皆様のこちらの投稿を拝見させていただいてようやく高剛性CNCが完成しました!
ありがとうございます。

xprov5
nema23
全LMガイド
2.2kwスピンドル
超々ジュラルミンフレーム
上記でソリッドチタンが切込み1mmF500で切削可能でした
LMガイドとボールねじを国産に拘ったせいで100万近い金額に。。。
皆様のこちらの投稿を拝見させていただいてようやく高剛性CNCが完成しました!
ありがとうございます。
LMガイドとボールねじを国産に拘ったせいで100万近い金額に。。。
これはデスクトップ機としてロマンの塊で最高ですね
ちなみに左手前にあるピン?はどういう意図なんでしょうか?
あーこれピンじゃなくてただの六角レンチですね
組み立て最中の写真しかなかったもので(汗)
丸い穴の空いた小さい板はクーラントのクランプです
あすみません
写真見て気付きましたが左下のピンって天板の上のやつですね!
M6ボルトを置いてるだけです(笑)
なるほど、ボルトでしたか!
このBBSで出てるCBeamマシンなどと比べてかなり高剛性だと思いますが、今のところ切削していてビビりがあったり、ちょっと厳しそうだなーと感じた条件ってありました?
大型のNC並の切削条件では試してない(エンドミルが勿体なくて怖い)ですが
A2017のt15mmの外径仕上げを1mmF500で行った際に若干ビビって面が荒れたことはありました
D6の3枚刃だったんでエンドミル自体がたわんだ可能性もありますが。
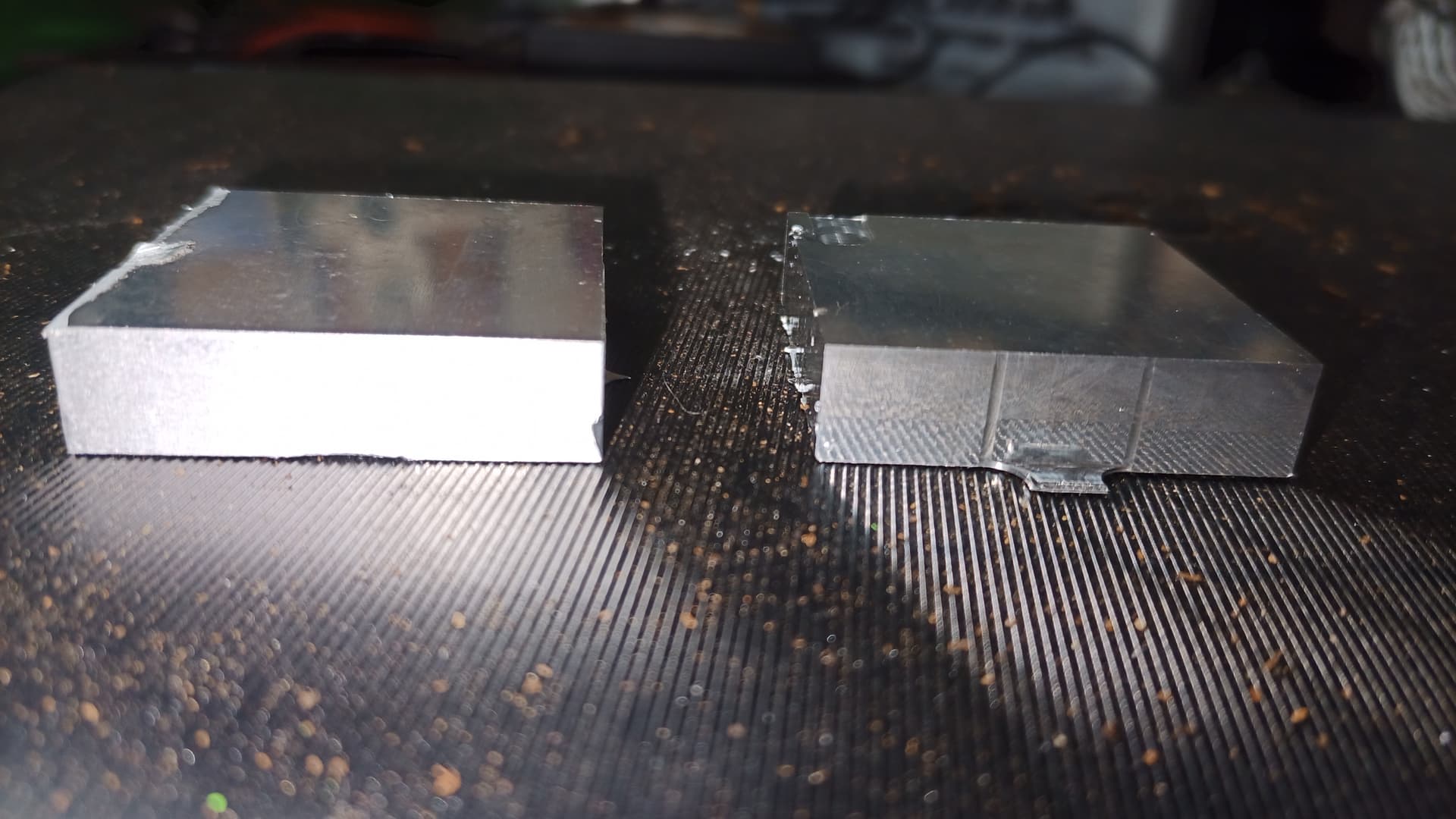
そういえばビビリとは違うんですが 板材から切り抜き加工するときにタブを使用した際、タブの始まりと終わりの部分に指で触ってわかる程度のエグレ?ヘコミ?みたいなのが出来るんですが何が原因かわからず。。。
わかりにくいですが写真の線みたいに写ってるとこですね
なるほど、参考になります。
タブのところはなんでなんでしょうね
加工の始まりと終わりで一旦停止するとかでエンドミルのたわみが戻るとか?
うーむ、ちょっと検討がつかないですね
こんにちは。
タブの前後がちょっとへこむのは自分も発生しました。
材料が木だったのでごまかせましたが、金属だと線がはっきり見えて気になりはじめますね…
タブの前後で送りが0になってZの上げ下げだけになるところがあるので、他の箇所に比べて負荷が変わるのでへこむのかなと思っています。
(その場合へこんでいるところが無負荷に近い加工ができているので正しい寸法が出ていて、他のところは0.05mmくらい大きくなってる?)
アルミの板を買ってみたのでテストがてらこっちでも確認してみたいと思います。
ところで、自分はマキタのルーターで削っているので回転数が一番遅くて10000rpmなのですが、2.2kWのスピンドルになると低速回転でもいい感じのトルクがでるのでしょうか?(10000rpmだと摩擦熱に気を遣うので本当はもっと下げたいところ)
こんにちは!
Z軸が垂直じゃないのかな?とかも思って円柱状のデータの8方向にタブを設置してみたんですけど全て同じように凹んじゃいました
ベアリング圧入用にタブ無しで丸穴、丸凸を20.05と19.95で指定して削って見たんですけど0.01〜0.03程度の誤差で済んでるので寸法的には問題ない?ように感じます。
タブの凹み以外の部分も寸法は0.03の誤差ですのでやっぱりデータ上より凹んでるっぽいです
書き込んでいて気付きましたが廃材側の側面には凹みがないんでもしかしたらアップカットとダウンカット違いでほんの少しビビリやたわみが変るのかもしれませんね
明日私も条件変えてテストしてみようと思います
木材の切削は行ったことがないのでお力になれるかわかりませんが、
s55cをd10、6枚刃のエンドミルで切削した際は7000回転前後でしたのでトルクはそこまで落ちていないのでは?と思います。(実際に測っていない&切削液ダバダバなので参考になるかわかりませんが…)