スマホ用のUSB-AtoCケーブルでもたぶん問題は発生しないとは思いますが、写真の延長ケーブルではCNCxPROv5には接続できないので、その点については購入元に問い合わせて見たほうが良さそうです。
スマホもPCに認識されない完全な充電専用ケーブルだとCNCxPROv5も動かないので、ケーブルを変えてみるのは良いと思います。
念の為、以下も試してみてください
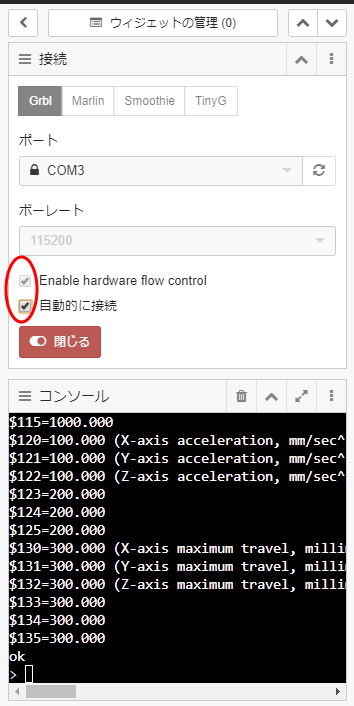
CNCjsで接続を開始し、CNCxPROv5のリセットボタンを押した後にCNCjsのコンソールに以下のような起動ログが表示されていれば問題なくPCはCNCxPROv5とで通信ができています。
一度確認してみてください。
CNCjs 1.9.22 [Grbl]
COM3 にボーレート 115200 で接続中
ets Jun 8 2016 00:22:57
rst:0x1 (POWERON_RESET),boot:0x13 (SPI_FAST_FLASH_BOOT)
configsip: 0, SPIWP:0xee
clk_drv:0x00,q_drv:0x00,d_drv:0x00,cs0_drv:0x00,hd_drv:0x00,wp_drv:0x00
mode:DIO, clock div:1
load:0x3fff0018,len:4
load:0x3fff001c,len:1216
ho 0 tail 12 room 4
load:0x40078000,len:9720
ho 0 tail 12 room 4
load:0x40080400,len:6352
entry 0x400806b8
[MSG:Grbl_ESP32 Ver 1.3a Date 20201022]
[MSG:Compiled with ESP32 SDK:v3.2.3-14-gd3e562907]
[MSG:Using machine:CNC_xPRO_V5_XYYZ]
[MSG:Axis count 3]
[MSG:RMT Steps]
[MSG:Init Motors]
[MSG:TMCStepper Library Ver. 0x000701]
[MSG:X Axis Trinamic TMC5160 Step:GPIO(12) Dir:GPIO(14) CS:GPIO(17) Disable:None Index:1 Limits(0.000,300.000)]
[MSG:X Axis Trinamic driver test failed. Check motor power]
[MSG:Y Axis Trinamic TMC5160 Step:GPIO(27) Dir:GPIO(26) CS:GPIO(17) Disable:None Index:2 Limits(0.000,300.000)]
[MSG:Y Axis Trinamic driver test failed. Check motor power]
[MSG:Y2 Axis Trinamic TMC5160 Step:GPIO(33) Dir:GPIO(32) CS:GPIO(17) Disable:None Index:3 Limits(0.000,300.000)]
[MSG:Y2 Axis Trinamic driver test failed. Check motor power]
[MSG:Z Axis Trinamic TMC5160 Step:GPIO(15) Dir:GPIO(2) CS:GPIO(17) Disable:None Index:4 Limits(-300.000,0.000)]
[MSG:Z Axis Trinamic driver test failed. Check motor power]
[MSG:PWM spindle Output:GPIO(25), Enbl:GPIO(4), Dir:None, Freq:5000Hz, Res:13bits]
[MSG:Local access point CNC_xPRO_V5 started, 192.168.0.1]
[MSG:Captive Portal Started]
[MSG:HTTP Started]
[MSG:TELNET Started 23]
[MSG:Flood coolant on pin GPIO(21)]
[MSG:Mist coolant on pin GPIO(21)]
[MSG:X Axis limit switch on pin GPIO(35)]
[MSG:Y Axis limit switch on pin GPIO(34)]
[MSG:Z Axis limit switch on pin GPIO(39)]
[MSG:Probe on pin GPIO(22)]
Grbl 1.3a ['$' for help]
client> $$
$0=4 (Step pulse time, microseconds)
$1=255 (Step idle delay, milliseconds)
$2=0 (Step pulse invert, mask)
$3=0 (Step direction invert, mask)
$4=0 (Invert step enable pin, boolean)
$5=1 (Invert limit pins, boolean)
$6=1 (Invert probe pin, boolean)
$10=1 (Status report options, mask)
$11=0.010 (Junction deviation, millimeters)
$12=0.002 (Arc tolerance, millimeters)
$13=0 (Report in inches, boolean)
$20=0 (Soft limits enable, boolean)
$21=0 (Hard limits enable, boolean)
$22=0 (Homing cycle enable, boolean)
$23=3 (Homing direction invert, mask)
$24=200.000 (Homing locate feed rate, mm/min)
$25=2000.000 (Homing search seek rate, mm/min)
$26=250.000 (Homing switch debounce delay, milliseconds)
$27=2.500 (Homing switch pull-off distance, millimeters)
$30=24000.000 (Maximum spindle speed, RPM)
$31=0.000 (Minimum spindle speed, RPM)
$32=0 (Laser-mode enable, boolean)
$N1=
$N0=
$100=200.000 (X-axis travel resolution, step/mm)
$101=200.000 (Y-axis travel resolution, step/mm)
$102=200.000 (Z-axis travel resolution, step/mm)
$103=200.000
$104=100.000
$105=100.000
$110=2500.000 (X-axis maximum rate, mm/min)
$111=2500.000 (Y-axis maximum rate, mm/min)
$112=2500.000 (Z-axis maximum rate, mm/min)
$113=1000.000
$114=1000.000
$115=1000.000
$120=100.000 (X-axis acceleration, mm/sec^2)
$121=100.000 (Y-axis acceleration, mm/sec^2)
$122=100.000 (Z-axis acceleration, mm/sec^2)
$123=200.000
$124=200.000
$125=200.000
$130=300.000 (X-axis maximum travel, millimeters)
$131=300.000 (Y-axis maximum travel, millimeters)
$132=300.000 (Z-axis maximum travel, millimeters)
$133=300.000
$134=300.000
$135=300.000
ok
追記:
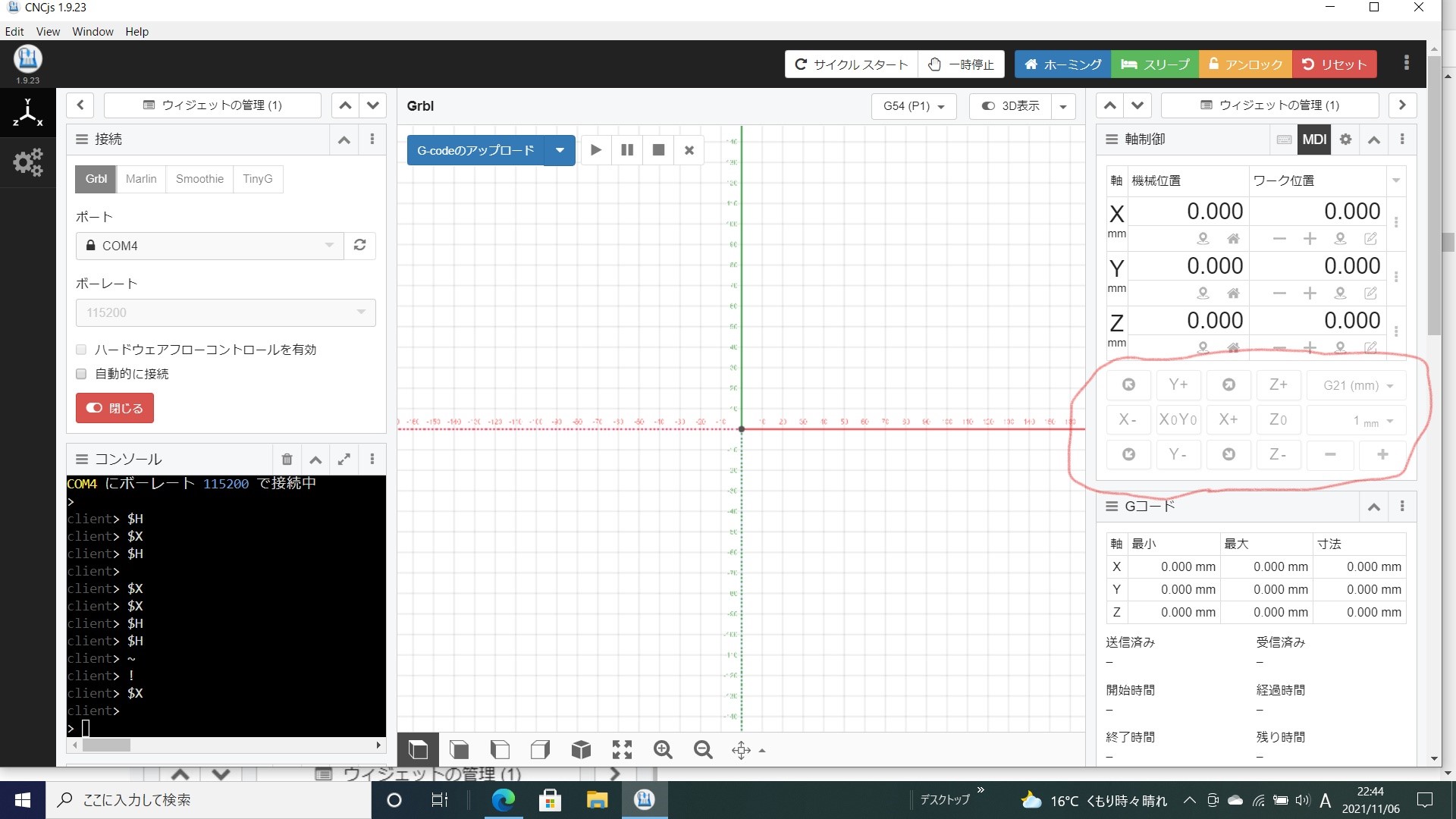
CNCjs バージョン1.9.23とCNCxPROv5の組み合わせを試してみました。
接続後に一切のコマンドを受け付けなくなる挙動が見られたので、CNCjs 1.9.23は使わないほうが良いです。一度アンイストールして古いバージョン(1.9.22とか)をインストールしてみてください。