AvalonTechさんの常設キャンペーン応募用の軽い投稿はここにしましょう.
濃い内容は新規トピックを作って投稿しましょう.
我家のCNC君を紹介したいが新規トピックを立てたくない場合はここに投稿しましょう.
ラボメン001 ArtCNC君
部屋には置き場所ないからいつもラボの隅っこで眠ってます.
1015サイズだとハイエース君と相性抜群.たまに合体させて出張します.
AvalonTechさんの常設キャンペーン応募用の軽い投稿はここにしましょう.
濃い内容は新規トピックを作って投稿しましょう.
我家のCNC君を紹介したいが新規トピックを立てたくない場合はここに投稿しましょう.
ラボメン001 ArtCNC君
部屋には置き場所ないからいつもラボの隅っこで眠ってます.
1015サイズだとハイエース君と相性抜群.たまに合体させて出張します.
非常停止スイッチについてお聞きかせいただきたいです。
私はCNC Xpro V3ですが、k1de0nさんは非常停止スイッチをどのように接続しましたか?
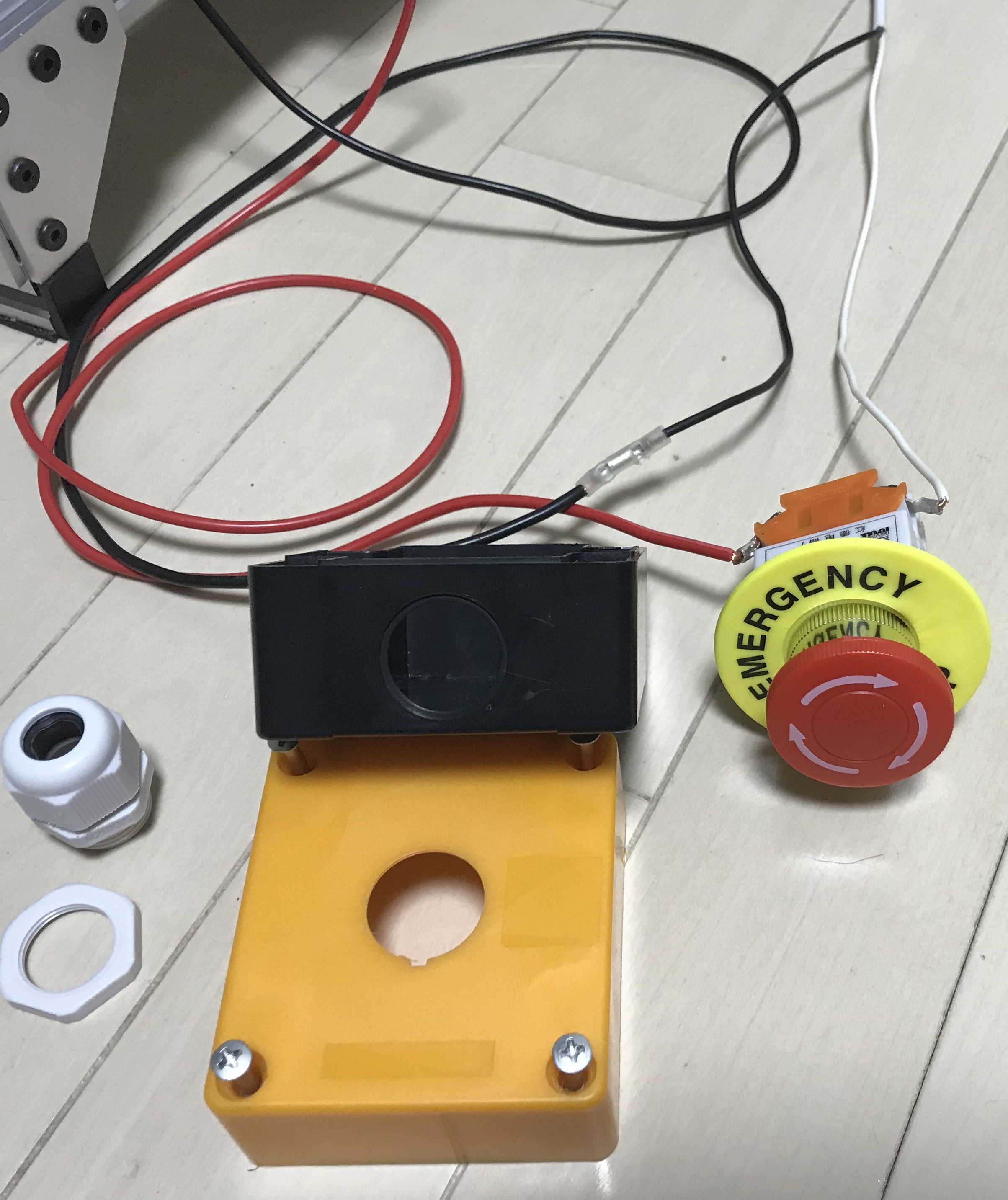
avalontech.jpより非常停止スイッチが届いたのですが、防水仕様のようでケース穴がなく、ケーブルも付属していなかったので手が止まってしまいました。
私のスイッチはk1de0nさんのお写真のスイッチと全く同じではないようですが、似ています。
①穴はどのように開けましたか?Pg13.5 M20と印のある円形の溝があります。ドライバーでたたけば開くのでしょうか?
②お写真に見えるケーブルとケースの間のグレーの部品は何という部品でしょうか?Pg13.5 M20で検索すると防水プラグというものが見つかりますがこれのことでしょうか?
③ケーブルが付属していませんでしたがどのようなケーブルを使っていますか?
質問ばかりになってしまいました。。。
正確に答えられないで申し訳ありません。正しくはAvalontechさんに確認された方が良いと思います。
自分は旧式のせいなのか、穴は空いてコネクタもついていました。またケーブルはホームセンターで電源ユニットのケーブルより太いものを適当に選んできました。参考までに自分の部品写真を添付します。
Yoshiさんの緊急停止スイッチを使ってます.
②Pg13.5 M20はプラグの規格ですが,Pg13.5 M20に合う極太ケーブルじゃないと恐らく防水できないと思います
①私はそれを無視にし適当にドリルで穴を開けました.底面も大体20mm間隔で穴を開け,T-nutでV-slotに固定しました.
③ケーブルは適当です,家にあるいらない電源ケーブルで十分です.
と,私も緊急停止スイッチ使ってましたが...
ルーターとマシン本体は別電源なので,結局コンセント抜き派に戻りました.
(コンセントは適当に引っ張ればおkです,緊急停止スイッチより楽:)
Tohruさん!ご丁寧な回答ありがとうございます!!
「コンセント抜き派!」・・・・なるほど!
でも、一回は使ってみます! (^^)
k1de0nさん
お写真まで見せていただきありがとうございます。とても参考になります!
さっそくホームセンターに行ってみます。(^^)
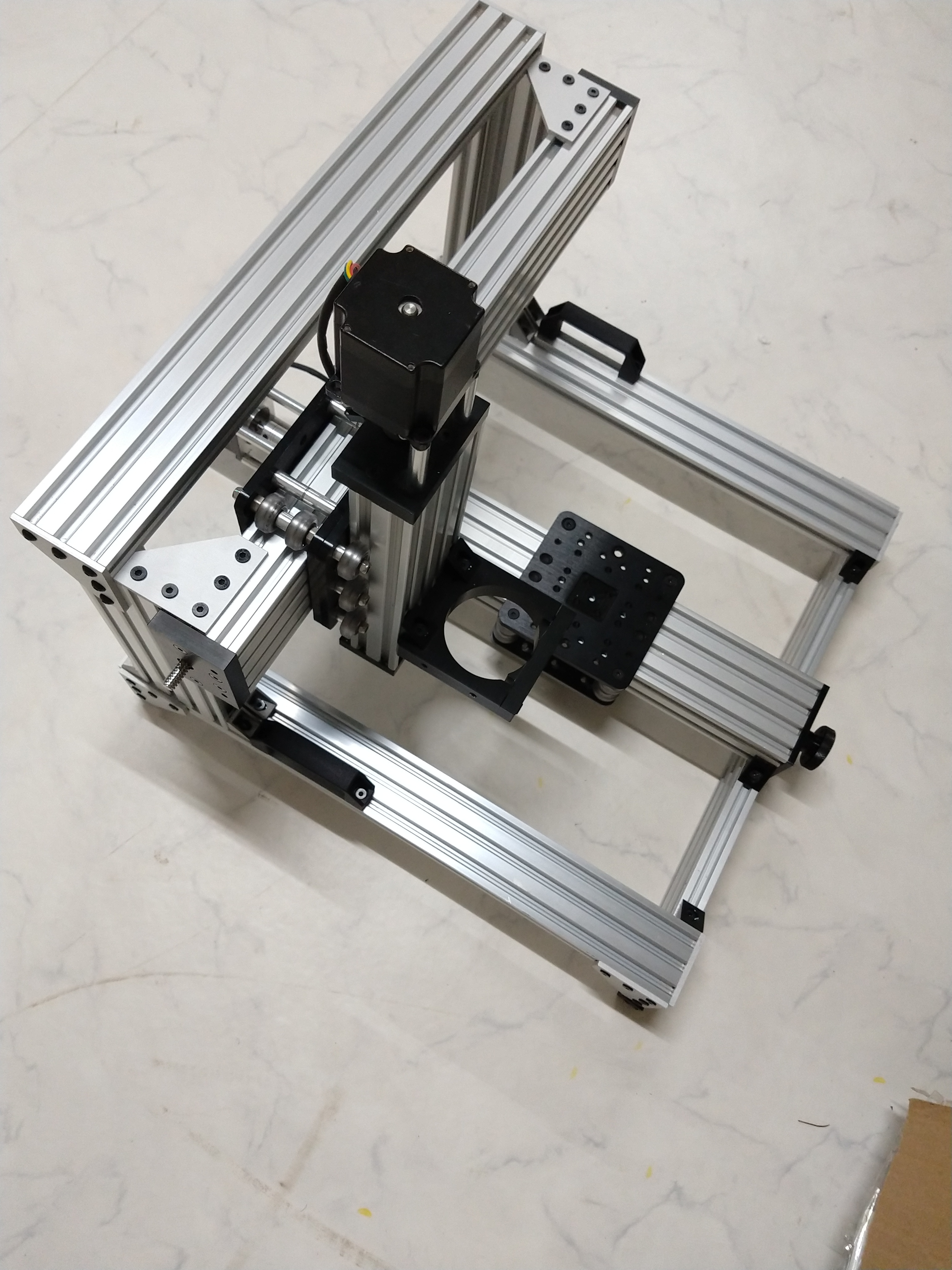
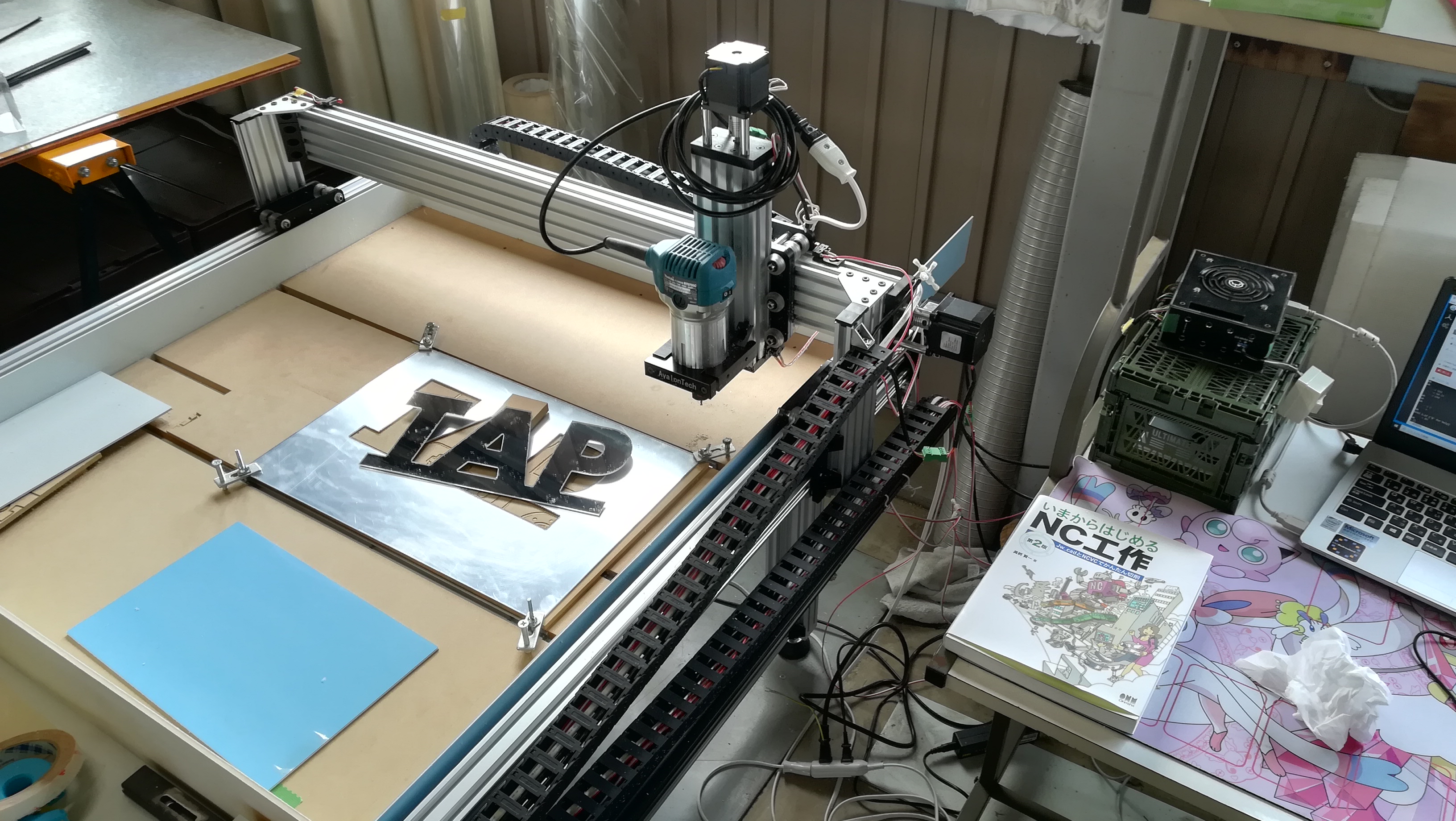
AvalonTechさんの1015フルセットを購入し組立設置及び試運転並びにGrblの設定などが完了しましたので雑感などを投稿させていただきました。参考にしていただければうれしく思います。
写真をいろいろアップしたかったのですが、1投稿に1枚しかアップできないようですので全体像は返信投稿でアップさせていただきました。
全体的には思っていたより組み立てやすかったです。
ロックカラーのネジの一つにネジ山が全く無いものがありましたのでAvalonTechさんに連絡したら速達で届けてくれました。AvalonTechさんの対応はしっかりしていて親切でとても安心できます。
X軸とY軸のフレーム剛性は思っていたよりしかっりしていました。
Z軸はVホイールをVスロットにかなりきつく(指で回せないくらい)噛ませないとVスロットがカクつきます。偏心スペーサーを調整する際に工夫が必要です。
コントローラー類は、パソコンのUSBケーブルがCNCに引っ張られるのイヤなのでX軸支柱の側面ではなく、スタンドのフレームのY軸モーターの下にくくりつけました。
この場合、Z軸のステッピングモーターまでのケーブルの長さが足りなくなりますので、Y軸のステッピングモーターを直付けし余ったケーブルを利用してZ軸につなぎました。
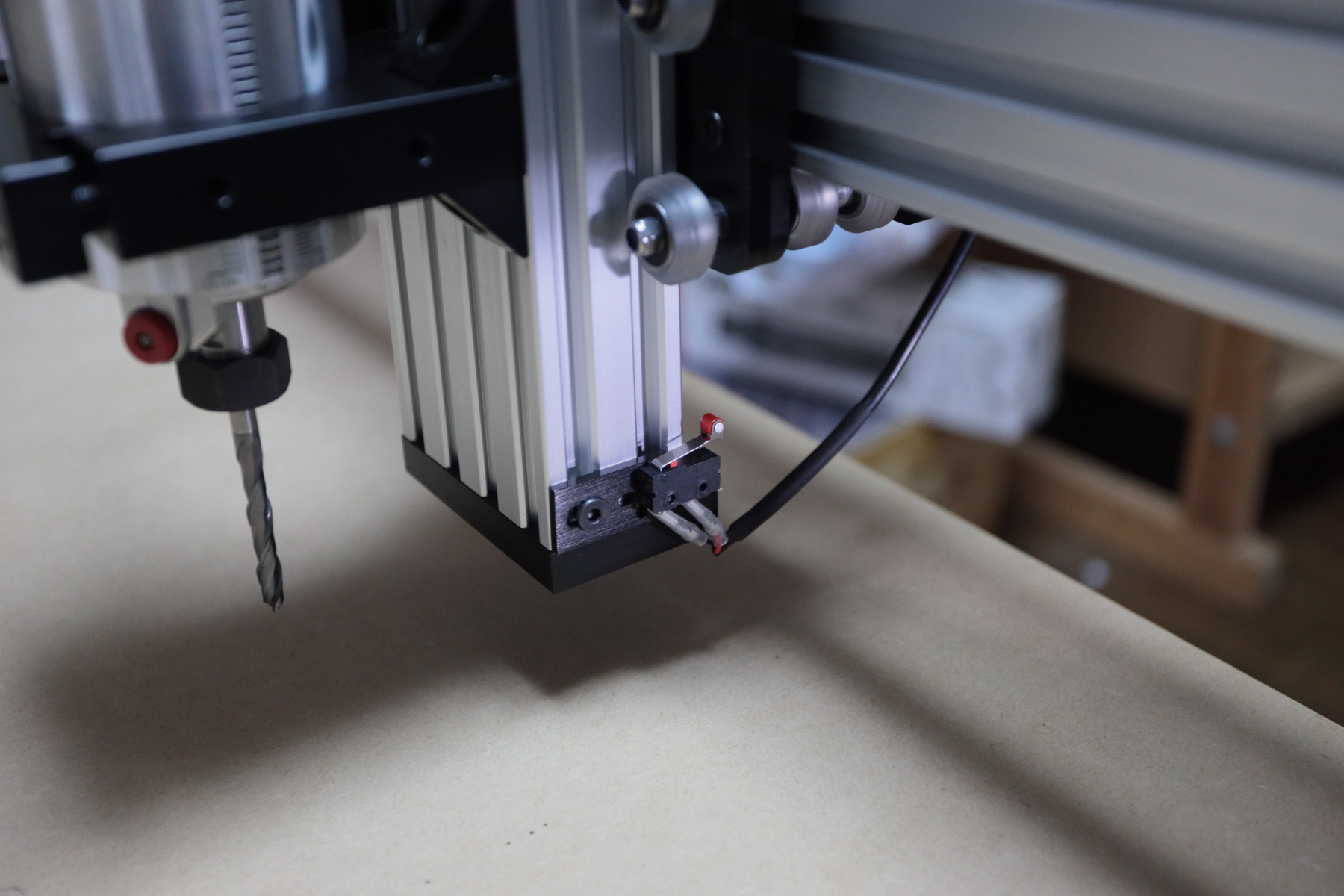
Z軸のリミットスイッチは下の写真の位置としています。取付位置に悩んでいる投稿がありましたが、、ここがベストというかここしかないと思います。ケーブルに余裕があればスピンドル側から線を通したいのですが、線の長さはうしろからでギリです。
Grblの設定は、以下の通りに直しました。
$0=10 (Step pulse time, microseconds)
$1=255 (Step idle delay, milliseconds)
$2=0 (Step pulse invert, mask)
$3=4 (Step direction invert, mask)
$4=1 (Invert step enable pin, boolean)
$5=0 (Invert limit pins, boolean)
$6=0 (Invert probe pin, boolean)
$10=3 (Status report options, mask)
$11=0.020 (Junction deviation, millimeters)
$12=0.002 (Arc tolerance, millimeters)
$13=0 (Report in inches, boolean)
$20=1 (Soft limits enable, boolean)
$21=1 (Hard limits enable, boolean)
$22=1 (Homing cycle enable, boolean)
$23=0 (Homing direction invert, mask)
$24=25.000 (Homing locate feed rate, mm/min)
$25=250.000 (Homing search seek rate, mm/min)
$26=250 (Homing switch debounce delay, milliseconds)
$27=1.000 (Homing switch pull-off distance, millimeters)
$30=250 (Maximum spindle speed, RPM)
$31=0 (Minimum spindle speed, RPM)
$32=0 (Laser-mode enable, boolean)
$100=199.300 (X-axis travel resolution, step/mm)
$101=199.850 (Y-axis travel resolution, step/mm)
$102=199.100 (Z-axis travel resolution, step/mm)
$110=2500.000 (X-axis maximum rate, mm/min)
$111=2500.000 (Y-axis maximum rate, mm/min)
$112=2500.000 (Z-axis maximum rate, mm/min)
$120=50.000 (X-axis acceleration, mm/sec^2)
$121=50.000 (Y-axis acceleration, mm/sec^2)
$122=50.000 (Z-axis acceleration, mm/sec^2)
$130=680.000 (X-axis maximum travel, millimeters)
$131=1200.000 (Y-axis maximum travel, millimeters)
$132=80.000 (Z-axis maximum travel, millimeters)
暴走によるフレームなどの破損、身体へのケガなどを防ぐため、$20=1 (Soft limits enable, boolean)
$21=1 (Hard limits enable, boolean)は絶対に設定したほうがいいです。尚、$20は$130から$132に対応します。
ホーミングを速く動かしたいのですが、$Hだと急停止してフレームがゆれてホーム点の精度誤差が生じそうですのでホーム点まで最高速でG28(止まるとき減速しますので)で戻しから超低速で$Hを吐いて運用すべくホーミング関連のスピードを極端に落としています。(ホーム点でG28.1を叩いておく必要があります)CNCjsだとコマンドを叩かなくてもボタンを設定してあげればこれらの運用が楽になります。尚、Fusion360(CAM)の場合は切削終了後G90G28を吐きますので何もしなくてもホーム点に減速つきで戻ります。
$100から$102のsteps/mm設定は、初期値のままだとミリ単位で加工物の寸法がズレちゃいますので、何回も実測して設定しなおす必要があります。ここの数字はいろいろな関係から機械ごとの個体差がでますので、必ず実測して自分のマシンに合わせる必要があります。Z軸は実測が難しいので初期値のままにしておいて運用しながら補正していきます。
以上、簡単ですが参考になりましたら幸いです。本格的に運用してからまたレポートさせていただきます。
いずれにしましてもコスパ的にはすばらしいCNCだと思います。さすがOpenSourceですね!
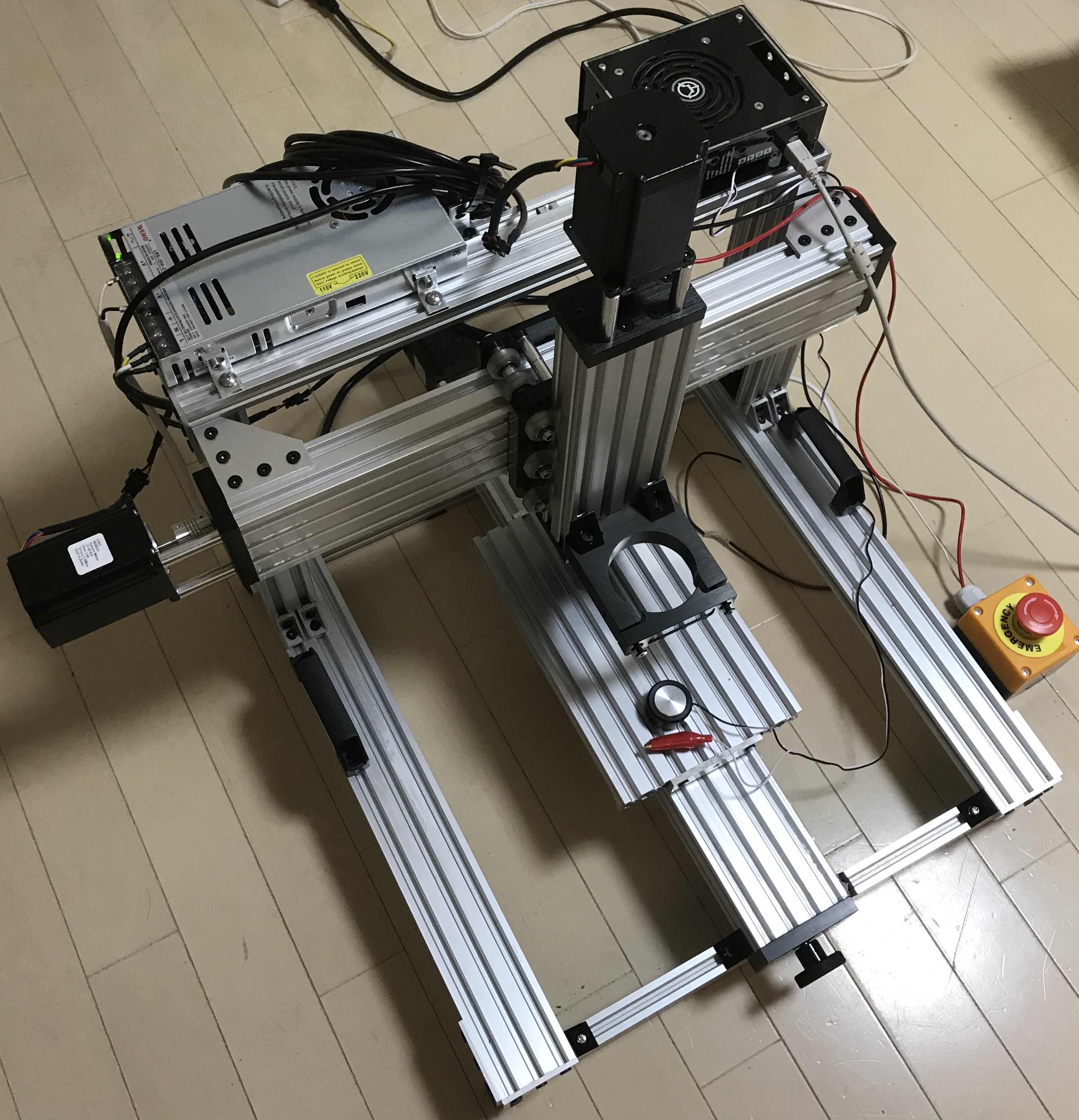
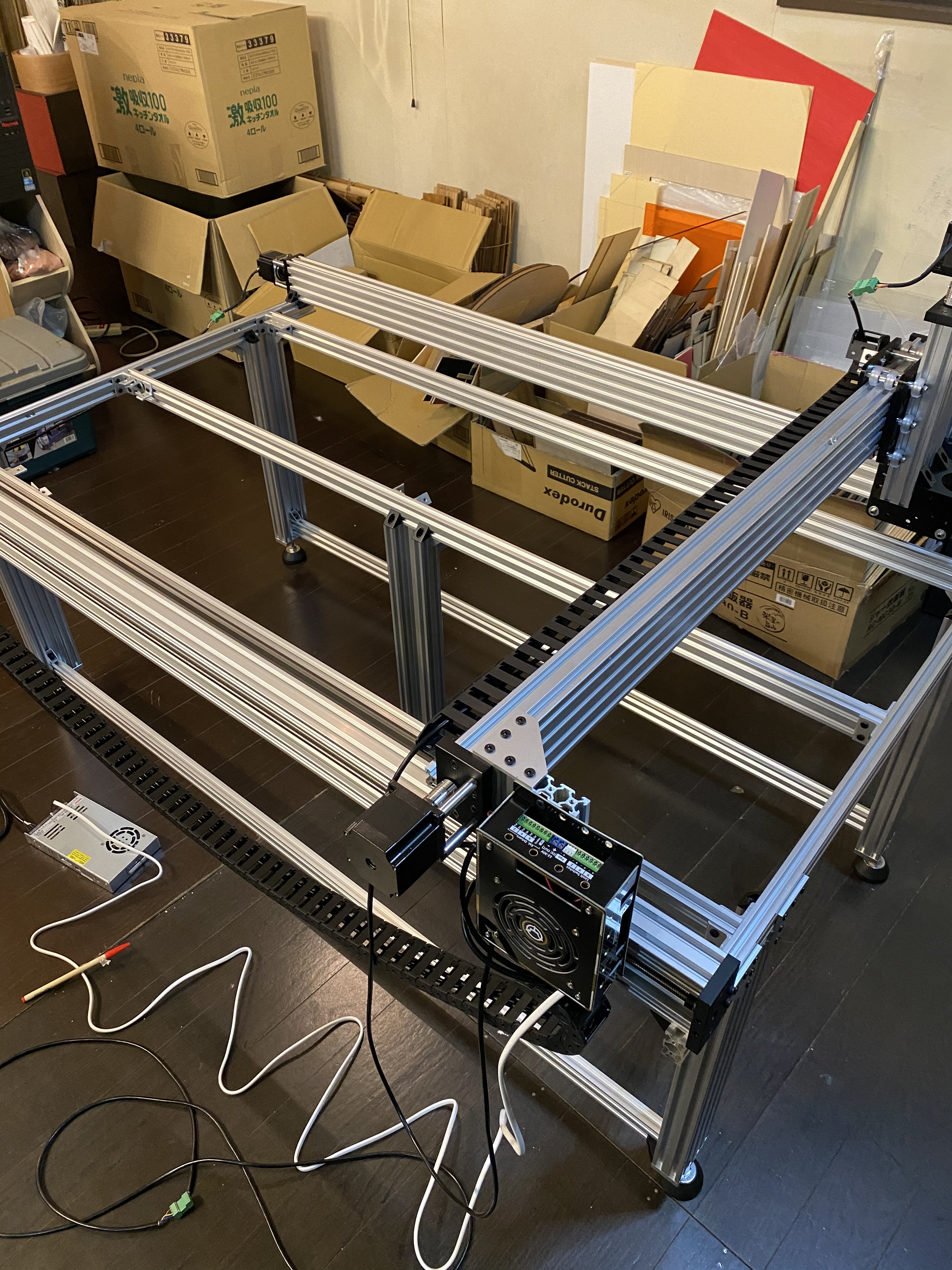
最初は組み立て説明通りに組み立てましたが、使っているうちにケーブルが邪魔で掃除しにくかったりしたので
Oihataさんのを参考に自分も組み直してみました。以下変更点
Y軸の移動に合わせてUSBの差し込み口が動くのが怖いので制御ボードはスタンドの内側に設置(Oihataさんのを参考に)
電源もスタンドの内側に配置。
XYプラス側(写真の奥の方)をよく使う(切り屑が多い)ので、使用することが少なく切り屑の少ない手前側のスタンドに制御や電源を設置しました。自分はコンセントも手前側から引っ張ってくるのでこっちのほうが都合が良かったです。
これらの変更をするためにモーターとケーブルキャリアの位置を変更。(一番面倒な作業でした。)
変更したことによるメリット
変更したことによるデメリット
未解決問題
マキタのルーターを動作させているとリミットスイッチのハードリミットが誤作動するため$21=0でないと加工できない状態です。変な操作をしなければぶつからないので今の所ハードリミットなしで使えていますが、他の方は誤作動せずに使えているのでしょうか?
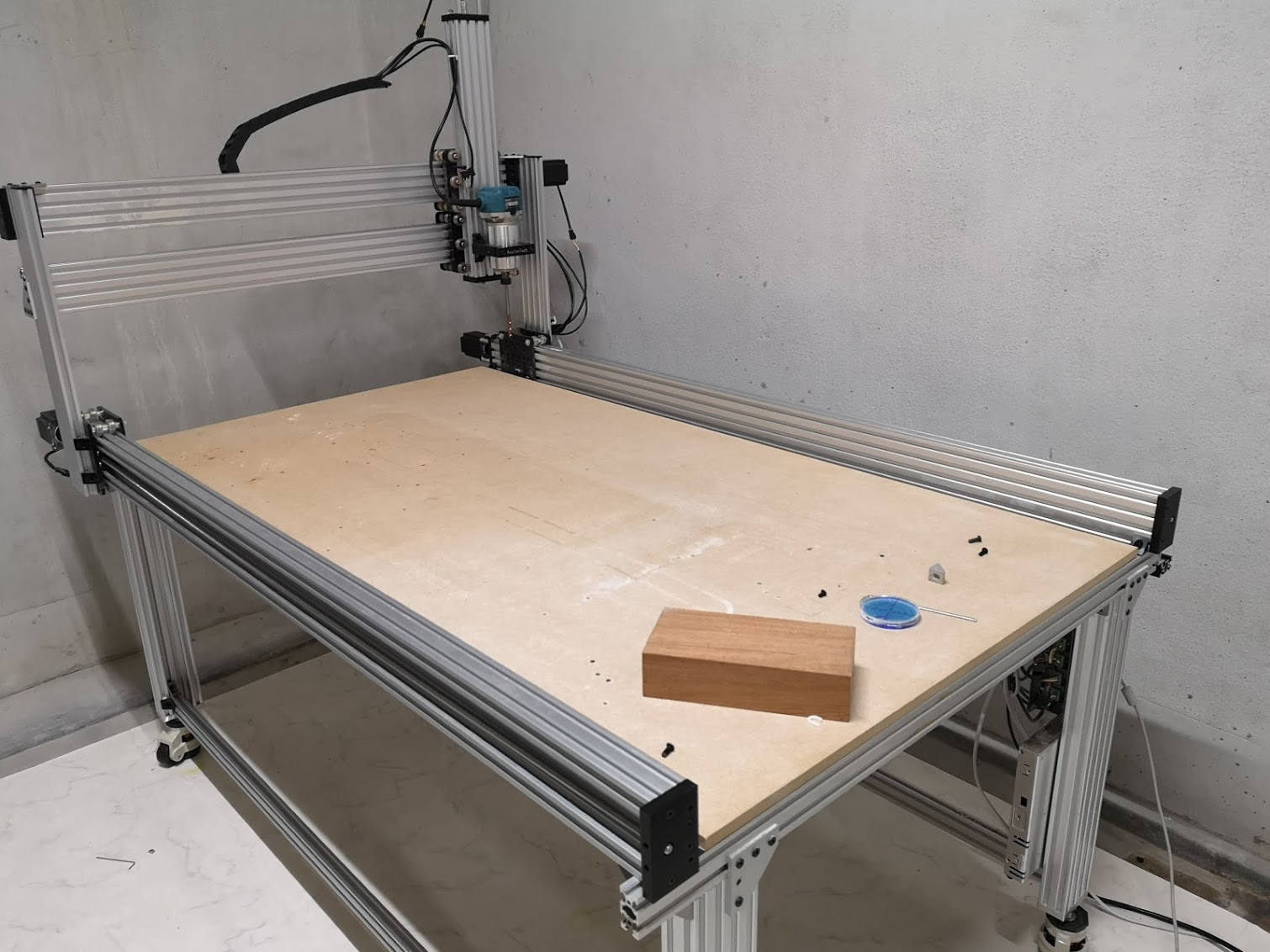
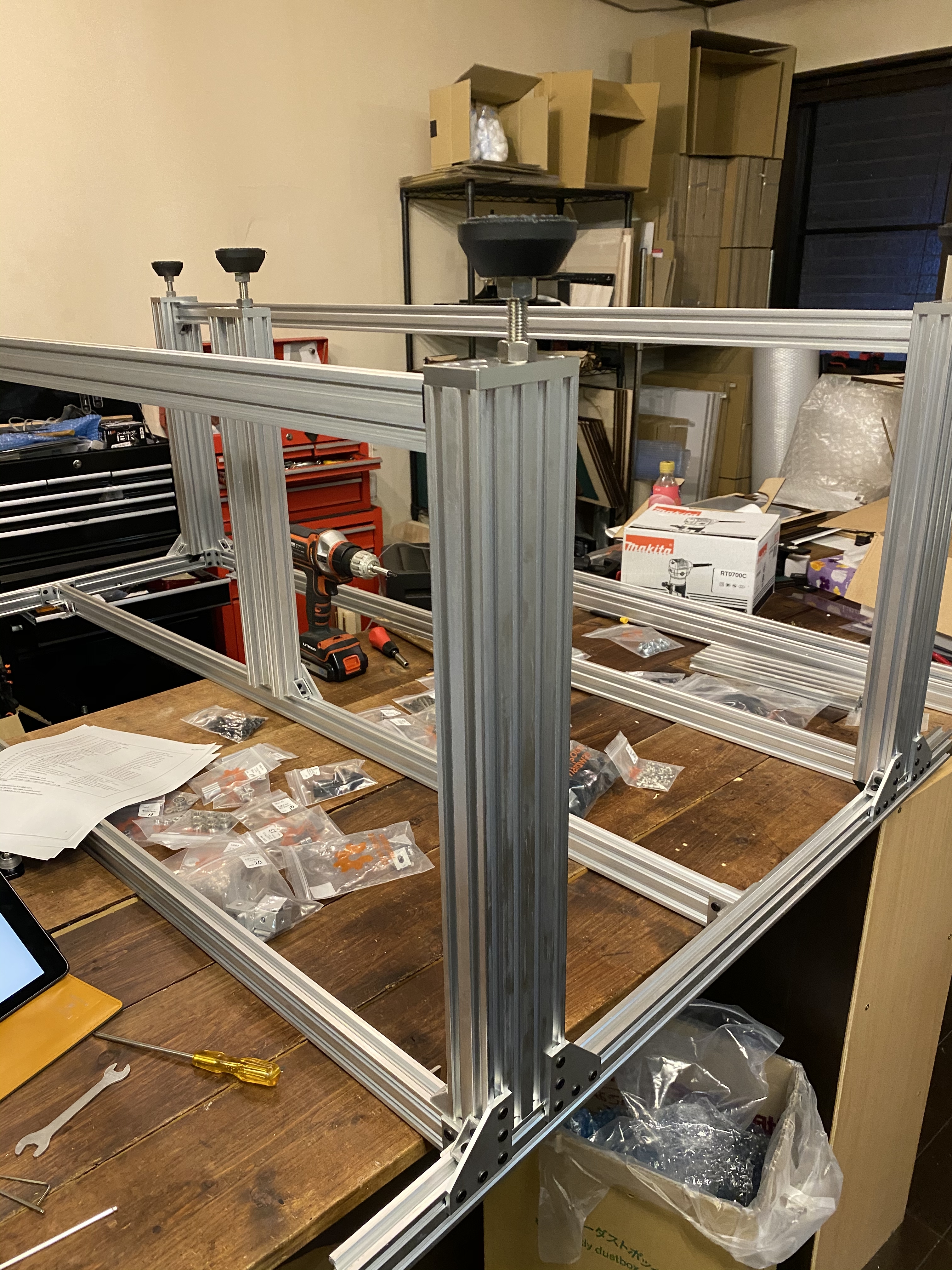
C-Beam X-LargeキットのX軸は1000mmですが、Y軸は標準仕様で500mmだそうです。そこで、全て同じ長さのレールに見えるようにY軸も1000mmにしたものを作製してみました。
なので、C-Beam Machine XY-Largeと勝手に命名することにしました。これが吉と出るか凶と出るかは組み立ててみないと分かりません。(爆)
組み立ては、Open Sourse Hardwareコミュニティサイト内にある自作CNCサイトの【組立説明】C-Beam Machine Xlarge/剛性強化版に従って行いました。
Avalon Techのキットでは、やすりがけなどが仕上げ済みなので組み立てが簡単でした。パーツ類の不良品もほとんど無く、少しずつ余分に入っています。なので、X軸、Z軸はすぐに作れました。
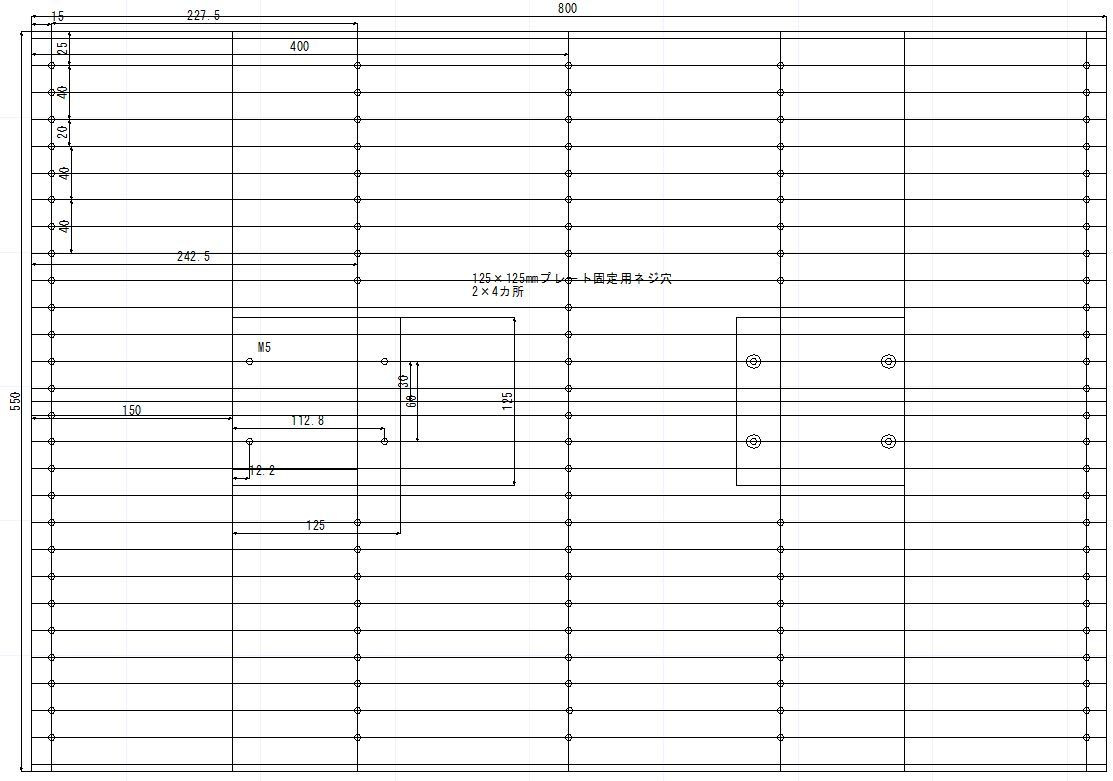
今回、Y軸を1000mmに伸ばした仕様にしたため、作業テーブルをどのように構築するかで迷ってました。通常のX-Large版の作業エリアは、750×330mmです。これはアクチュエータのレールの長さからガンプレートの長さやC-beamレールの幅を引いたものと解釈しています。そうすると、Y軸1000mmに伸ばすとすると、作業エリアは750×830mmになります。
通常のX-Largeでは、900×500mmのMDF板2枚に800×400mmのMDF板を重ねることで剛性を得ているようですが、このままMDF板で作製すると、とても剛性が得られないと思いました。また、そこまで作業エリアを大きくするとY軸じたいが前後に動くのでY軸方向の空間も大きくとる必要があります。
ネットで検索すると、CNCの作業テーブルをアルミ板とアルミフレームで作製されている方がいたので、必要な作業エリアとなるべく安価に仕上げるという妥協点を見出すことにしました。
最終的には、A5052の6mm厚板800×550mm、1枚とV-slot 2080 800mm、7本で作ることにしました。
もう少しY軸を拡げてもよかったのですが、拡げた分はこの土台となっている机を手前に移動して奥行きを開けないといけないので拙宅では仕方ないかと思っています。
おっしゃる通り、、ノイズの影響からか、ハードリミットは誤作動でちょくちょく止まりますので、、使えませんね。僕もoffで運用しています。
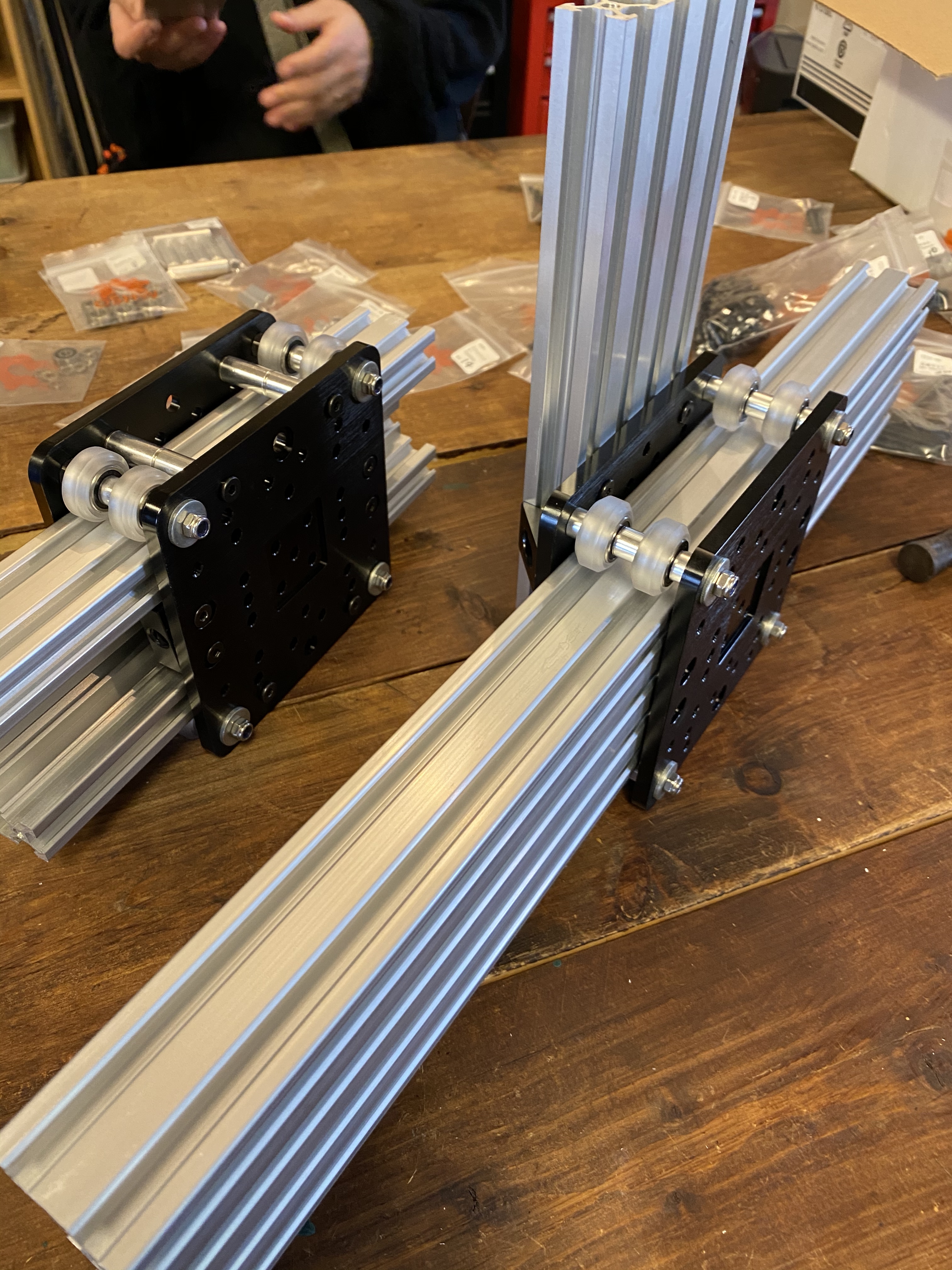
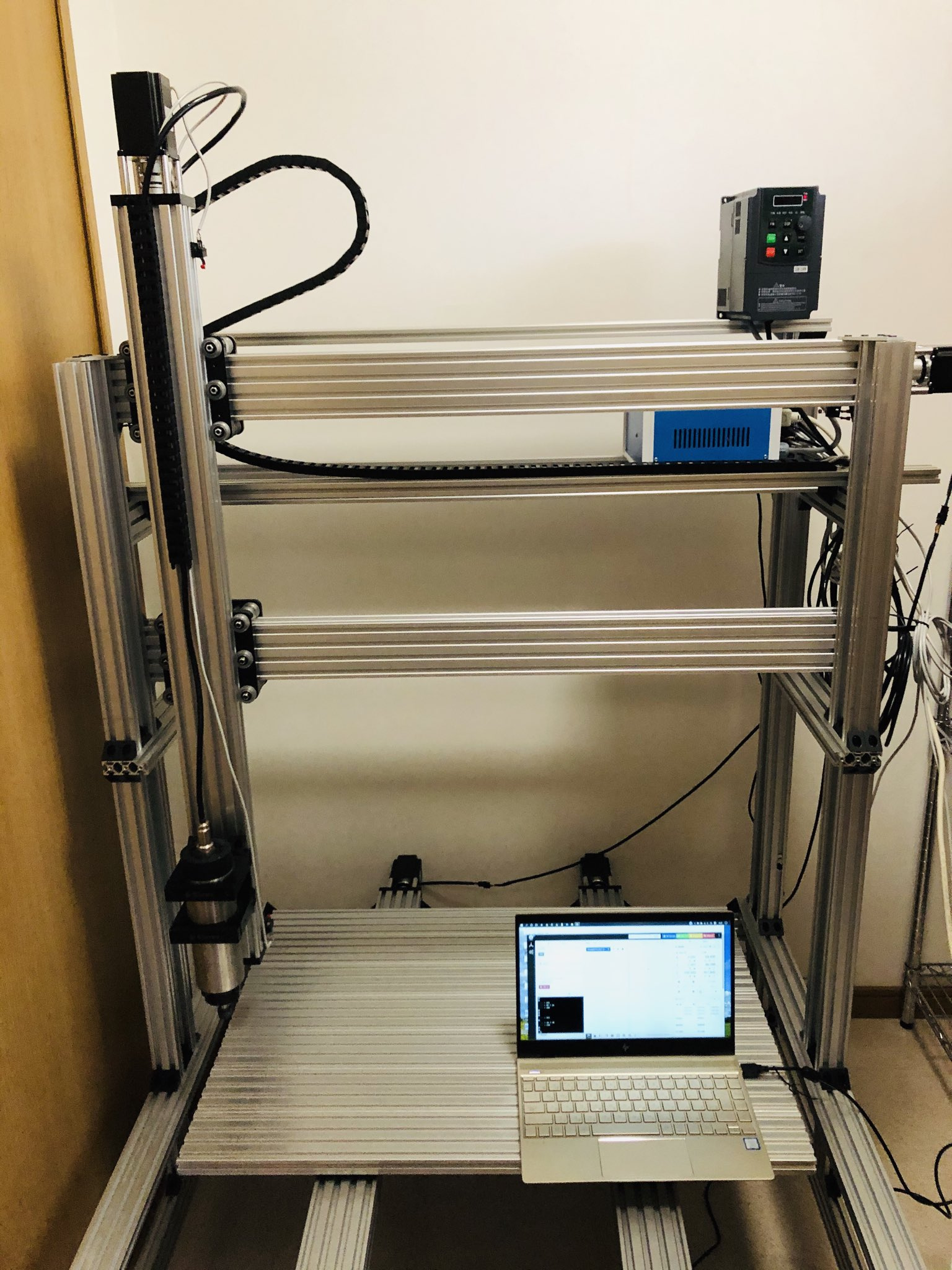
Z軸拡張第一段階
Z軸拡張第二段階
Z軸のフレームを伸ばしただけの第一段階ではルーター部分がグラグラで剛性が足りていなかったので、第二段階としてX軸方向にC-Beamを一本増やしてみました。
第二段階でもまだオリジナルARTCNCよりも剛性が低い感じです(加工はできました)。
X軸の二本のC-Beamのうち追加した下の一本にはリードスクリュとナットブロックを通していないので、ルーターの先端に負荷を与えるとホイールがフラフラしちゃう感じです。
はじめまして。
Art CNC 1015ver1フルセットの組立が終わりひととおり動かせるようになったので投稿させていただきます。
今まで自作のルーターテーブルで加工を行なっていたのですが、手作業はしんどいのでCNCルータを探していました。
しかし業務用の物になるとあまりにも高価でスペース的にも厳しいのでどうにかならないかと考えていたところこちらに辿り着きました。
現時点でFusion360で描いた単純な図形を加工するところまで終わりましたが、イメージ通りの物ができて満足しています。
届いた部品の中に不良品はありませんでした。
組立は説明通りにやればちゃんと完成しました。大丈夫です。
Avalontech様に問い合わせた際も当日中に返事を頂けました。やりとりもスムーズでした。
正直、購入前は価格を魅力に感じつつも低価格だからこそ不安、といった思いがありましたが、
これといったトラブルも無くびっくりするほど普通に動いてくれています。
このあとは集塵関連を準備し(フルセットの中に含まれていませんでしたが実質的に必須なように感じています)、加工を任せていく予定です。
写真にも載せていますが被削材はポリエチレンフォームです。
もう少し進んだらまた投稿します。
購入前の私がそうであったように、これから購入される方の参考になれば嬉しいです。
初めまして^^
今回AvaronTechさんの Art CNC 1015を購入させていただきました
とりあえずは基本キットが完成し動作確認をしたところです
親切な組み立て方法のキットで思った以上に容易にここまで来れました
PCにCNCjsをインストールし3軸が動いたことを確認したところです
動作方向や設定の箇所はまだですが
CNCjsの設定ができGコードをちゃんと読んでくれれば
ツールをつけて切削してみたいと思います
今後共どうぞよろしくお願いいたします
はじめまして。
昨年末にArt CNC 1015を購入させていただいて組み立てた後、なかなか時間が取れずいじれていなかったのですが、ようやく少し動かせるようになってきたので投稿させていただきました。
主にアクリル等の樹脂加工に使用する予定です。
組み立ては実働3日程度、調整で少し手間取りましたが、こちらのコミュニティーなどを参考にさせていただき、問題無く動かせるようになりました。
ソフトはとりあえずAR_CADとNCVCを使っています。
様子を見てFusion360を導入予定です。
はじめまして、
ArtCNC1015を購入させていただきました。
木工所を営んでますが、コロナショックで仕事が全てキャンセルになり
時間が有り余っていて、
チャンスと思い購入させていただきました。
送られてきたパーツ数には驚きましたが、わかりやすく梱包されていて、
コミュニティの説明もわかり易く素人の僕にも試し運転できるまでになりました。
いま、fusion360を勉強して実用できるように練習してます。
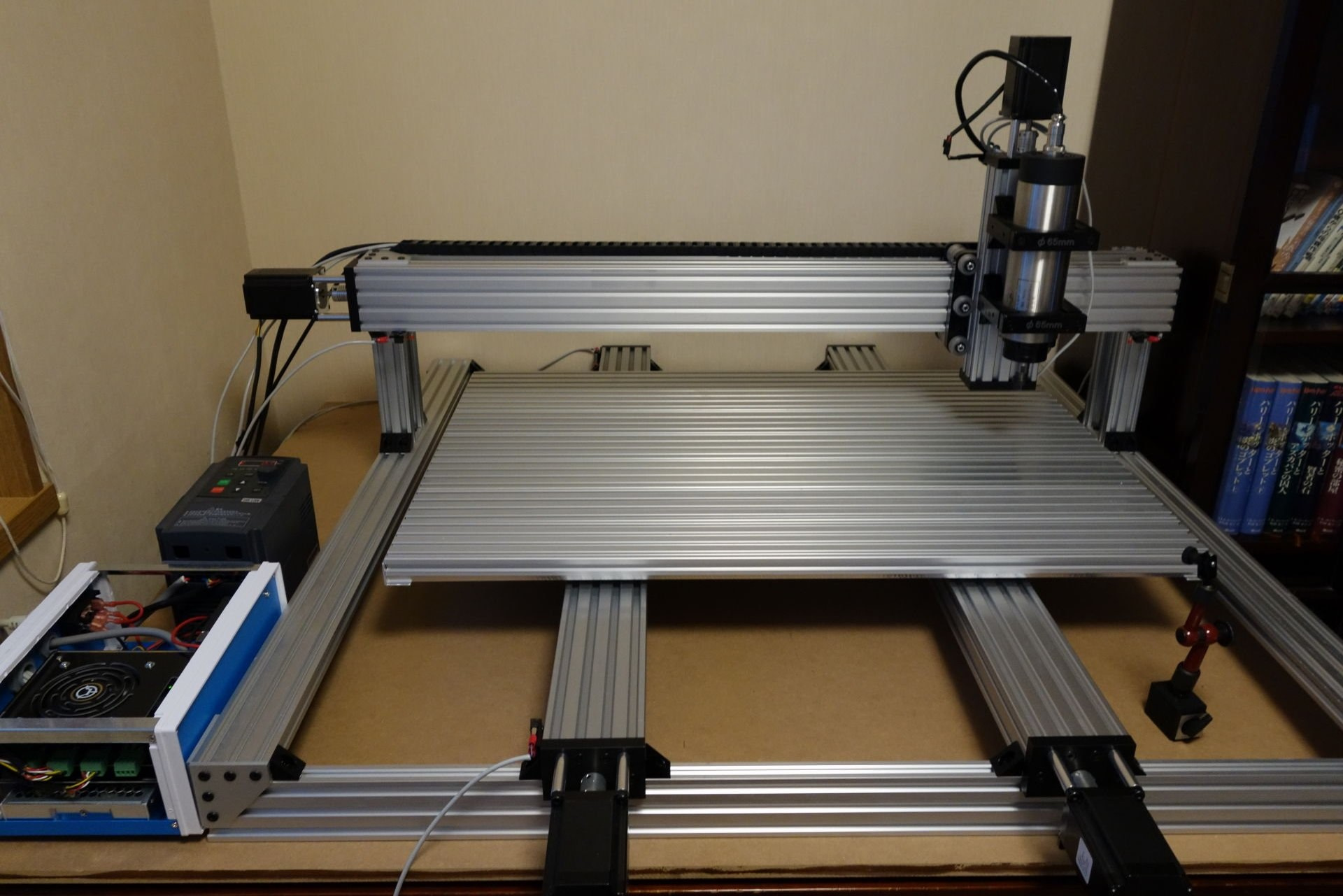
その後、脚装着してZ軸拡張してみましたヨ。
題して、c-beamマシン・デカストック対応型ですw
Z軸はバックラッシュ防止ナットブロックを全部で4個入れてますが、一番上だけ
ガントリープレートにキツく締めて、あとはユルユルの状態です。
そうしないと固くて手でリードスクリューが回りませんでしたw
あと、リードスクリューの固定座を4点式に交換したので、余った固定座に
M11のタップを入れてキャスター付けました。
これ、Gymさんからヒントいただきました!
脚の長さは250mmです。もとのc-beamのZ軸のレールが250mmなので、
あと2本追加すると脚ができますw
OpenbuildsのHigh Z- modを参考にしたので、当初の新しいZ軸は500mmを想定してました。
High Z-modはZ軸を固定してガントリープレートじたいをスピンドルモーターに取り付けるみたいなので
できればそれを避けたいのと、追加のX軸によってZ軸高さがあまり稼げないと判断して、
もう500mm追加した、というわけです。
なので、Z軸フレームが継ぎ足しなのでw、下側に補強入れてみたりもしました。
が、効果はよく分かりませんw
あと,Openbuildsパーツストアさんで販売されている8mmリードスクリューの直径は,
実際のところ7.5mmなのでアバロンTECHさんのものと異なるので要注意です。
このこともあって,Openbuildsのたとえばc-beamのgrbl settingでステップ/ mmを
そのまま信用しない方がよいと思いました。(間違ってたらごめんなさいw)
いま考えてるのは、3Dプリンターとのコラボです。
今後もオーディオ機器やスピーカー製作のため、CNCで遊んでいきますwww
やはりZ軸が長すぎて強度に問題があり,High Z-modタイプだと500mmまでと思いました.このマシンはいったん分解することにしました.納得がいくものが再構築できれば,またアップしたいと思います.