2.パラメータの設定
デフォルトのパラメータは以下の通りになっています.
$0=5 (Step pulse time, microseconds)
$1=255 (Step idle delay, milliseconds)
$2=0 (Step pulse invert, mask)
$3=0 (Step direction invert, mask)
$4=0 (Invert step enable pin, boolean)
$5=0 (Invert limit pins, boolean)
$6=1 (Invert probe pin, boolean)
$10=1 (Status report options, mask)
$11=0.010 (Junction deviation, millimeters)
$12=0.002 (Arc tolerance, millimeters)
$13=0 (Report in inches, boolean)
$20=0 (Soft limits enable, boolean)
$21=0 (Hard limits enable, boolean)
$22=0 (Homing cycle enable, boolean)
$23=3 (Homing direction invert, mask)
$24=200.000 (Homing locate feed rate, mm/min)
$25=2000.000 (Homing search seek rate, mm/min)
$26=250.000 (Homing switch debounce delay, milliseconds)
$27=1.000 (Homing switch pull-off distance, millimeters)
$30=12000.000 (Maximum spindle speed, RPM)
$31=0.000 (Minimum spindle speed, RPM)
$32=0 (Laser-mode enable, boolean)
$100=200.000 (X-axis travel resolution, step/mm)
$101=200.000 (Y-axis travel resolution, step/mm)
$102=200.000 (Z-axis travel resolution, step/mm)
$110=2500.000 (X-axis maximum rate, mm/min)
$111=2500.000 (Y-axis maximum rate, mm/min)
$112=1000.000 (Z-axis maximum rate, mm/min)
$120=50.000 (X-axis acceleration, mm/sec^2)
$121=50.000 (Y-axis acceleration, mm/sec^2)
$122=50.000 (Z-axis acceleration, mm/sec^2)
$130=300.000 (X-axis maximum travel, millimeters)
$131=300.000 (Y-axis maximum travel, millimeters)
$132=300.000 (Z-axis maximum travel, millimeters)
$140=1.8 (X motor Run current (amps))
$141=1.8 (Y motor Run current (amps))
$142=1.8 (Z motor Run current (amps))
$150=1.25 (X motor Hold current (amps))
$151=1.25 (Y motor Hold current (amps))
$152=1.25 (Z motor Hold current (amps))
$160=8 (X axis microsteps)
$161=8 (Y axis microsteps)
$162=8 (Z axis microsteps)
特に機械原点復帰動作(ホーム動作)に関してはマシンの仕様によって異なるため確認してください.
機械原点復帰動作をオフにする場合は
$22=0
とCNCjsのコンソール上にて入力します.
なお現在のパラメータの確認はコンソールにて$$と入力することで確認することができます.
また以下の$140~$162はxPRO v5より増えたパラメータです.
$140=1.8 (X motor Run current (amps))
$141=1.8 (Y motor Run current (amps))
$142=1.8 (Z motor Run current (amps))
$150=1.25 (X motor Hold current (amps))
$151=1.25 (Y motor Hold current (amps))
$152=1.25 (Z motor Hold current (amps))
$160=8 (X axis microsteps)
$161=8 (Y axis microsteps)
$162=8 (Z axis microsteps)
$140,$141,$142はモーターの駆動時電流値(RMS値)
$150,$151,$152はモーターの保持電流値(RMS値)
$160,$161,$162はモーターのマイクロステップ
$140~$162は$$のパラメータの確認のコマンドでは表示されません.
$Sのコマンドで$X/Current/Runや$Y/Current/Holdの名前で表示・確認可能です。
※注:CNCxPRO v5では設定電流値と実際に流れる電流が一部乖離する現象が報告されています。できるだけ電流設定は変更せず、電流設定を変更する際は実際に流れる電流を計測しながら調整するようにしてください。
ちなみにCNC xPRO v5ではモーター電流はピーク電流ではなくRMS電流値を指定します。
そのためRMS電流値 = モーターの定格電流 * 0.707よりも小さくなるように設定してください。
設定コマンドの詳細はSparkConceptsのwikiよりご確認ください。
USB接続でのパラメータの変更
CNCjsの場合はコンソール上にて
$◯◯
と入力すると設定値を確認できます.
$◯◯=12345
のように入力すると設定値を変更できます.(上記の例の場合◯◯番のパラメータに12345を設定)
WebUIでのパラメータの変更
Grblタブよりパラメータの設定変更を行う事ができます.
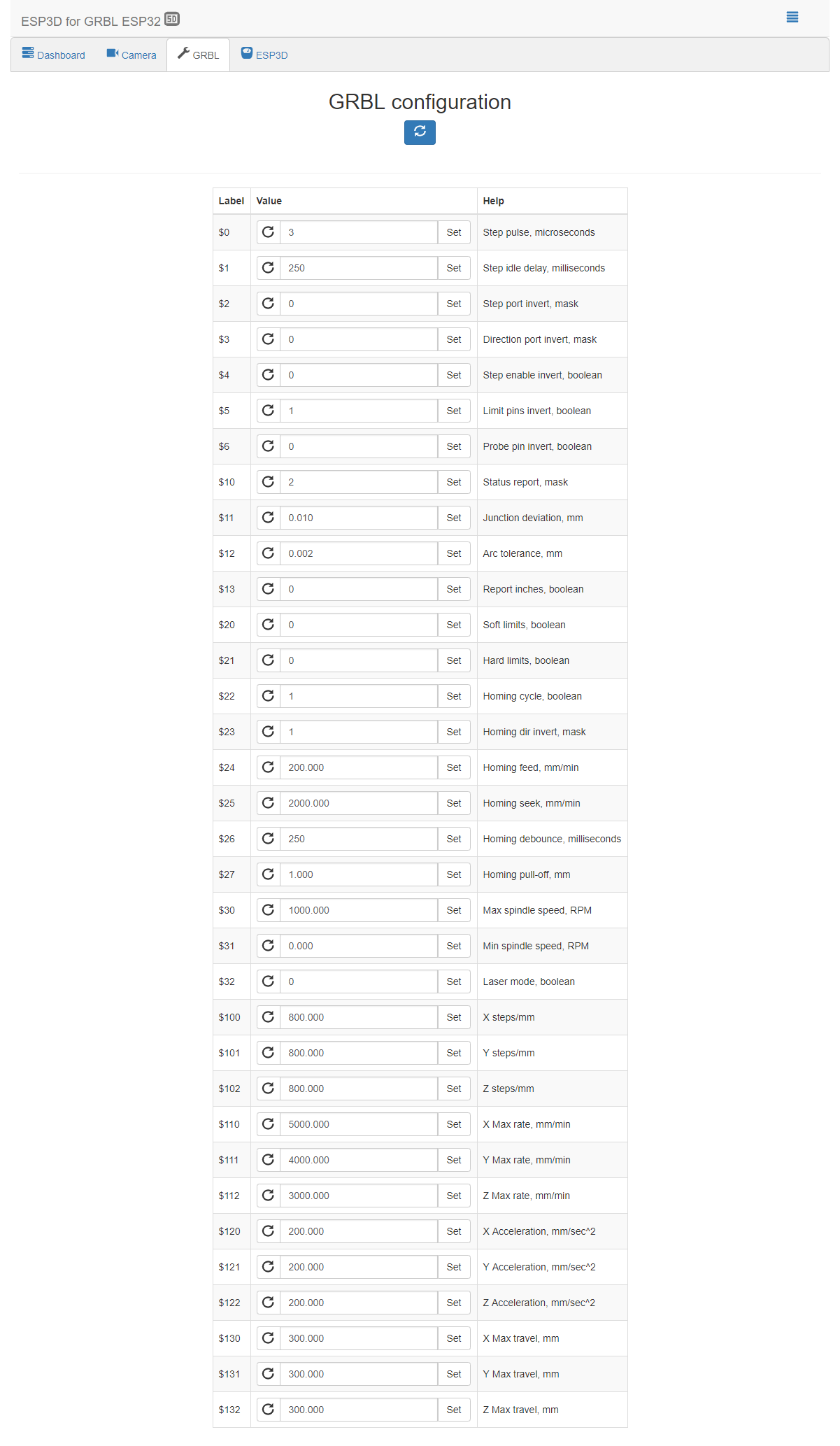
GRBL configurationの更新ボタンを押してパラメーターを表示させます。

パラメータを変更後は数値を入力後Setボタンを押します。
grblのパラメータの内容に関しては以下をご参照ください.
ユーザー設定
コンソールに$Sと入力すると確認することができます.
この設定は一部grblのパラメータの内容と共有しています.
grblのパラメータと同様に$name=valueと入力することで値を書き換えることができます.