どうもこんにちは、普段JWCADで作図してNCVCでNCデータに変換してCNCjsで切削しています
これまでは切削開始すると早送り(G00)で開始位置まで加工原点から移動して切削できていたのですが、普段より大きなワークを削らせたところスタートさせるとゆっくり動いて(まるで切削速度で)加工開始点へ移動するようになってしまいました。加工終了後も(必ずではないのですが)ホーミングするとゆっくり戻ってくることもあります。(基板CNCxPROv5の Relayという警告灯が点灯しています)リセットすると元に戻ります。…んでもって、普段加工している小さ目な(300mm四方くらいの)ワークをリセット後加工すると普段通りの速度で動きます。一体何が起きているのでしょうか?設定の問題でしょうか?それとも配線とかの問題なのでしょうか?どなたかこのような状況をご存じの方おいでじゃありませんでしょうか?
こんにちは。
NCVCを使ったことがないので、正しいかはわからないですが以下はちょっと思ったことです。
おそらく加工開始点までG00指令ではなくG01になってしまっているのかと思います。
CNC xPRO v5のgrbl_esp32ではG0指令ではパラメータで指定した最速での移動となるはずです。
他の小さいワーク用のNCプログラムではG0で高速移動となっているようなので、xPROの設定の問題ではなく、NCプログラム内の加工原点までの移動がG0ではなくなっているのではないかと思いました。
NCVCの設定はわかりませんが、軌跡を書いて読み込ませるソフトのようなので、加工原点までの移動を切削用のパスとして定義してしまっていないかなど、NCVC側の設定を一度見直してみると良いかもしれません。
これはCNCjsのホーミングボタンを押したら普段よりゆっくり帰ってくる場合があるということでしょうか?
もしそうであれば確かに挙動としてはおかしいかもしれないですね。
一度パラメータは消えてしまいますが、CNCjsのコンソールに$RST=*を入れるとパラメータ類は全部リセットできるので、その後パラメータを再設定してみることで改善が見られるかもしれません。(昔、パラメータを入れたのにうまく反映されないということがあったのでそういう類かもしれません・・・)
またはファームウェアの更新を一度試してみても良いかもしれません。
これはスピンドル回転の指令かクーラントの指令によってリレーが稼働しているだけだと思うので、特に問題はないと思います。
NCVC側の設定か、マシン側の問題か切り分けるのに
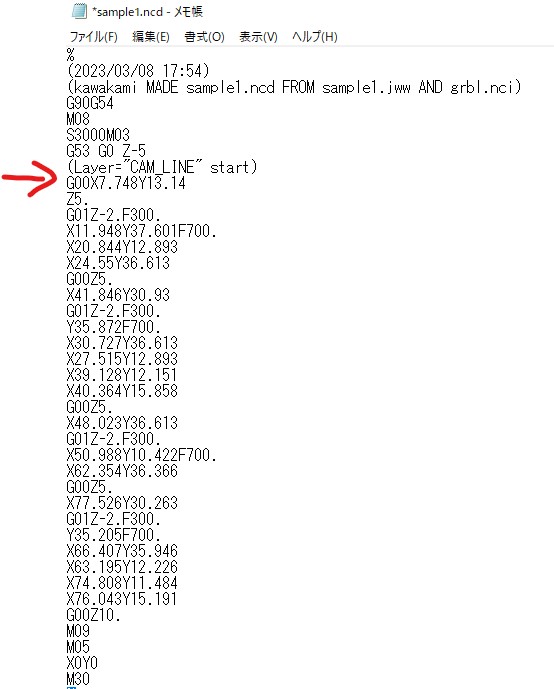
ゆっくり動く加工データをメモ帳などで開いて最初の動きがどう書かれているか確認してみるのはどうでしょう。
たぶん9行目くらいの
G0X〇〇Y〇〇
のところが通常早送りで加工位置に移動するところですが、ここがG01になっているのならNCVCでデータを作るときの設定だと思います。
ちゃんとG00になってるのに遅い場合はなんでしょうね…
NCデータを添付してもらえたら自分のマシンで動かして同じことが起きるか確認したりはできますが
ぱっと原因は思いつかないですね
ありがとうございます、いろいろチェックしてみます!
NCデータのG00X…Y…のところは私も気になって見たのですが
G00でした、しかしご指摘を参考にチェックしてみます。
因みにNCデータは下記になります
CNCjsのパラメーター再設定は今度やってみたいと思います。
今はCNC機の有るところではないので
気は早りますが、近いうちに行って試してみようと思います。
%
(2023/03/04 13:55)
G90G54G92X0Y0Z10.
M08
S3000M03
(Layer=“CAM01” start)
G00X-375.Y-421.7
Z2.
G01Z-1.5F100.
X-353.7F350.
Y-541.7
X-335.7
Y-622.7
X-175.3
Y-359.7
X-139.3
Y-96.3
X-197.
Y-601.3
X-319.3
Y-241.5
X-337.3
Y-19.7
X-274.7
Y-141.3
X-292.7
Y-564.7
X-253.3
Y-19.7
X-37.7
Y-359.7
X-19.8
Y-826.3
X-189.7
Y-862.3
X-289.7
Y-880.2
X-375.
G00Z10.
M09
M05
X0Y0
M30
%
自分のマシンで張ってもらったNCデータを動かしてみましたが、NCデータ通りG00の部分は正常な早送り速度でした。
(三行目のG92X0Y0Z10.はこちらの都合で消して動かしています)
接触不良なら正しい座標にたどり着かないと思うのでなんでしょうね。
毎回起きるようならファームウェアを更新してみるのはアリだと思いますが、原因は思い当たらないです。