皆で成形条件を共有しましょう。
TAIYAKI向けの成形材料、AvalonTechにて発売開始しました。
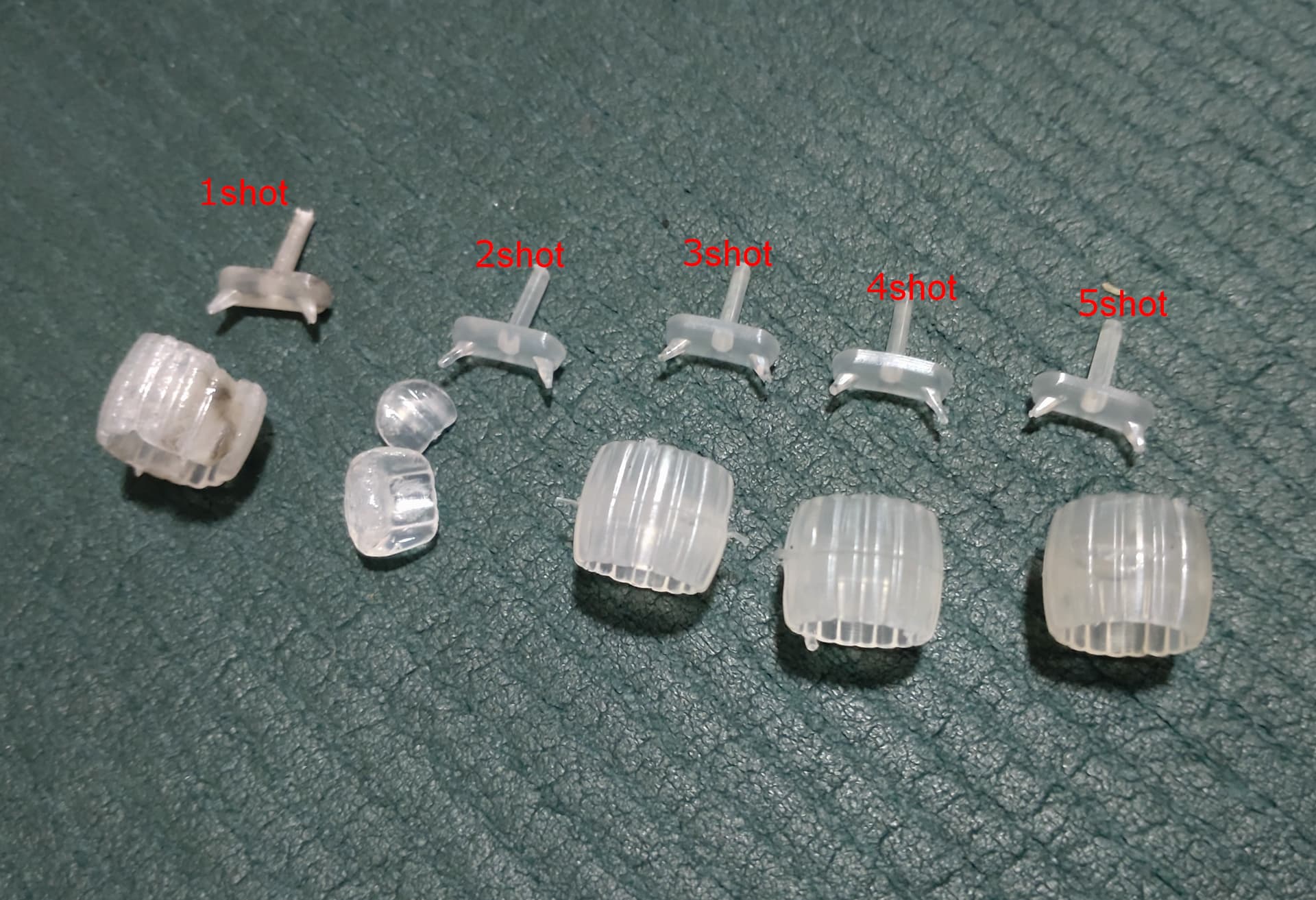
TAIYAKI用PP(ナチュラル)のシリンダ温度と挙動
185~195度:溶融に時間がかかるが、分解は最小限
200~210度:最適値
220~230度:溶融は早いが、数分で分解変色を起こす
240~260度:分解激しい、やめたほうが良い
結晶性樹脂なので一旦溶融すれば流動性良好
設定温度としては205℃推奨
EVA150(柔らかいゴム状の樹脂)の成形トライの結果です。
シリンダ温度:140℃
流動性:良好
所見
シリンダやピストン、金型への貼り付きを起こしやすい。
金型には離型剤推奨、3Dプリント型の場合、冷却は1分以上置かないと固まらない。
シリンダ、ピストンへの貼り付きは成形中は我慢するしかない。
使用後に剥がす・・・
溶融樹脂は、気泡混入の確率が高いので、ダイレクトゲート不向き。
TAIYAKI用 ABS黒の成形性
シリンダ温度:220℃
流動性:良好
所見
硬く、収縮が少ないことから金型の抜き勾配は必ず必要。
(勾配無し、および角度が不足の場合は、3Dプリント型が欠けます)
ABSはシリンダ投入後、溶融する際にガスのせいなのか体積が膨らむので、
投入量は注意して調整すること。
TAIYAKI用 ABS透明の成形性
シリンダ温度:235℃
流動性:ちょい粘る
所見
硬く、収縮が少ないことから金型の抜き勾配は必ず必要。
(勾配無し、および角度が不足の場合は、3Dプリント型が欠けます)
ABSはシリンダ投入後、溶融する際にガスのせいなのか体積が膨らむので、
投入量は注意して調整すること。
透明性はそんなに良くない。(光学系グレードと比べ)
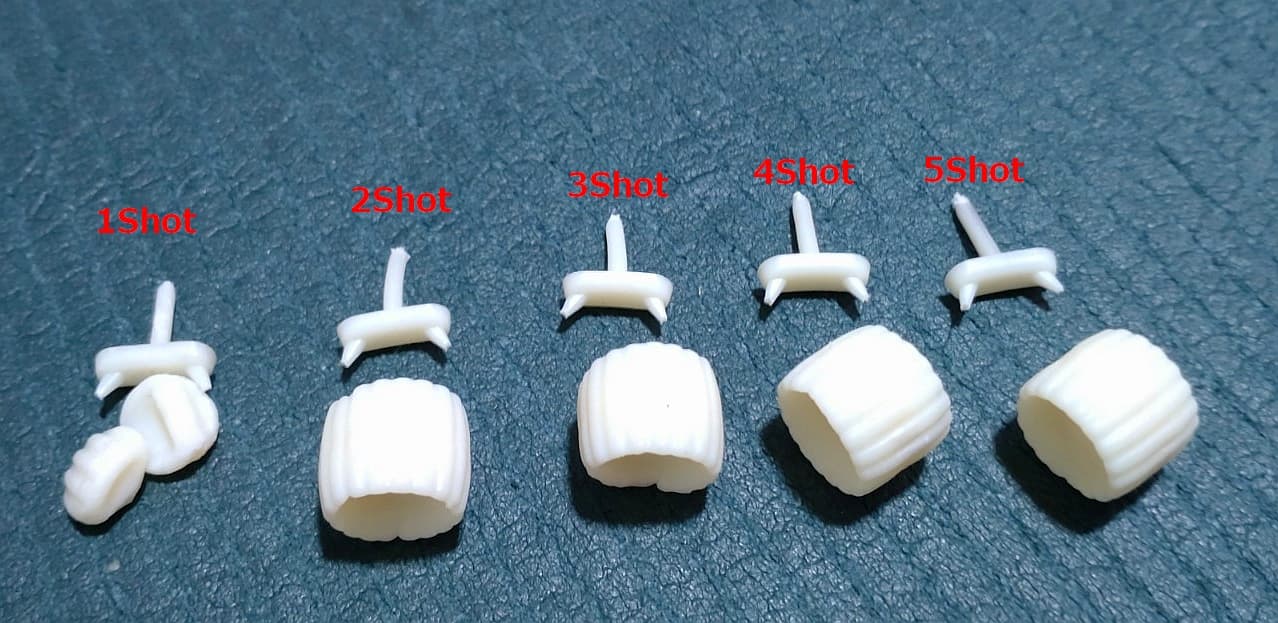
TAIYAKI用 PP黒の成形性
シリンダ温度:205℃
流動性:超良好
所見
PPに様々な改質材が入ったグレード。
ノーマルのPPに比べ、外観、流動性、強度、収縮率が改善されている。
正直現時点、全材料の中で一番使いやすい。
サンプルで少量入手したカーボン繊維入りPPの成形性
シリンダ温度:205℃
流動性:良好
所見
軽量高強度なのが確認できた。
成形性は思っていたよりも良好、流動性が良い。
収縮はPPタルク材と同程度。
サンプルで入手した PMMA(アクリル)の成形性
シリンダ温度:235℃
流動性:良好
所見
収縮が非常に小さい(型の抜き勾配しっかりつける)
型表面のわずかな曇りも転写されるので注意
乾式離型剤推奨
TAIYAKI用 PC(ポリカーボネート)の成形性
シリンダ温度:270℃
流動性:普通
所見
シリンダー温度が高温につき、事前に洗浄剤で前使った材料を排出し、
成形完了したら洗浄剤でPCも排出のこと
型ダメージ大
材料乾燥推奨
サンプル入手したPA6-GF30(ナイロン+ガラス繊維30%)の成形性
シリンダ温度:265℃
流動性:良好
所見
金属代替にふさわしい剛性
シリンダー温度が高温につき、事前に洗浄剤で前使った材料を排出し、
成形完了したら洗浄剤でPA6も排出のこと
型ダメージ非常に大きい
(離型剤使用推奨、金属型使用推奨、写真のテストピース型は3ショットで大きく割れた)
材料乾燥強く推奨