nyaru
7
こんにちは。
軸の入れ替えはケーブルの差し替えで対応できそうですが、動く方向はどうにもならないですね。
おそらくgrblのプログラム修正が必要だと思います。
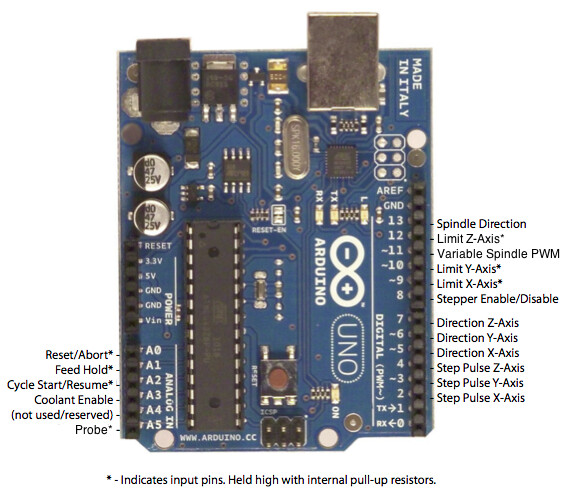
grblのピンアサインと実際の基板のピンアサインが全然違うのだと思います。
たぶんですが、基板のX step pulseのピンがマイコンのY step pulseの部分にきていて、Y軸を動かそうとするとX軸ドライバーにパルスが行き、X軸ドライバーのdirectionの値は変化なしで1方向移動になっているのかと。
(from:
Connecting Grbl · gnea/grbl Wiki · GitHub)
ピンアサインの変更はgrbl1.1に更新した際のソースコード内にcpu_map.hというものがあるはずなので、その中身を変更することになると思います。(定義されている数字の変更)
実際にどう変更するかは基板内の配線次第なので、基板の配線を追うか、テスターで導通確認するか、インターネットで公開されている情報を探すになります。
ちなみにここを見ると各軸STEPを2、3、4→3、5、7、各軸DIRを5、6、7→2、4、6に変更しています。使えるかはわからないですが参考まで
参考: