C-Beam machine Xlarge/CNCjsを使用して居りますが、マークしたところに合わせてX0Y0を設定後、材料の水平方向(X軸方向)の調整の為、X軸を+方向へ400mm移動後、X0Y0をクリックするとY0は問題ないですが、X0が約+方向に1mm程度ずれてしまいます。
どうの様な対処が必要でしょうか?
ご教授頂けましたら幸いです。
こんにちは。
行って帰ってきたときにズレているのはマシンのバックラッシが大きい、締め付けが不十分でガタついてるところがあるという原因が考えられます。
体験的にX軸でがたつきやすいのは
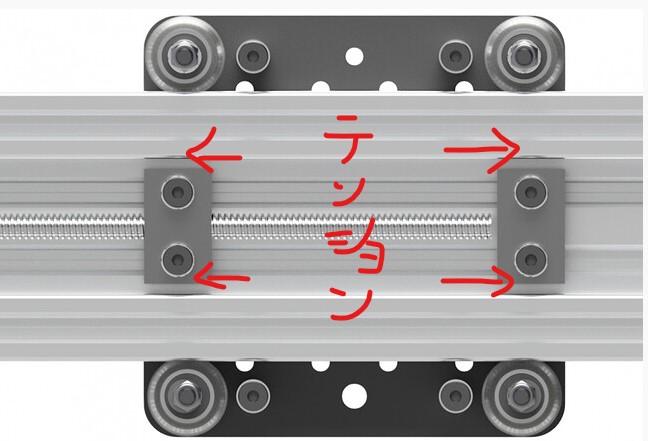
■8mmリードスクリューを通しているふたつの8mmナットブロックの間のテンションが弱い
スロット穴(長穴)で8mmナットブロックを取り付けていますが、スロット穴の中でも二つのナットブロックを互いに引っ張ってちょっと力がかかったくらいの状態で固定することでナットブロックのがたつきを抑えることができます。
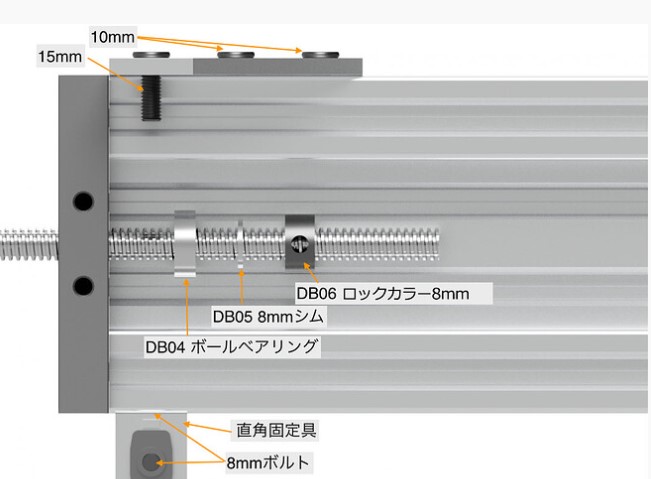
■8mmリードスクリューの固定が完全でない
リードスクリューの両端をベアリング、シムリング、シャフトカラーで固定していますが、左右どちらかに力がかかったときに反対側が1mm隙間が空くような固定をしていると、行と帰りで1mmずれることになります。

1mmのずれとなると後者のリードスクリューが固定しきれていない方かな?と思います。
X軸のガントリープレートに力をかけてみてガタつかないか。リードスクリューがしっかり左右とも隙間がないように固定されているか確認してみてください。
Gym様、いつもありがとう御座います。
・8mmリードスクリューの固定が完全でない
以前、ロックカラーのスクリューが緩んでボールベアリングと供に固定されてない状態になっており、リードスクリューも固定されなかった為、行って帰ってきたときにズレてたことがあったので、投稿後に確認しましたが、今回は問題ありませんでした。
・8mmリードスクリューを通しているふたつの8mmナットブロックの間のテンションが弱い
8mmナットブロックの締め付けを再度確認してみます。
8mmナットブロックを締め付け直したら問題は解消され、X0Y0へ復帰出来ました。
ありがとう御座いました。
しかしながら、新たな問題が発生しました。
X+方向へ300mm移動後の位置を定規で計測したところ、約285mmの位置で停止してしまいます。Φ6mmのエンドミルにて、初期設定に用いた 10 (x) x 10 (y) x 2 (z) mm を切削してみましたが、10.01 (x) x 10.05 (y) x 2.05 (z) mm と大きなずれは見られませんでした。
こんにちは。
今まで動いていたのであれば、ハードウェア的な問題、特に軸移動時の負荷が大きくなって動かなくなったのかなと思います。
切削で精度は出ているようなのでstep/mmの問題ではなさそうです。
ちなみに現象としては285mm以降が一切動かない感じでしょうか?
また停止時はガガガみたいにモーターが負荷に負けているような音がしているとかはないでしょうか?
原因の絞り込みのため以下を試してみてください。
- 手で軸(カップリング)を回して抵抗なく回るか、止まる地点に行く際も回す抵抗は大きくないか
- 抵抗が大きい場合、調整時にナットブロックの締め付けすぎた可能性があります。多少重い程度であればモーター電流を増やして強引に解消できますが、ナットブロックの調整し直しをしたほうが良いです。
- ソフトリミットは設定されていないか。→CNCjsのコンソールで
$20を入力すると$20=1となっていないか確認。- ソフトリミットが有効になっている場合、Xの移動範囲が285mm程度に制限されていないか。→コンソールで
$130を確認して値が280などになっていないか確認。280くらいになっていた場合は稼働範囲に合うように値をセットしてあげてください
- ソフトリミットが有効になっている場合、Xの移動範囲が285mm程度に制限されていないか。→コンソールで
nyaru様
いつもありがとう御座います。
ご指示頂きました事項を行ってみました。
-
手で軸(カップリング)を回して抵抗なく回るか、止まる地点に行く際も回す抵抗は大きくないか
- 抵抗が大きい場合、調整時にナットブロックの締め付けすぎた可能性があります。多少重い程度であればモーター電流を増やして強引に解消できますが、ナットブロックの調整し直しをしたほうが良いです。
===> 手でカップリングを回しても抵抗なく回ります。一応、ナットブロックの締め付けも再度調整してみました。
- 抵抗が大きい場合、調整時にナットブロックの締め付けすぎた可能性があります。多少重い程度であればモーター電流を増やして強引に解消できますが、ナットブロックの調整し直しをしたほうが良いです。
-
ソフトリミットは設定されていないか。→CNCjsのコンソールで
$20を入力すると$20=1となっていないか確認。
===> ソフトリミットは設定してませんでした($20=0)
Avalon Techさんから頂いたΦ6 V エンドミルを使い、MDFボードに50mm毎に線を切削し、中央に端から端(450mm)の線も切削してみました。
調整する前の$100=199.574の場合、50mm間隔の実測値は49.47mmでした。
従って、$100 = 199.574 x 50.00/49.47 = 201.712 に設定し、再度、同じ線を切削したところ、すべての線の間隔は50.10mmとなりました。
$100=201.712の状態で 10 x 10 x 2 を切削したところ、X軸方向は 10.05mmとなりました。
取り合えず、暫くこの状態で使用してみます。
本当にありがとう御座いました。