nyaruさん早速のご助言ありがとうございます。
原因はいまだにわかりませんが、繋げるようになりました。
おこなったことは
①cncjs1.9.21に変更
②USB-Cのライン変更→×
デバイスマネージャーでも認識されていないことを確認
③USBポート経由→〇
なぜ認識されるようになったのかわからず
元に戻したのですが、今度は繋がるようになりました。。。
①CNCjs1.9.22に戻し
②元々使っていたUSB-Cのラインで直接接続
問題なく認識されるようになりました。。。
ご回答ありがとうございます。
「いいね!」 2
こんにちはいつもお世話になっています。
2つご質問させてください。
1つ目
CNC xPRO V5を使用して、リミットスイッチの設定をしました。
ホーミング、ソフトウェアリミット等正常に設定できたと思うのですが、
スピンドルのスイッチをonにするとその瞬間にZ軸のハードウェアリミットが作動してしまいます。
・電源は別コンセントから引いています
・VFDで周波数を概ね200Hz以下にするとリミット作動し、それ以上の場合は問題なし。
・リミットスイッチ部分から配線を抜いた状態でも変化なし
・CNC xPRO V5本体からZ軸のリミットケーブルを抜くと誤作動なし
・アルミ箔でケーブルを2重にしても効果なし
ケーブルに問題があるように感じますが、CNCシールド(v3.0)を使用していたときは問題がありませんでしたので、困っています。
どなたか原因や対処法をご存知の方はいらっしゃいますでしょうか?
2つ目
CNC xPRO V5 と NEMA23ステッピングモーター(定格2.8A)の組み合わせで使用する場合、駆動時電流はいくつにするのが適正なのでしょうか?
微調整する中で、2程度が一番振動が少ないように感じましたが、微差に感じましたので問題がなければトルクが一番高いであろう2.8に設定したいと考えております。
また、保持電流に関しましても、適性やみなさんがどのように調整しているか教えていただけますと幸いです。
よろしくお願いいたします。
nyaru
25
こんにちは
似たような例が報告されています。
ノイズの影響を受けにくくなるように配線を工夫するか、シールド付きケーブルを使うかで軽減されるかもしれません。
シールドはアースに接地させたほうがいいと思います。GNDに落とすかと思いますがショートには十分に注意してください
私はデフォルトの値のまま使っています。
参考:
morih
26
PM-K45 の接続ですがXpro V4は+5Vが出ていましたが、
xPro V5は資料を見ても電圧が記載されていません。
Duet2/3は3.3Vだったので変わって無いか心配なのでテスター等で
確認しておいてください。PK-K45は5V〜24Vで動作します。
nyaru様 morih様
ご返信ありがとうございました。
リミットスイッチにつきまして、アルミ箔でのシールド、フェライトコア等試してみましたが、やり方が悪いのか改善することができませんでした。
ただ、スピンドルのコードに接触させなければ問題ない事がわかりましたので、ひとまず離すことで対処しました。
ちなみに、同じレール?に通してもプチプチなどで隙間を作ることで一応改善しますが、振動などで万が一ずれてしまったり、その他の理由で誤作動しては困るので完全に離すことにしました。
少し不便ではあるので、うまく解決できた方がいればまたぜひ教えていただきたいです。
連続で失礼します。
こちらはCNC xPRO v5の使い方なのか、それともfusion360かCNCJSの使い方なのかわかっていないのですが、
ホーミングをすると機械原点がリミットスイッチの位置に決まります。
その後切削をするためにGコードを流すとまずは機械原点まで動いてしまい、ちょうどリミットにあたってしまいその場で停止してしまいます。
どこの設定を見直せばよいのでしょうか?
どなたか助けていただけますと幸いです。
よろしくお願いいたします。
nyaru
29
こんにちは
これは正しい挙動です。ホーミングは機械原点を同じところに決めるために行っています。
どのようなパスを流しているのかわかりませんが、CNCjsでワーク原点を設定していないためにワーク原点と機械原点が一致しており、機械原点まで動いているということはないでしょうか。
Fusion360のワーク原点の設定と、CNCjsをつかったワーク原点の設定は一致させる必要があります。
もしワーク原点の設定がされているにも関わらずリミットに当たるのであればFusion360のCAMの設定が間違っていると思います。
参考:
nyaru様
ご返信ありがとうございます。
もちろんワーク原点は間違っていなければ一致させております。
CAMの設定がおかしいとのことですのでここに記載するのは間違っているかもしれませんが、もしもよろしければ確認していただけますと幸いです。
問題があればすぐに削除して別のページでお伺いしますので、お知らせください。
MP1.nc (104.7 キロバイト) 指板本番.f3d (549.2 キロバイト)
nyaru
31
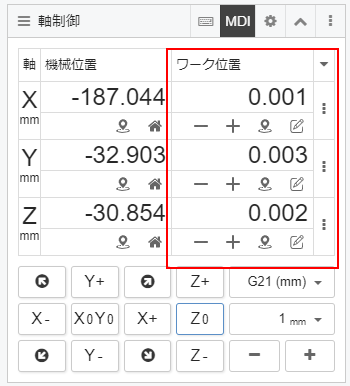
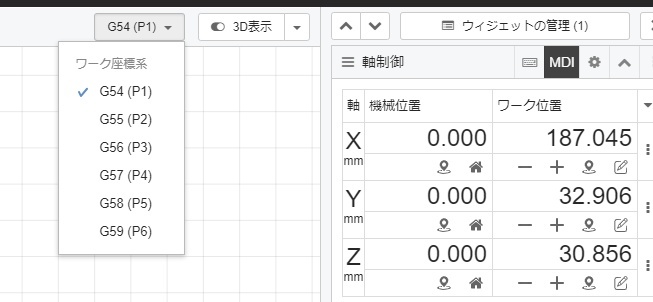
ざっと見たところNCプログラムの最初の方のG0 X2.227 Y114.474あたりで機械原点にワーク座標原点が置かれているためリミットに当たってしまっているのではないかと思いますが、これはワーク原点の設定が正しく行われていれば問題ないはずです。
またCAMのワーク原点設定もおかしくないように思います。
NCプログラムではワーク座標系は1番(G54)となっていたので、CNCjs上でG54でワーク原点を設定しているかを確認してください。
もしホーミングをすることで機械座標系ではなくワーク座標系の設定がリセットされてしまっているのであればおかしい挙動なので、$RST=*のコマンドで基板の設定のリセット(これまでの設定値をメモしておく)やファームウェアの更新を試してみてください。
ご返信ありがとうございます!
一応解決しましたので同様に困っている方の助けになればと思い記載させていただきます。
nyaru様にご指摘いただいた内容では無知な私が確認する限り原因が判明できませんでしたが、下記ポストを当てたところ改善いたしました!
ただ、私の場合X軸のリミットスイッチを-方向に取り付けており、なぜかそれが悪さをしておりましたので、+方向に取り付けたところ正常に稼働するようになりました。
nyaru
33
CNCxPRO v5にてXYZAの4軸が使えるようになっているみたいです。
設定で割り当てを変更するのではなく、ファームウェアの適用により有効になります。
ドアスイッチの有無やスピンドルの制御に応じていくつか種類があるようです。
詳細はSparkConceptsのwiki
デフォルトの場合はXYYZ_PWM_NOのバージョンを選べば良いようです。
Gym
34
こんにちは。
CNCjsでFusion360にて作成したG-codeを流すと最初に
error2
error11
と表示されます。
再開ボタンを押せばスタートするので今のところ問題はないのですが、出ない時期もあった気がしますし、内容が分からないものがあるので気になります。
公式wikiを見ると
|2|Bad number format|Missing the expected G-code word value or numeric value format is not valid.|
|11|Line overflow|Max characters per line exceeded. Received command line was not executed.|
とあります。
error11は一行の文字数が多すぎるので実行されません で 文字数が多いのは加工部分ではなくコメント部分だと思うので実行されなくてもいいかなと無視しています。
error2が具体的に何のエラーなのかがよくわかりません。G-codeの記述のされ方にイチャモンつけられている気はするのですが、どういった場合にこのエラー2が出るのか分かりますでしょうか?
nyaru
35
こんにちは
error:2ですがNCコード中に出てくるG〇〇とかF〇〇とかの〇〇の部分に入るはずの数字部分がおかしいよというエラーです。フォーマット的に数字がでてくるはずだから読み込もうとしたけど読み込めなくエラーがでてしまう感じです。
たぶんですが、error11もでていることから、コメント部分が長すぎてエラーが発生し、残りのコメント部分がコメントではなくコマンドとして実行されてerror2になったのかなと予想します。
詳細はエラー発生箇所を載せてもらわないとわからないですが、一度NCプログラム内の長いコメントを削除してから実行して様子をみてください。
Gym
36
回答ありがとうございます。
errorの行が出ないのでどこでエラーになっているかは分かりませんが
NCデータの冒頭部分の↓
(Made in : Autodesk CAM Post Processor)
(G Code optimized for OpenBuilds OX CNC 1000 x 750 with GRBL V0.9j controller)
(Program Name : 1001)
(1 Operation :)
(1 : 4)
( Tool : Flat End Mill 3 Flutes, Diam = 6mm, Len = 20mm)
( Spindle : RPM = 12000, set router dial to 2)
( Machining time : 7 min 27 sec)
これの二行目が怪しいので消したところerror11だけでなくerror2も消えました。
おっしゃられている通りの原因かもしれません。
ありがとうございます。
hibiki
38
はじめて投稿します。
山奥で木工、主に楽器を製作しています。どうぞよろしくお願い致します。
Art CNC。CNC xPRO5 を使用しています。
ホーミング中に急に電源が壊れたのかファンも回らずにゆっくりとしたカタカタ音がしています。電圧3Vしか出ていません。
作業を早く進めたいのですが、
機械の近くに太陽光発電のバッテリー(オフグリッド用)があり、電圧はDC27.5V。これをこのまま使用できますでしょうか?
ちなみにSTモーターはDC12v~48Vと記載があります。
nyaru
39
こんにちは
下記の公式wikiではCNCxPRO v5は24V入力となっています。
そのため27.5Vを入力することは推奨はできません。
多分入力電圧に範囲はあるとは思いますが、公開されていないのでわからないです。(入力電圧の±10%は動作の保証があるとは思いますが、なんともいえないです)
24V電源を別で用意するのが安全かと思います。
hibiki
40
早速にありがとうございます。
残念です。明日電源の中を見てみます。
nyaru
41
電源はショートすると保護回路が働いて電流が出なくなるので、全ての導線を外して動作するかの確認も念の為行ってみてください。
hibiki
42
ありがとうございます。
別段、焦げている様子はなく、端の緑のLEDが点滅、ピクピクするだけでファンは回りません。
音はほとんどしていません。
Gym
43
こんにちは。
自分も以前電源が点滅になり動かなくなりました。
その時は電源とマシンを持っていっていた会場で電気を使いすぎて電圧が落ちた(周りはぷち停電みたいな状態)ときになりました。
そのときはコンセントを抜いて30分ほど放置したら直りました。
他にも基板とつなぐときに±を間違えたときだったか片方抜けているときだったか、配線を間違えたときにもLED点滅になった気がします。が、動作しているときから配線はいじっていないようならこれは関係なさそうですね。
電源だけならそんなに高くなくストアにあったと思うので、予備だと思って余分に一個持っておいてもいいかもしれません。