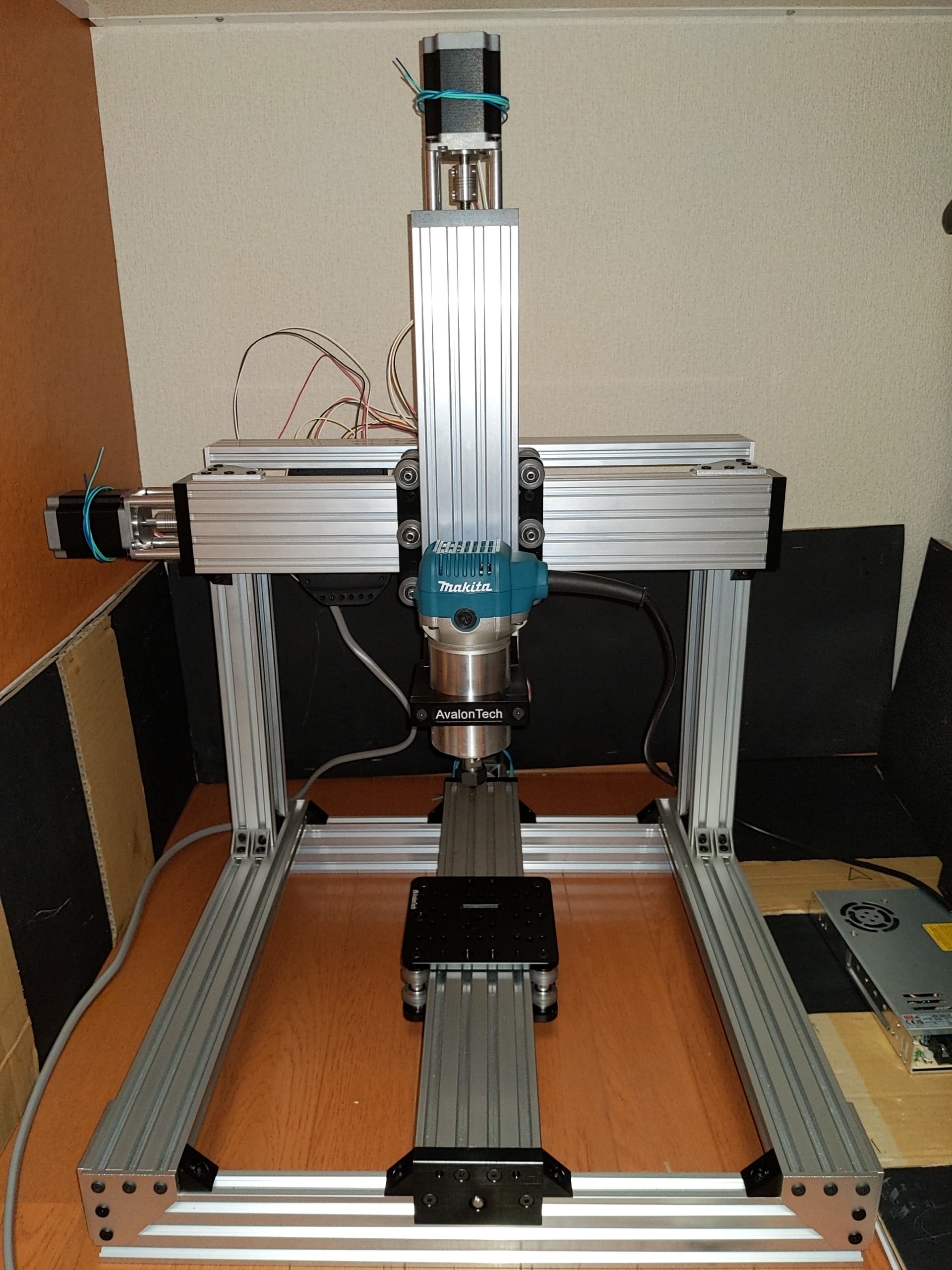
「C-Beam Machine 組立キット 高剛性3軸卓上CNC」を購入しました!
組立動画やこの情報共有コミュニティに助けてもらいながら、なんとか完成させることができました。
(購入者は完全な素人です)
また、防塵ケースも作成しました。(組立関連時間のほとんどがコレ)
リミットスイッチも追加し、無事ホーミングも成功させることができました。
しかし、1点ほど問題が起きておりまして、全てのステップモーターが正常に動作しているにもかかわらず、Y軸モーターの警告灯が点いてしまっています。
パソコン内、コンソールではエラーメッセージは出ておらず、正常扱いです。
なぜかはわかりませんが、Z軸モーターの配線をV5から取り外しますと、警告灯が消えます。
どなたか賢い方、助けていただけないでしょうか?
このまま放置でも問題ないのでしょうか?
こんにちは
防塵ケースいい感じですね!
まずモーターの配線、接続部を確認・接続し直しをしてみてください。
またCNC xPROの起動時(CNCjsでコンソールを開いたとき)にコンソールに起動時のログが出力されています。
そこにヒントがあるかもしれません。
CNC xPRO v5は残念ながら回路図・ファームウェアのソースコードがまだSparkConceptsより公開されていないため、どのような条件で警告灯がつくのかわからないです。なので、解決しない場合はSparkConceptsに問い合わせになるかもしれません。
ちなみに、一つ前のバージョンであるCNC xPRO v4は過電流保護、サーマルシャットダウンで赤ledが光っていたようです。
迅速な返信をありがとうございます。
とても頼りになります。
早速モーターの配線をやり直してみたのですが、解決に至りませんでした…
v5に、Y軸モーターの4本の配線すべてを抜き取り、Z軸モーター4本の配線のみを接続した場合、なぜかY軸の警告が光りました。
v5にZ軸モーターの配線をつないだ場合、他のXY軸モーターの配線接続の有無に関係なく、警告灯が点くようです。
配線以外の警告を意味しているのかもしれません?
素人の発想ですと、配線がうまくできていない場合、モーターが振動のような動作をするイメージがあるのですが、そうはならないパターンがあるのかもしれません。
パソコンは
Win7 starter 32bit
Intel Atom N475 たぶん初代
メモリ1GB
とても古くて低スペックなパソコンになります。
起動時のログは、以下の記述がされました。
参考になれば幸いです。
CNCjs 1.9.22 [Grbl]
COM3 にボーレート 115200 で接続中
[MSG:Grbl_ESP32 Ver 1.3a Date 20201022]
[MSG:Compiled with ESP32 SDK:v3.2.3-14-gd3e562907]
[MSG:Using machine:CNC_xPRO_V5_XYYZ]
[MSG:Axis count 3]
[MSG:RMT Steps]
[MSG:Init Motors]
[MSG:TMCStepper Library Ver. 0x000701]
[MSG:X Axis Trinamic TMC5160 Step:GPIO(12) Dir:GPIO(14) CS:GPIO(17) Disable:None Index:1 Limits(0.000,184.500)]
[MSG:X Axis Trinamic driver test passed]
[MSG:Y Axis Trinamic TMC5160 Step:GPIO(27) Dir:GPIO(26) CS:GPIO(17) Disable:None Index:2 Limits(0.000,280.000)]
[MSG:Y Axis Trinamic driver test passed]
[MSG:Y2 Axis Trinamic TMC5160 Step:GPIO(33) Dir:GPIO(32) CS:GPIO(17) Disable:None Index:3 Limits(0.000,280.000)]
[MSG:Y2 Axis Trinamic driver test passed]
[MSG:Z Axis Trinamic TMC5160 Step:GPIO(15) Dir:GPIO(2) CS:GPIO(17) Disable:None Index:4 Limits(-58.000,0.000)]
[MSG:Z Axis Trinamic driver test passed]
[MSG:PWM spindle Output:GPIO(25), Enbl:GPIO(4), Dir:None, Freq:5000Hz, Res:13bits]
[MSG:Local access point CNC_xPRO_V5 started, 192.168.0.1]
[MSG:Captive Portal Started]
[MSG:HTTP Started]
[MSG:TELNET Started 23]
[MSG:Flood coolant on pin GPIO(21)]
[MSG:Mist coolant on pin GPIO(21)]
[MSG:X Axis limit switch on pin GPIO(35)]
[MSG:Y Axis limit switch on pin GPIO(34)]
[MSG:Z Axis limit switch on pin GPIO(39)]
[MSG:Probe on pin GPIO(22)]
Grbl 1.3a [‘$’ for help]
client> $$
[MSG:‘$H’|‘$X’ to unlock]
$0=4 (Step pulse time, microseconds)
$1=255 (Step idle delay, milliseconds)
$2=0 (Step pulse invert, mask)
$3=0 (Step direction invert, mask)
$4=0 (Invert step enable pin, boolean)
$5=1 (Invert limit pins, boolean)
$6=1 (Invert probe pin, boolean)
$10=1 (Status report options, mask)
$11=0.010 (Junction deviation, millimeters)
$12=0.002 (Arc tolerance, millimeters)
$13=0 (Report in inches, boolean)
$20=1 (Soft limits enable, boolean)
$21=0 (Hard limits enable, boolean)
$22=1 (Homing cycle enable, boolean)
$23=3 (Homing direction invert, mask)
$24=200.000 (Homing locate feed rate, mm/min)
$25=2000.000 (Homing search seek rate, mm/min)
$26=250.000 (Homing switch debounce delay, milliseconds)
$27=2.500 (Homing switch pull-off distance, millimeters)
$30=24000.000 (Maximum spindle speed, RPM)
$31=0.000 (Minimum spindle speed, RPM)
$32=0 (Laser-mode enable, boolean)
$N1=
$N0=
$100=200.000 (X-axis travel resolution, step/mm)
$101=200.000 (Y-axis travel resolution, step/mm)
$102=200.000 (Z-axis travel resolution, step/mm)
$103=200.000
$104=100.000
$105=100.000
$110=2500.000 (X-axis maximum rate, mm/min)
$111=2500.000 (Y-axis maximum rate, mm/min)
$112=2500.000 (Z-axis maximum rate, mm/min)
$113=1000.000
$114=1000.000
$115=1000.000
$120=100.000 (X-axis acceleration, mm/sec^2)
$121=100.000 (Y-axis acceleration, mm/sec^2)
$122=100.000 (Z-axis acceleration, mm/sec^2)
$123=200.000
$124=200.000
$125=200.000
$130=184.500 (X-axis maximum travel, millimeters)
$131=280.000 (Y-axis maximum travel, millimeters)
$132=58.000 (Z-axis maximum travel, millimeters)
$133=300.000
$134=300.000
$135=300.000
特に起動ログにはエラー等出ていないようなので,問題なさそうです.
モーター側と基板側の問題の切り分けとして以下を試してみてください.
またSparkConceptsにどのような条件で警告灯がつくのか問い合わせしましたので,しばらくすれば何が原因かがわかるかと思います.
SparkConceptsより回答があったのでお知らせします。
警告灯がつく条件は以下です。
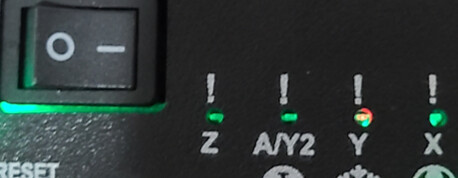
また以下の画像がZの警告灯がオンの状態です。
下記の画像はLEDはオンではなく、Zモーターから生じた微小な起電力により光っている例です。
ちなみにこのLEDは発生している問題を見やすく表示しているだけであり、この結果をフィードバックして制御するわけではありません。
とのことなので、 Sirouto279さんの場合はこのまま使っても問題ないと思います。
nyaru様、起動ログの確認とSparkConceptsへの対応、ありがとうございました。
写真を見る限りですと、CNC xPRO v5で不具合が感知されて警告灯が点灯する場合、電源ランプと同じぐらいの輝度でピカッと光るみたいですね。
このまま使って問題がないことが判明し、とても安心しました。(暴走すると大変なことになるので笑)
念のため、明日、
もテストしてみようかと思います。
テストしてみたところ、
CNC xPRO v5のZ軸ポートにY軸やX軸のモーターを挿しても同じか
→同じ
Z軸モーターをCNC xPRO v5のX,Y軸ポートに挿しても同じか
→同じでない、微小起電力による点灯なし
となりました。
確実に、
「Zモーターポート周辺から生じた微小起電力により、Y軸モーターの警告灯が弱く点灯していた」
ことが断定できました。
nyaru様、丁寧なサポートをありがとうございました。
Art CNC Largeを購入させていただき組み立て動作確認終わりました。
部材がそろっていますので組み立てやすいですし、コミュニティの記事も色々と参考にさせていただき非常に助かりました。
組み立て時間は夜だけの作業3週間程度でした。
3DプリンタでZ軸のリミットスイッチ固定具などを作りましたのでこちらに置いておきます
はじめまして。
artCNCを購入して、ホーミングまでの設定が完了したのでこちらでご報告します。
組み立て時間は公式ドキュメントにある所要時間の約4倍程度かかりました。
Vホイールにベアリングをきつく入れすぎてスムーズに回転しないときはどうやって戻そうかと焦りましたが、プラスチックハンマーでタイヤ部をコツコツ叩いていたら戻ったので安堵しました。
機械系の組み立ては初めてですが、ドキュメントがわかりやすかったので多少手戻りすることはあっても、わからなくて進めないということはありませんでした。
また使い始めてからわからなくなるときがあると思いますので、皆さんどうぞよろしくお願いします。
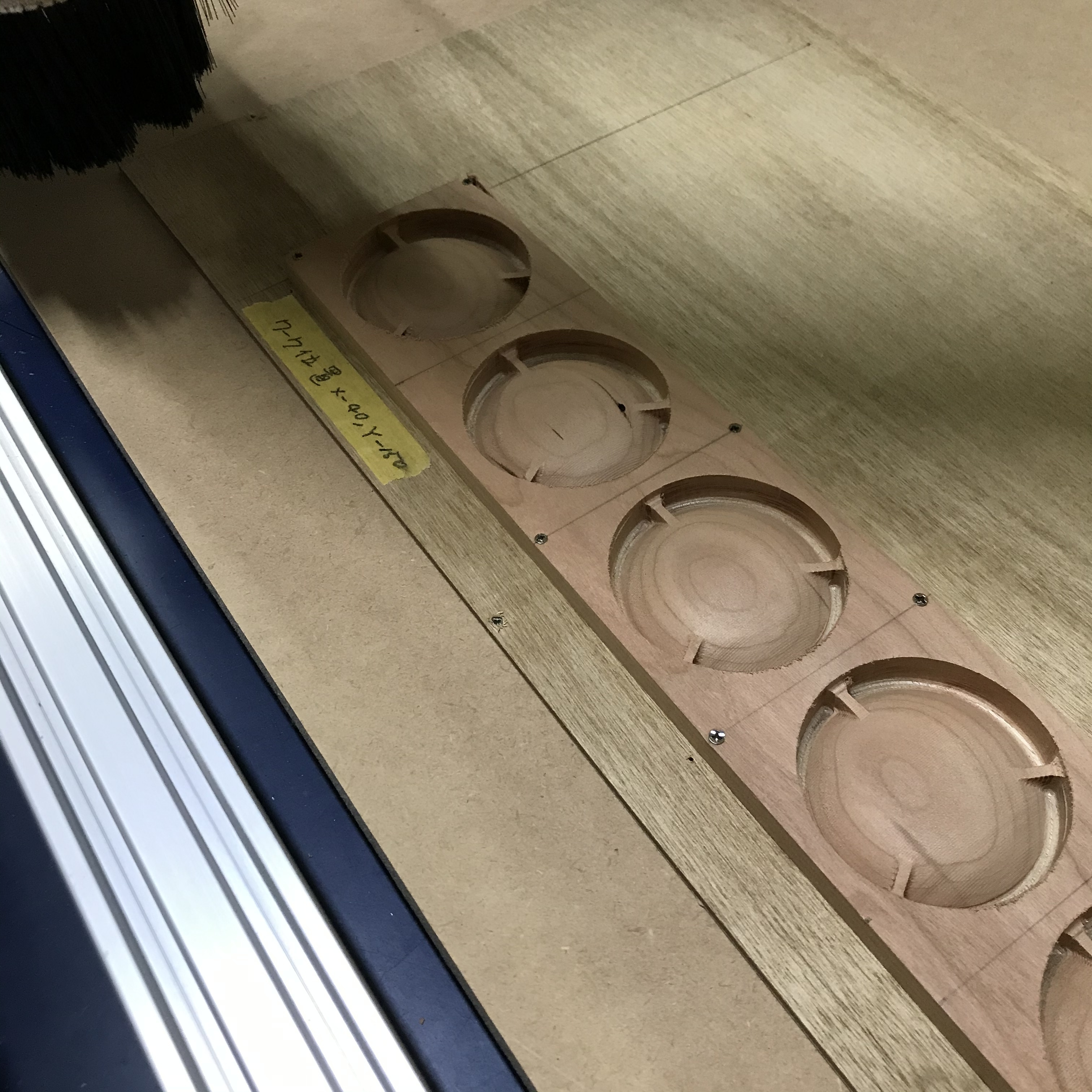
Art CNC Largeを使って作りました。
大きな円板の直径は680mmです。
CNCの組み立ても、精度調整も途中何度か壁がありましたが、このコミュニティのおかげで
満足できる加工ができるようになりました!
どうもありがとうございます。