GRBLは数回使っただけで、CNCjsを使い始めました。
「CAMを使わずに、今の刃物の位置から 指定の速度で 100mm プラスx方向に動かしたい。」
のようなことは可能でしょうか?
あと少しの加工が残ったときにFusion360に戻ってCNCデータを作らずに
単純な加工をしたい事が何度かありましたので、、、。
GRBLは数回使っただけで、CNCjsを使い始めました。
「CAMを使わずに、今の刃物の位置から 指定の速度で 100mm プラスx方向に動かしたい。」
のようなことは可能でしょうか?
あと少しの加工が残ったときにFusion360に戻ってCNCデータを作らずに
単純な加工をしたい事が何度かありましたので、、、。
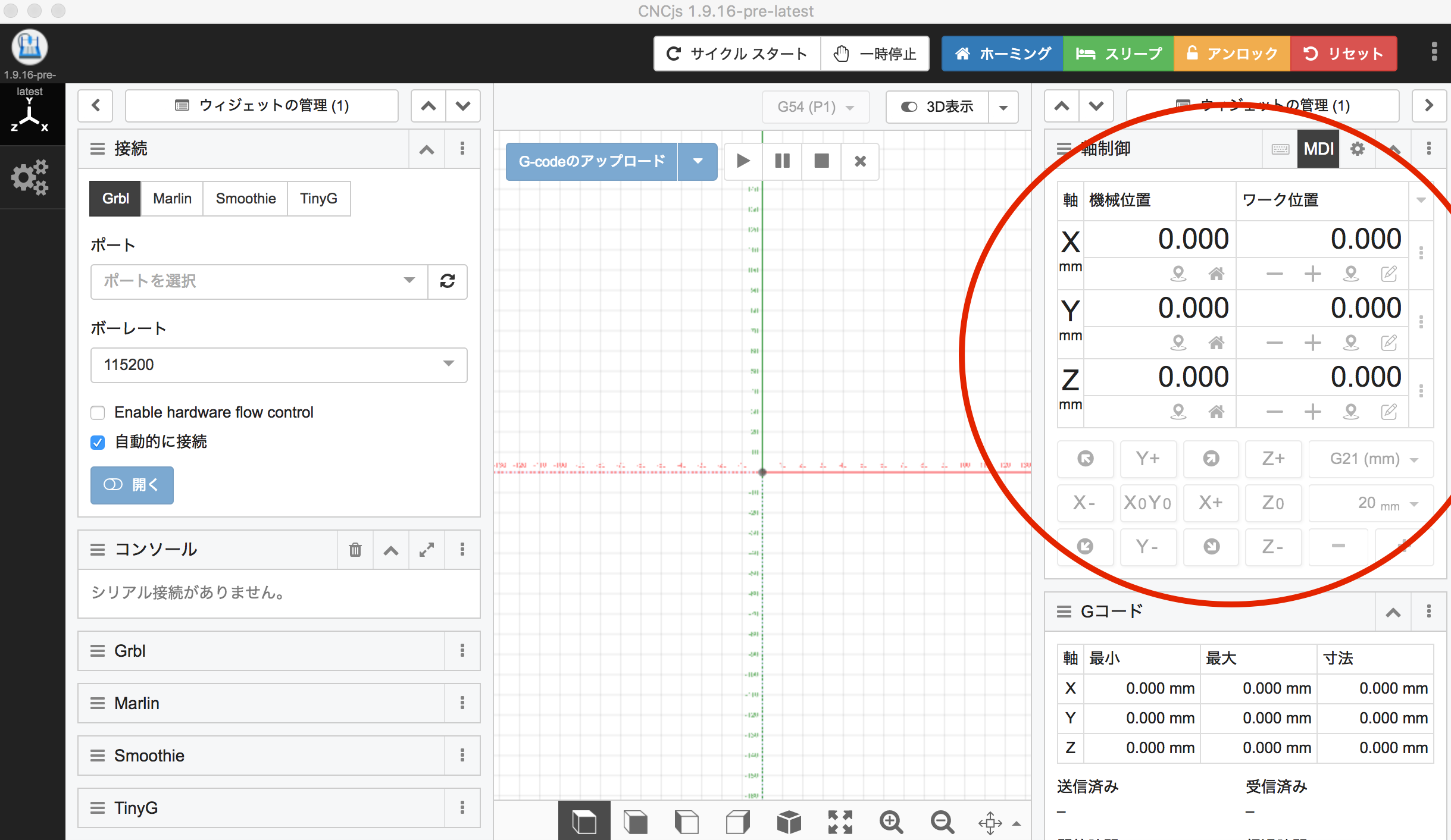
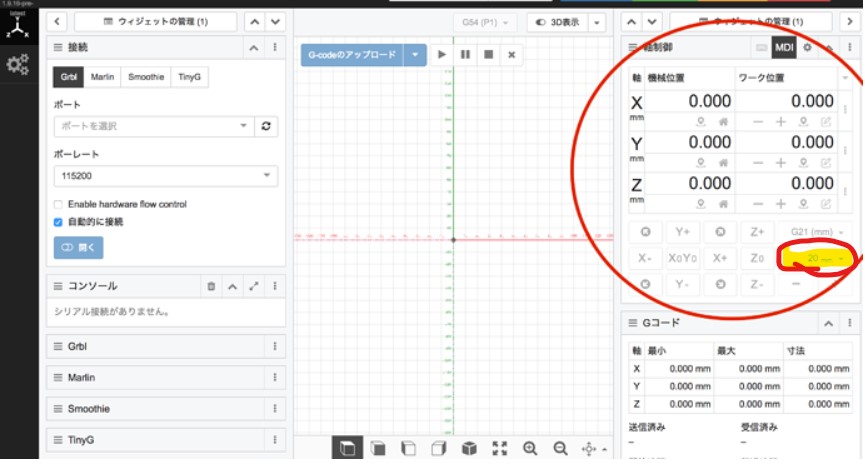
接続して(リミットスイッチが有効な場合はホーミングしたあと)赤丸の部分が該当操作ですね。
黄色ハイライト部分がボタン一回押したときに何ミリ動くかなので100にした状態でX+100を押すとX100ミリ動きます。
動く速度はデフォルトでは最大速度(GRBLの設定のMAXSpeed設定)になりますが、画面左のコンソールのところにF1000と入力してエンターを押すと1000mm/minの移動速度になります。なったはずです。
コンソールではGコードを直接入力して送れるので、Gコードを見ながら手打ちで操作もできます。
Tohruさん Gymさん、ありがとうございます!
コンソールに直接コマンドを打つということができるのですね!
さっそく試してみましたところ、F1000と入力しても速度が変わりませんでした。
教えていただいた赤丸のUIの操作ですと
G91
G0 X100
G90
というコマンドが送られるようです。
調べてみると
G91(現在の工具位置を基準に方向と距離を指定する方式に変更する)
G0 X100(早送りでX軸プラス方向に100mm送る)
G90(基準原点に対する座標を指定する方式に戻す)
G0はたぶんG00と同じだと思いますが、
G00は早送りで送り速度を指定できないと理解しました。
G01は送り速度を指定できるようですので、
G91
G01 X100 F1000
G90
と手打ちしたら送り速度が反映されました。
とりあえずコマンドの手打ちで対応したいと思います。
ありがとうございました。
ちなみに私の環境ですとF1000以上の数値にしてもスピードが変わらないような気がします。
どこかに最大スピードの設定がありましたでしょうか?
デフォルトでボタン押したときは早送り扱いでしたね失礼しました。
最大速度はGRBLのパラメータ
$ 110 = 1000.000(X最大速度、MM /分)
$ 111 = 1000.000(Y最大速度、MM /分)
$ 112 = 1000.000( Z最大速度、MM /分)
で設定されているものが適用されているはずです。早送りのときの速度もこれになっているのでここを変えるとボタンで操作したときの速度も変わります。
パラメータの変更はコンソールにコマンドで$110=2500 と打てば変更されます。