こんにちは CNCxPRO v5を使っている場合ですが
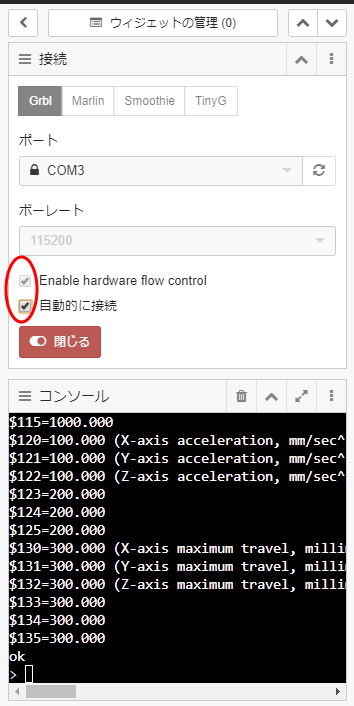
・コンソールにホーミングコマンドやアンロックコマンドが見えるが操作可能になっていないこと ・コンソールに接続中の後に起動ログが出ていないこと
これらから接続後にCNCxPRO v5本体のリセットボタンを押していないことが考えられます。 CNCjsにて接続後に反応がない場合は本体のリセットボタンを押してみてください。