このトピに投稿し続けていますが,話が連続しているのでご容赦くださいw
前回のZ軸1軸タイプは,やはり剛性が不足していましたので,Z軸をもう一つ増やして2軸タイプに変更しました.なので,X軸がZ軸上に乗る形にして,Z軸はフレームに固定しました.
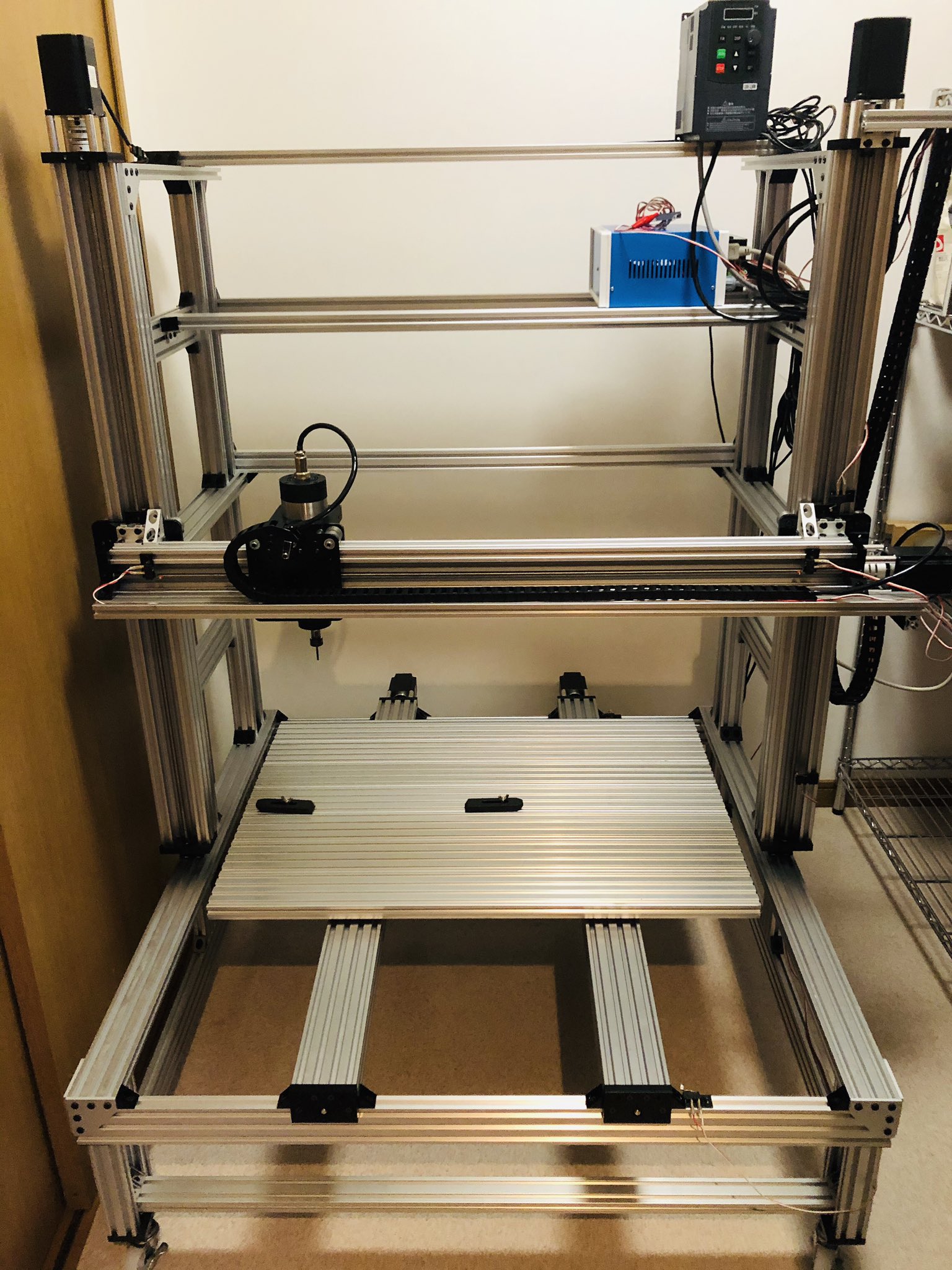
X軸の有効幅を少しでも大きくしたいのでガントリープレートの一部が互いにクロスするように固定しています.
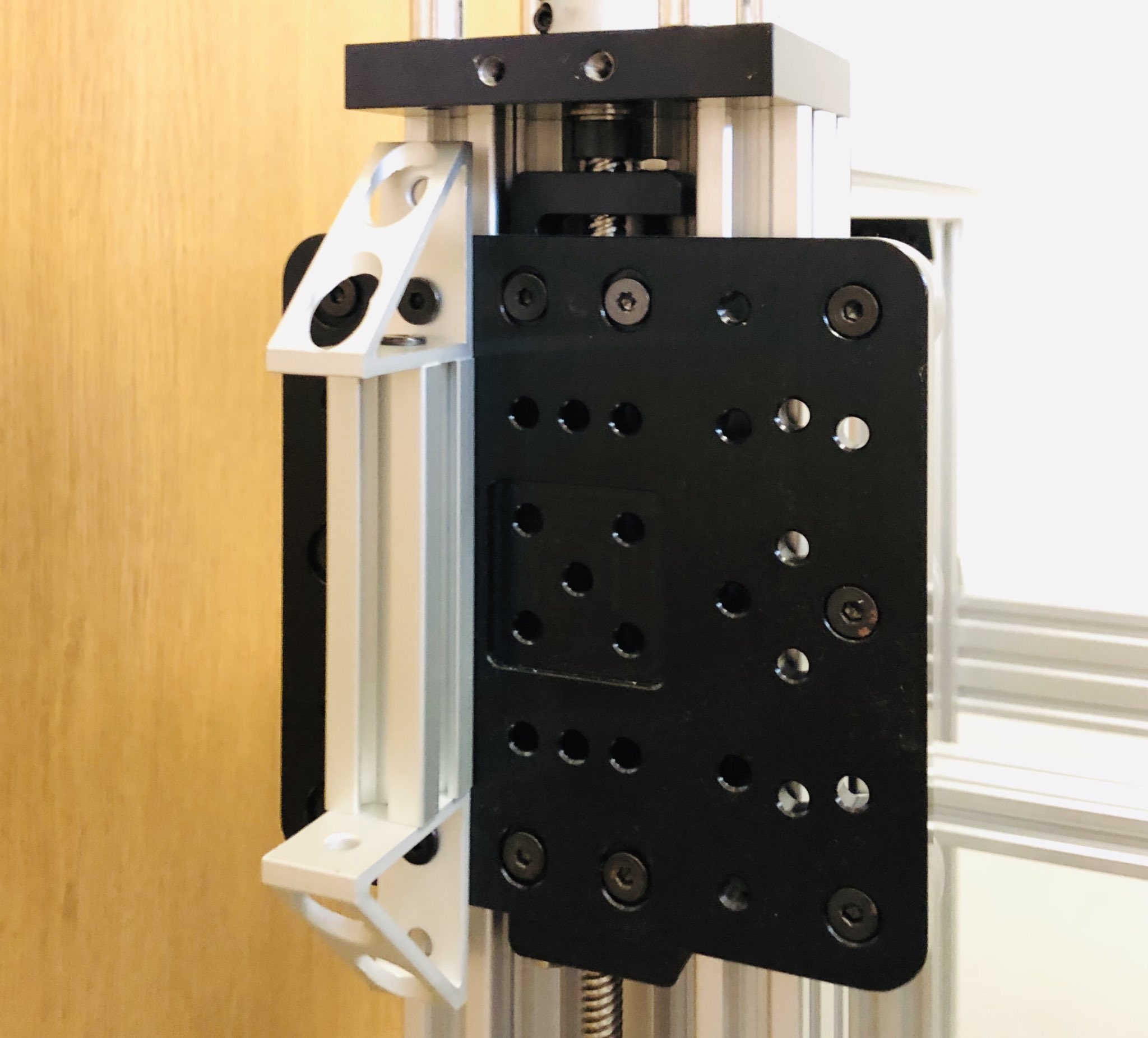

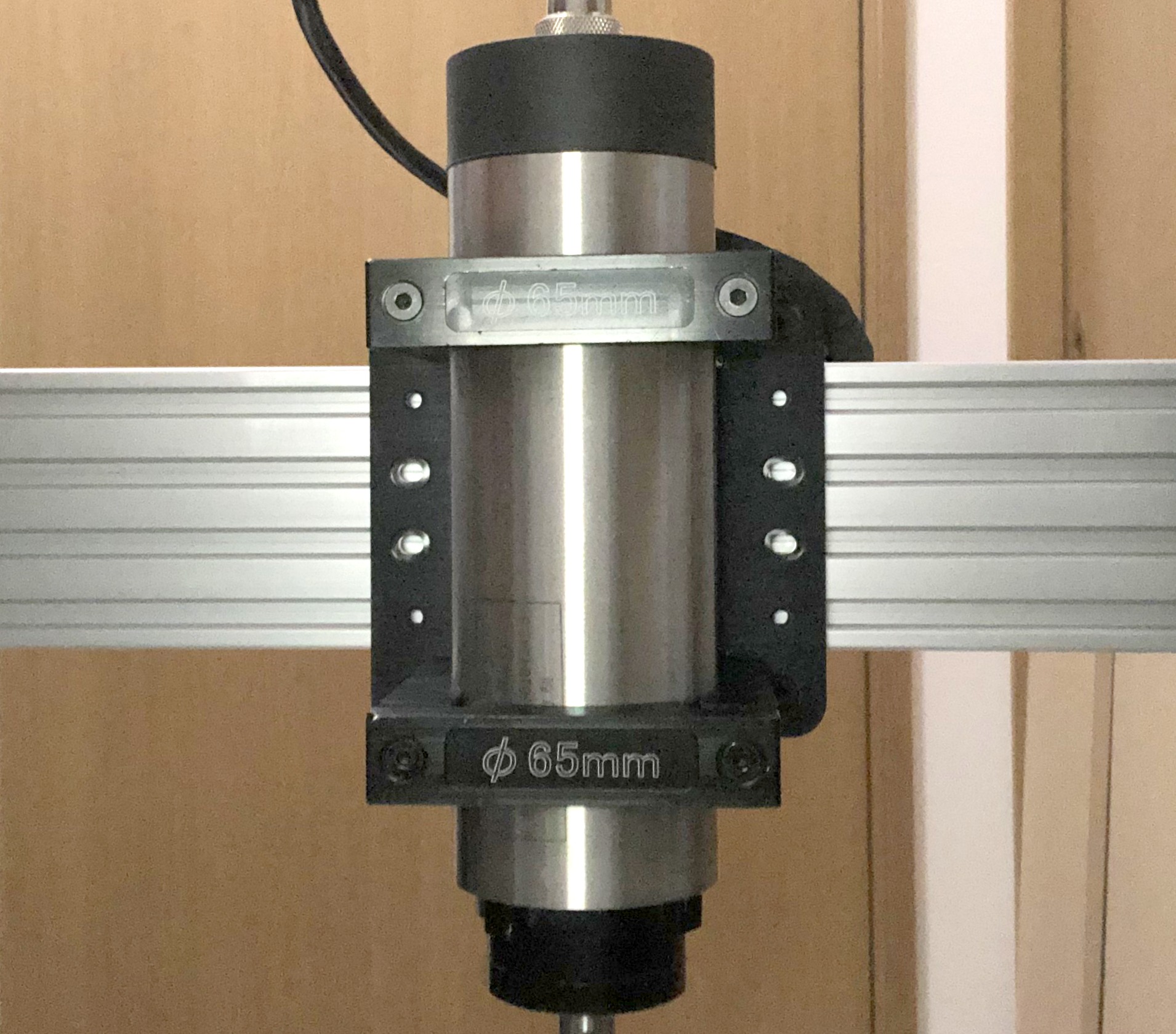
工具固定座は、反対側のガントリープレートからスペーサーを通じて元々の55mmネジで固定しています。
Z軸のモーターが増えたため,今のところシリーズ接続しています.負荷かけずに試しただけですが,パラレル接続でもあまり変わりませんでした.
CNCだけだとこんなにZ軸延ばす必要はありませんね.なのでZ軸の上部リミットスイッチ位置は下から半分ぐらいのところにしていますw
最後に,XYZタッチプレートは便利ですヨ!