alg
1
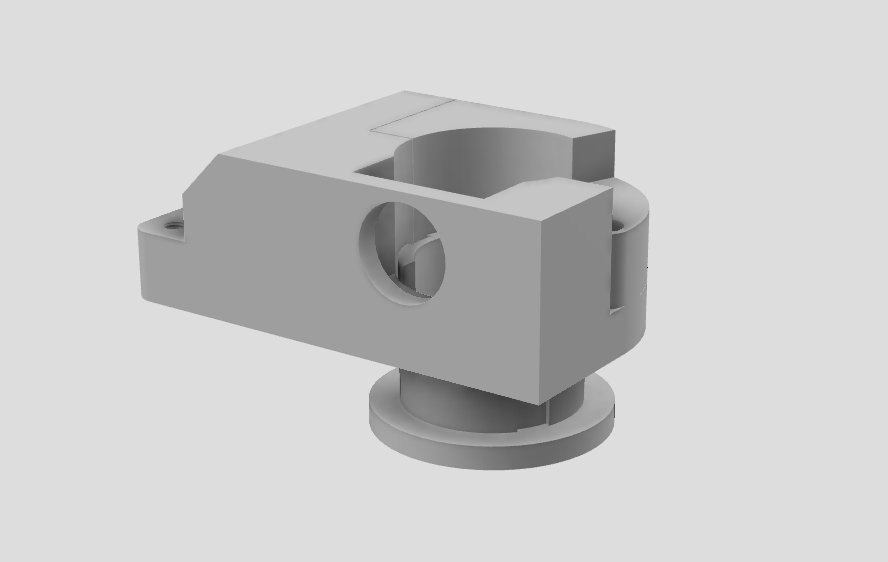
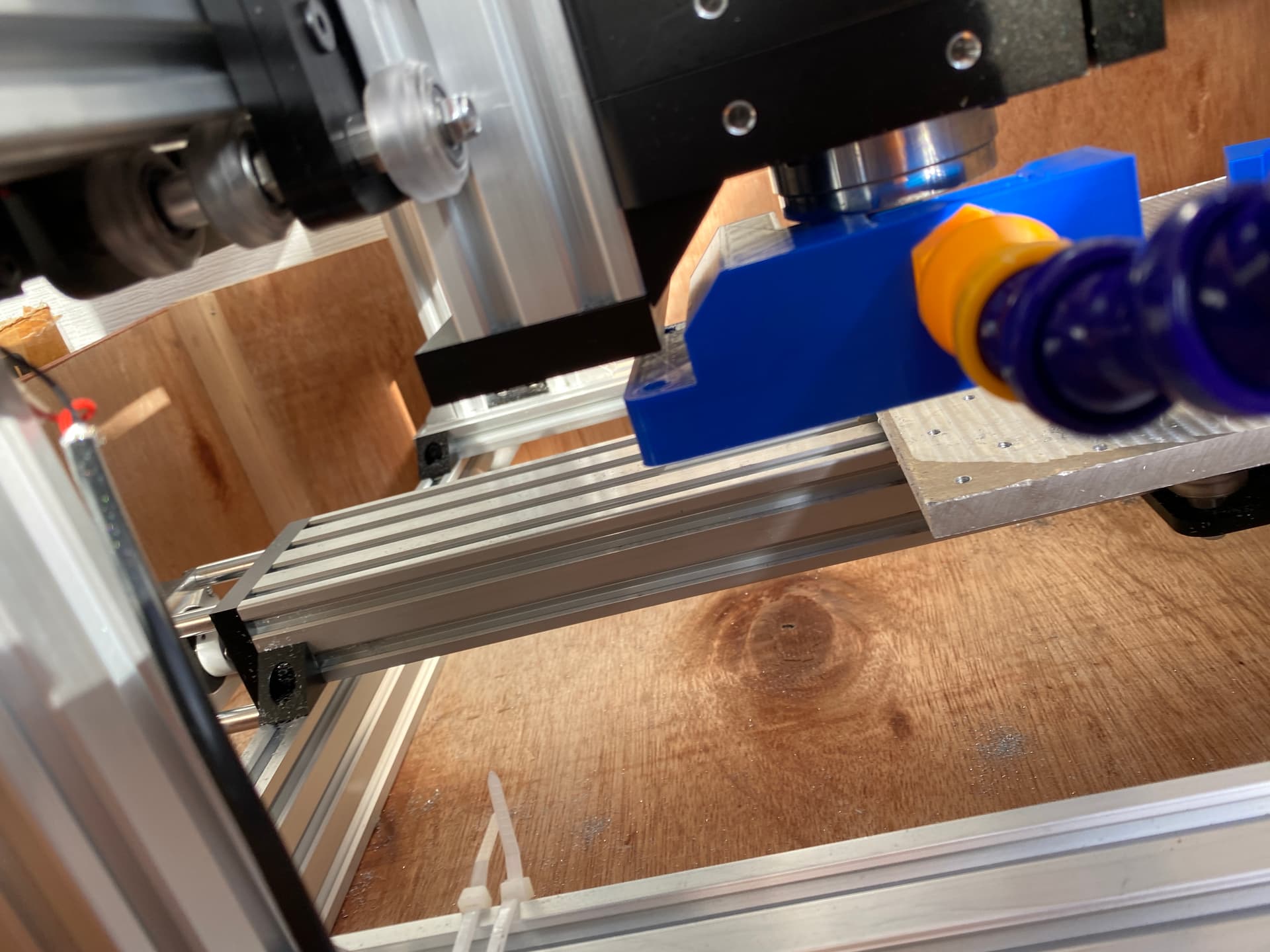
C-beamマシンでの加工時に集塵ができるよう集塵機治具を製作しました
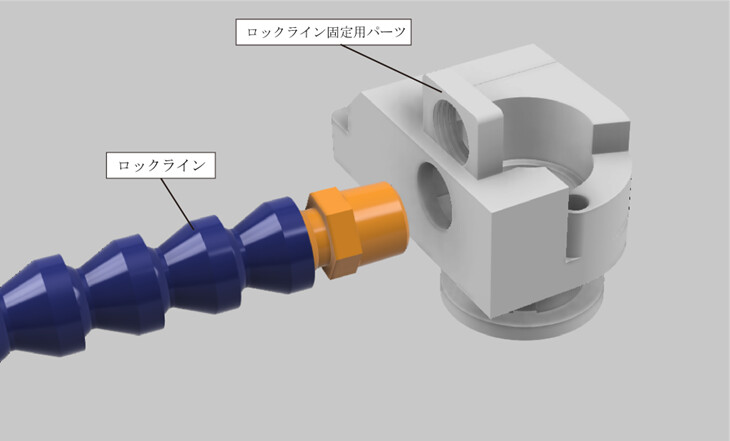
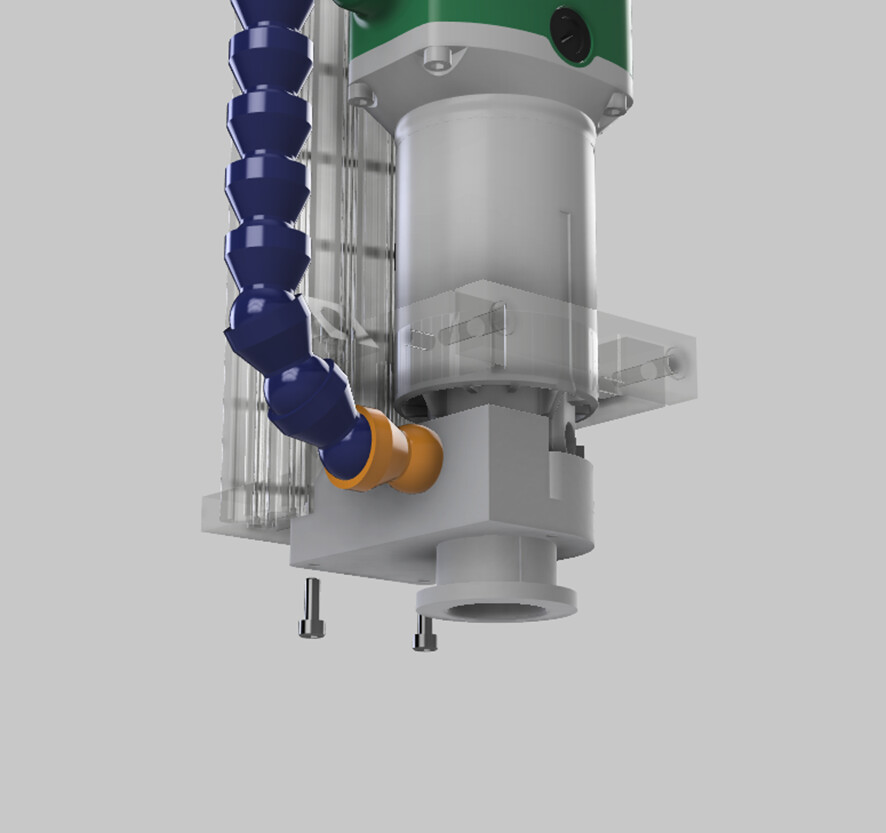
図のようにロックラインを装着し、C-beamマシンのZ軸に取り付けます
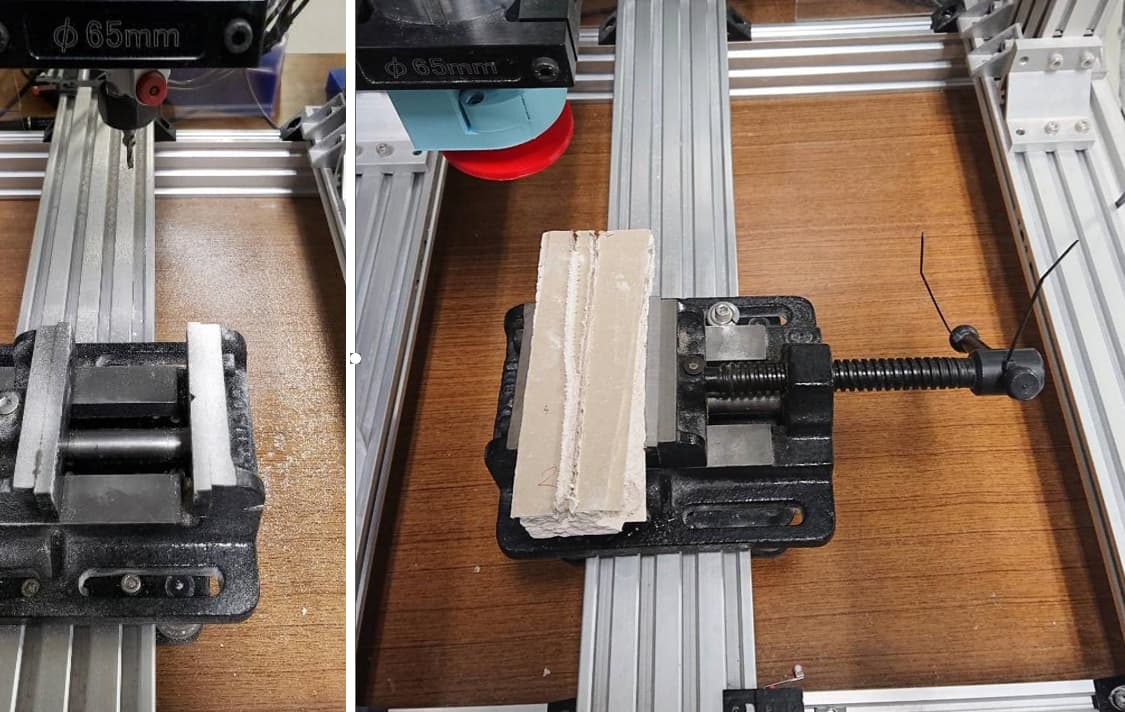
実際に使用した際の集塵効果(左:集塵なし 右;集塵あり)
(主軸回転速度10000rpm、送り速度1000mm/min、切り込み量12.5mm、被切削材:石膏ボード)
いくつかの実験を行った結果、加工部を覆う形状が最も効果的に集塵を行うために必要だと感じた(集塵機レポート.pdf)ので、「加工部を覆うことのできる形状」と「切り込み量の変化による治具の位置合わせ不要」を目標の形状として制作しました。
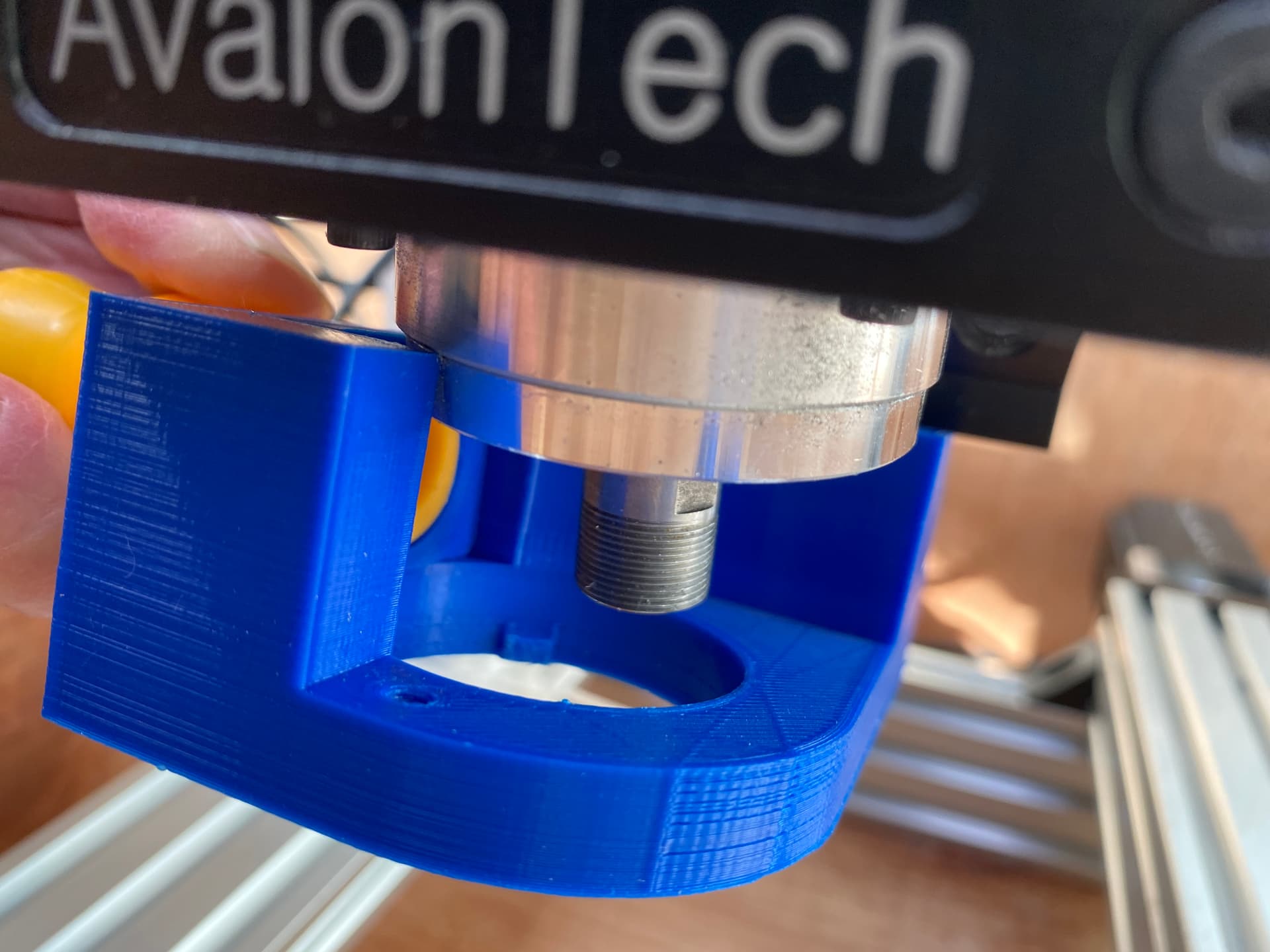
形状詳細
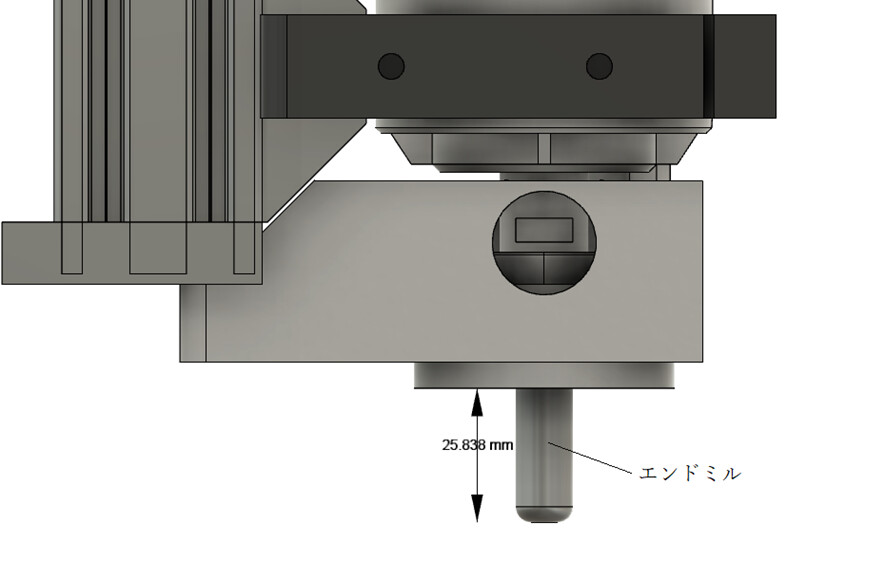
60mmのエンドミルをルータに20mm挿入した状態で最大約25mmの加工可能です。
(工具固定座をZ軸の最下部に設置した場合)
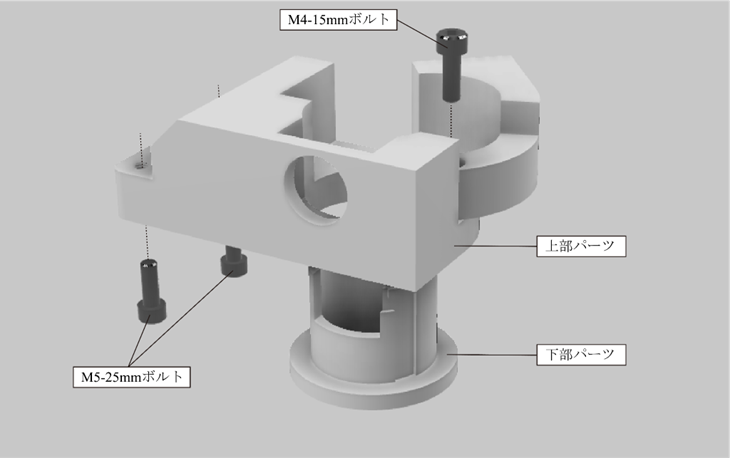
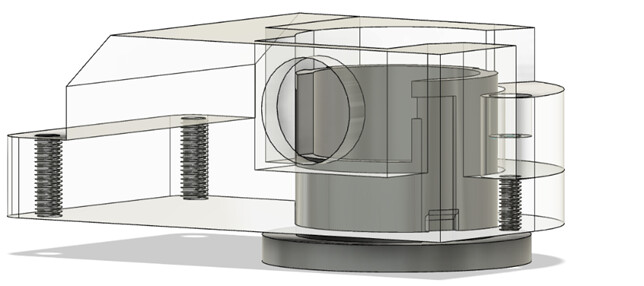
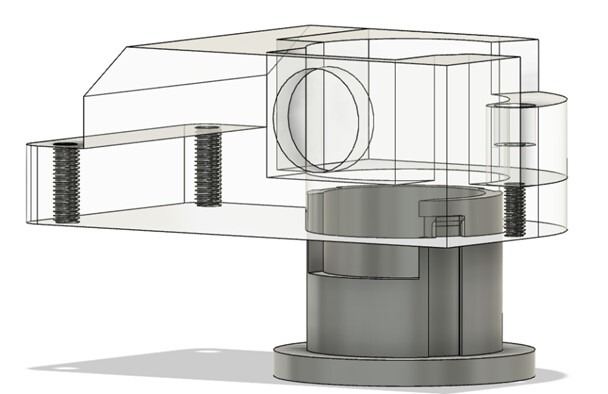
切削部を覆うため、図のパーツが可動します。このパーツは重力で下がるので加工面との位置合わせ不要です。
こちらの集塵機治具はAvalontechのショップから無償サンプルを提供しています。
ライセンス
Licensed under CERN-OHL-W v2 or later (Home | CERN Open Hardware Licence )
presented by AvalonTech株式会社, 株式会社爽美
実験レポート
CADデータ
「いいね!」 2
kawade
2
株式会社爽美殿
集塵機治具を評価しました。切削くずを処理するのは、色々と悩むところです。
今回評価した治具は、多分マキタのルーター用で産業用スピンドルでは、径が大きくて入りませんでした。添付の写真では、産業用スピンドルをZ軸方向の切削範囲を広げるために工具固定具の取り付け位置を可能な限り、上側(スピンドル軸側)に設置してあります。この状態でも、集塵機治具を設置しようとすると隙間ができてしまいます。また、取付方向にも制限があり、私の場合には部屋の設置の関係から正面左側で工具交換します。集塵機治具の場合には、正面右側からの交換に限られてしまいます。実際の工具交換をしていませんが、かなり窮屈な感じがします。工具交換時には、カバーが外せると色々な制限が無くなり、使いやすくなると思われます。キリコ処理には、皆さん悩んでいますので、期待しています。
ご提供いただいた集塵ノズルをArtCNC Largeに取り付け、運用・評価しました。
まずは注意点から。
形状的に制限される点があります。
●上部パーツの天面とスピンドルの底面を密着させないと気密が確保できずに集塵性能が発揮できないため、必然的にスピンドルの取り付け高さが決められてしまう。
●決められたスピンドルの取り付け高さに対して、テーブルや加工物の高さが一定以上で、なおかつ刃物が長いと交換ができない可能性あり。わたしの場合は集塵パーツを取り外し、その後コレットチャックごとドリル(M6 L105)を外すことで脱着できた。
●集塵機能は非常に良好だが、真空によって常に天側に吸着されることで加工面を覆うことができなくなってしまった。
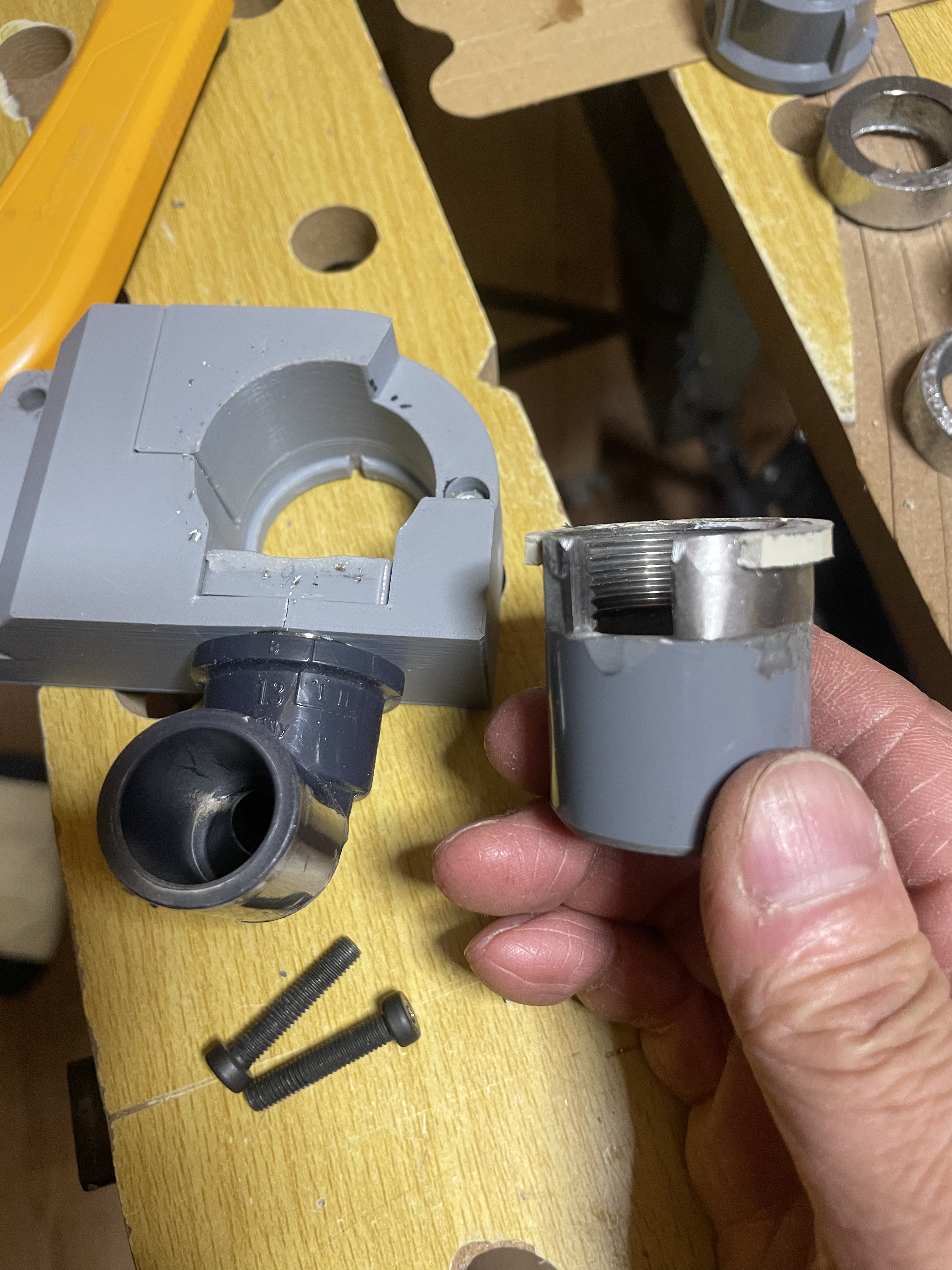
また、数時間の使用で下部パーツが変形(熱による?)してしまった。
これに伴い、下部パーツを作成した。
材料は塩ビ配管の既製品を切っただけのもので、加工は非常に簡単。
下部パーツの回転を規制する為に上部パーツに溝を掘り、下部パーツにリブを接着した。
上部パーツはヤスリで擦り、下部パーツにはABS材 2x2x任意の長さを接着。アロンアルファにプラスチック用(プライマー付き)の物があります
しかし真空で上部に引き上げられる現象は解消しなかったので、一部を金属にして重量を付けることで解消した。
クランプの方法や位置によっては干渉が発生するので注意が要るが、わたしは皿ネジでクランプするようにしていて、加工面のフラットを確保するようにしているので基本的には問題になりません。
が、キャップボルトによる製品クランプしかできない形状の場合もありました。
試しに厚手の紙に切り込みを入れたものを下部パーツに貼り付けてスカートのような形状にしてみましたが、切削物がアルミで切粉の重量の問題もあり、集塵性能は著しく低下しました。
また、木材でも切削条件次第では切粉が大きくなるので、どこかに詰まって使い物にならない可能性も。
以上、報告でした。
需要があれば材料と詳しい加工方法もアップします。
わたしは上記の通り基本的には皿ねじによるクランプでMDFを切削するので問題は起こりません。
この機構はとても優秀で、非常に満足しています。
「いいね!」 1