2ガントリープレート組立
2-1 X軸ガントリープレート組立
| 部品番号 | 使用部品名 | 個数 |
|---|---|---|
| ❶ | ガントリープレート – 汎用型 | 2 |
| ❷ | 8mmナットブロック | 2 |
| ❸ | スペーサー - 3mm | 4 |
| ❹ | スペーサー - 6mm | 4 |
| ❺ | 偏心スペーサー6mm | 4 |
| ❻ | スペーサー - 9mm | 4 |
| ❼ | スペーサー - 20mm | 8 |
| ❽ | Vホイール | 8 |
| ❾ | ワッシャー | 8 |
| ❿ | ロックナット | 8 |
| ⓫ | 低頭ボルト M5 - 20mm | 4 |
| ⓬ | 低頭ボルト M5 - 60mm | 8 |
| ⓭ | 1mm精密シムリング | 4 |
2-1-1 X軸ガントリープレート1
❶ガントリープレート – 汎用型の長穴部分に❷8mmナットブロック 2個を取り付けます。プレートのざぐりにボルトの頭が隠れるように。
❷8mmナットブロックは❶ガントリープレート – 汎用型に直接取り付けず、⓭1mm精密シムリング、❾ワッシャーを挟みます。⓫低頭ボルト M5 - 20mm 2本と❿ロックナット 2個で固定します。
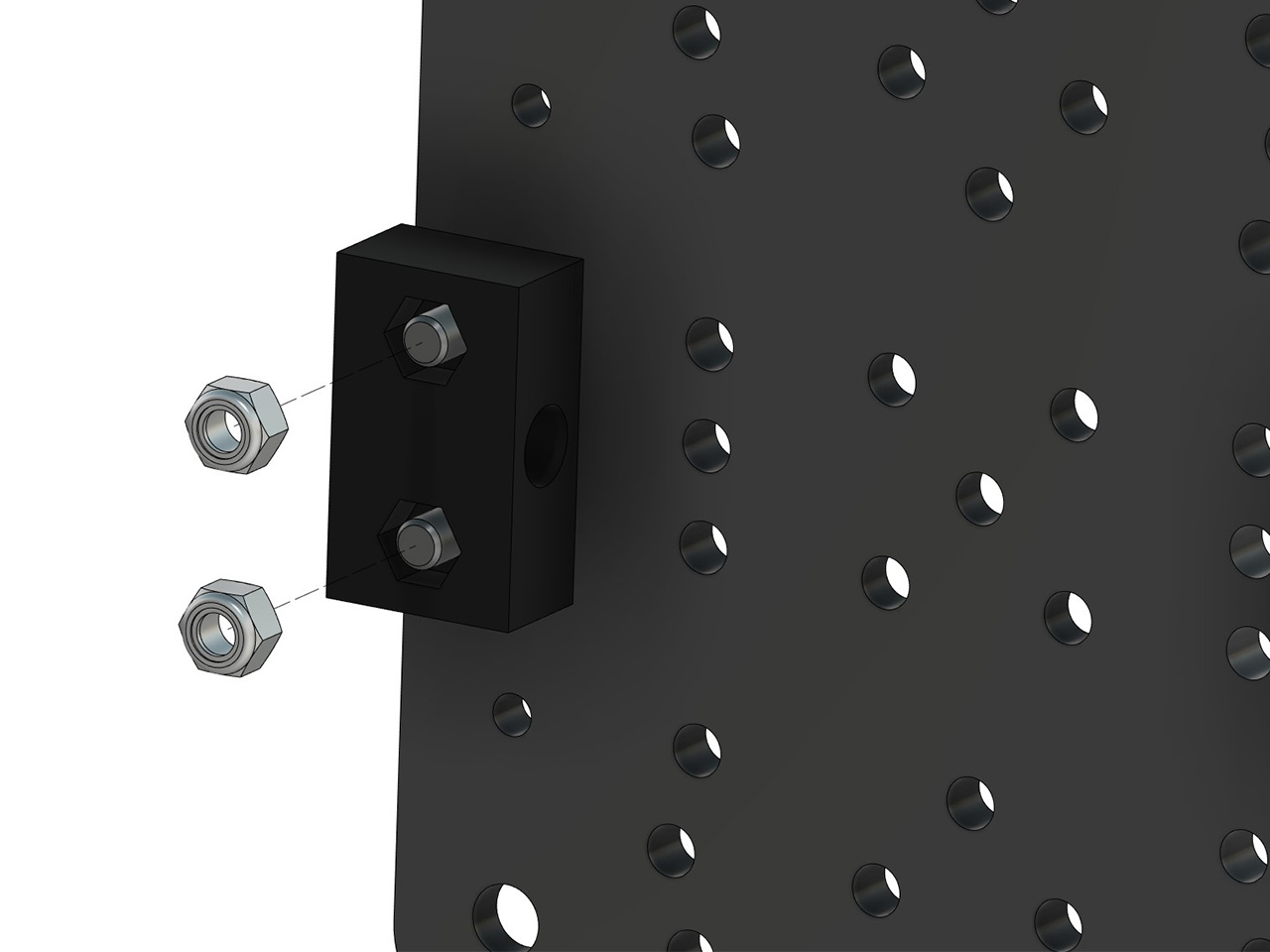
!この時点ではロックナットを完全に締めきる必要はありません。リードスクリューを通すときに調整します。
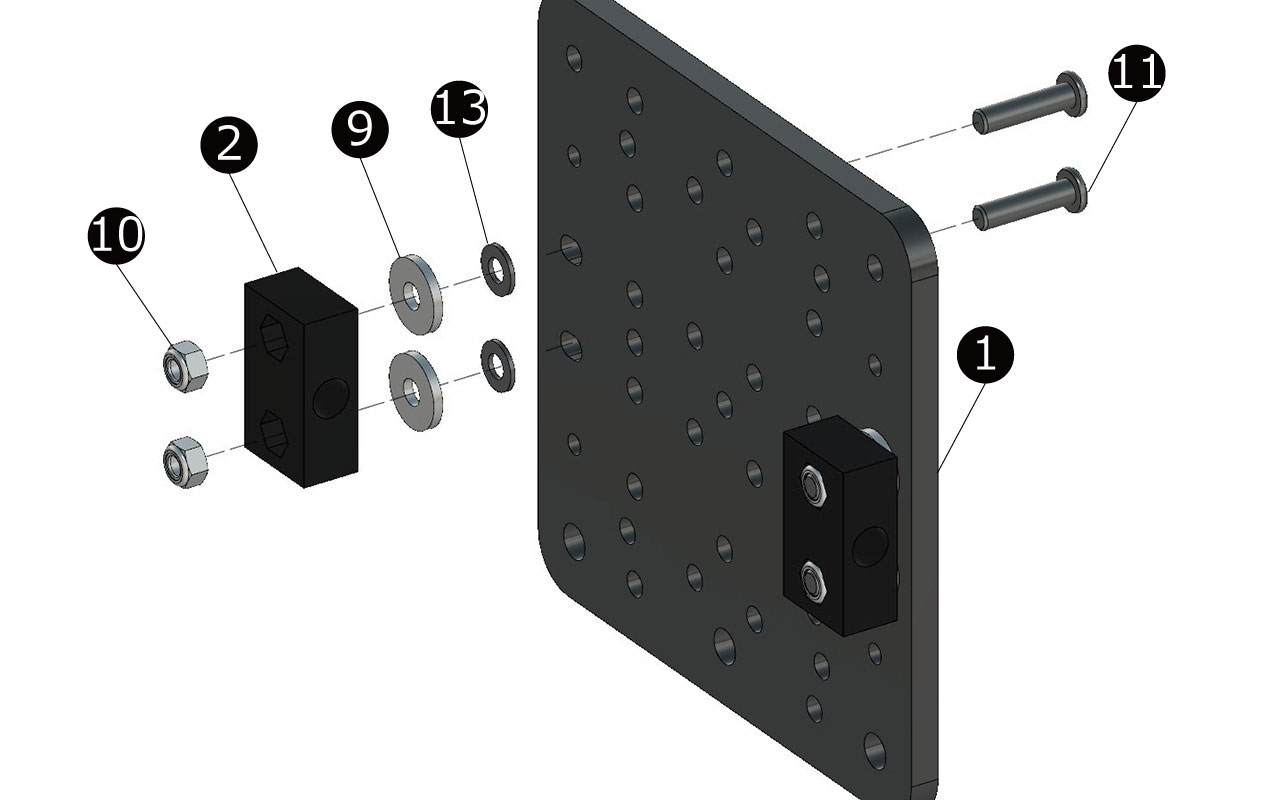
8mmナットブロックの向きは六角形の穴が見えるように取り付けます。円形のザグリはガントリープレート側となり見えない向きです。
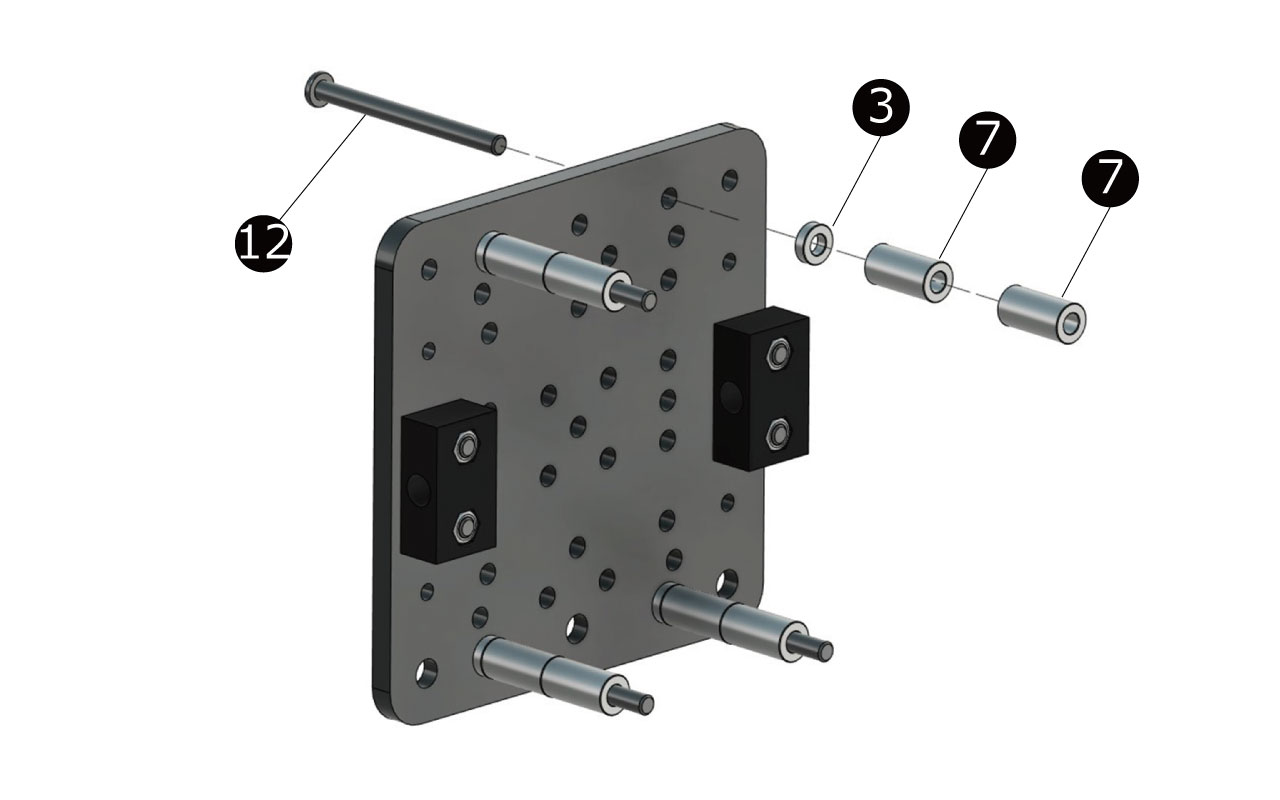
⓬低頭ボルト M5 - 60mm 4本を下図のようにガントリープレート – 汎用型に通し、各低頭ボルトに❼スペーサー - 20mm 2個、❸スペーサー - 3mm 1個を取り付けます。
X軸ガントリープレートの半分が完成となります。
次の項では使いませんので2.3まで一旦置いておきます。
2-1-2 X軸ガントリープレート2
❶ガントリープレート – 汎用型の4つ角のザグリのある穴に⓬低頭ボルト M5 - 60mm 4本を通します。
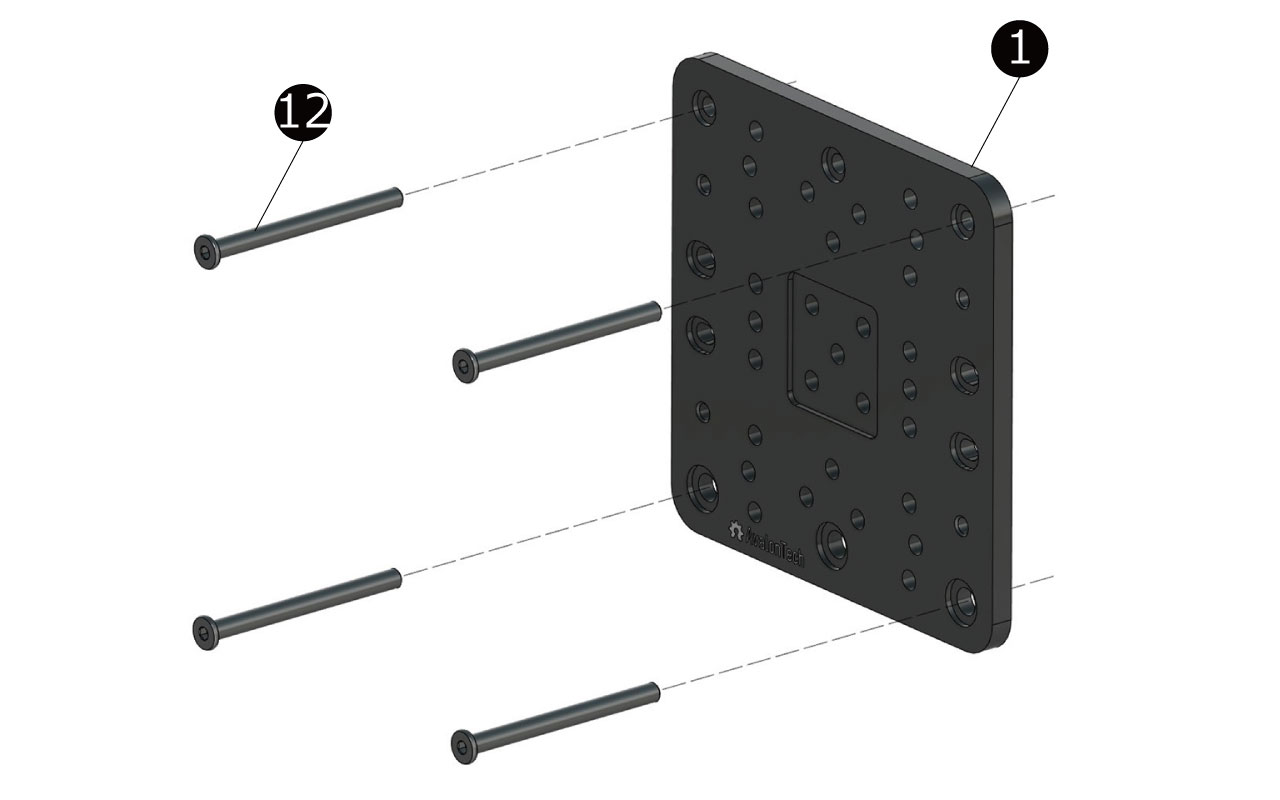
ガントリープレート – 汎用型のザグリ穴が若干大きい側を下向きにします。
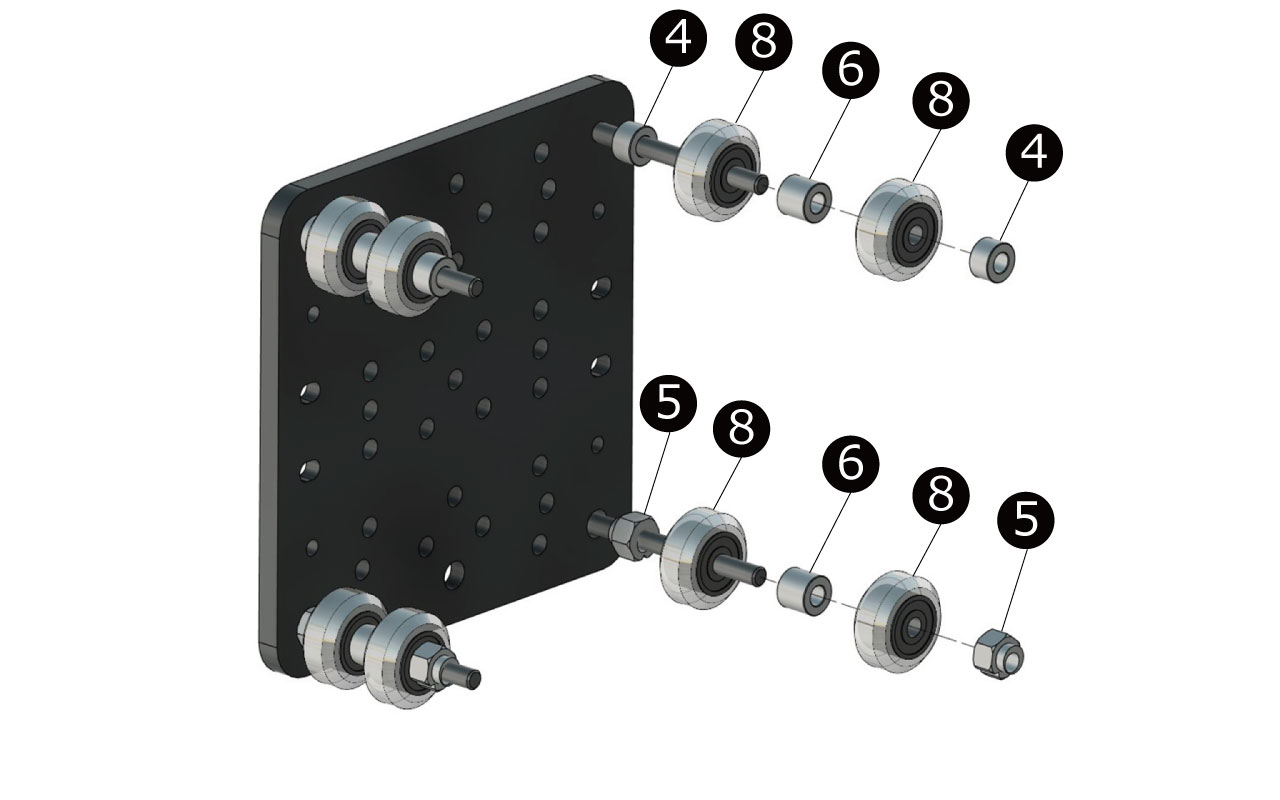
下図のようにガントリープレート – 汎用型の上部の各低頭ボルトには❹スペーサー - 6mm、❽Vホイール、❻スペーサー - 9mm、❽Vホイール、❹スペーサー - 6mmの順で入れます。
ガントリープレート下部の各低頭ボルトには❺偏心スペーサー6mm、❽Vホイール、❻スペーサー - 9mm、❽Vホイール、❺偏心スペーサー6mmの順で入れます。
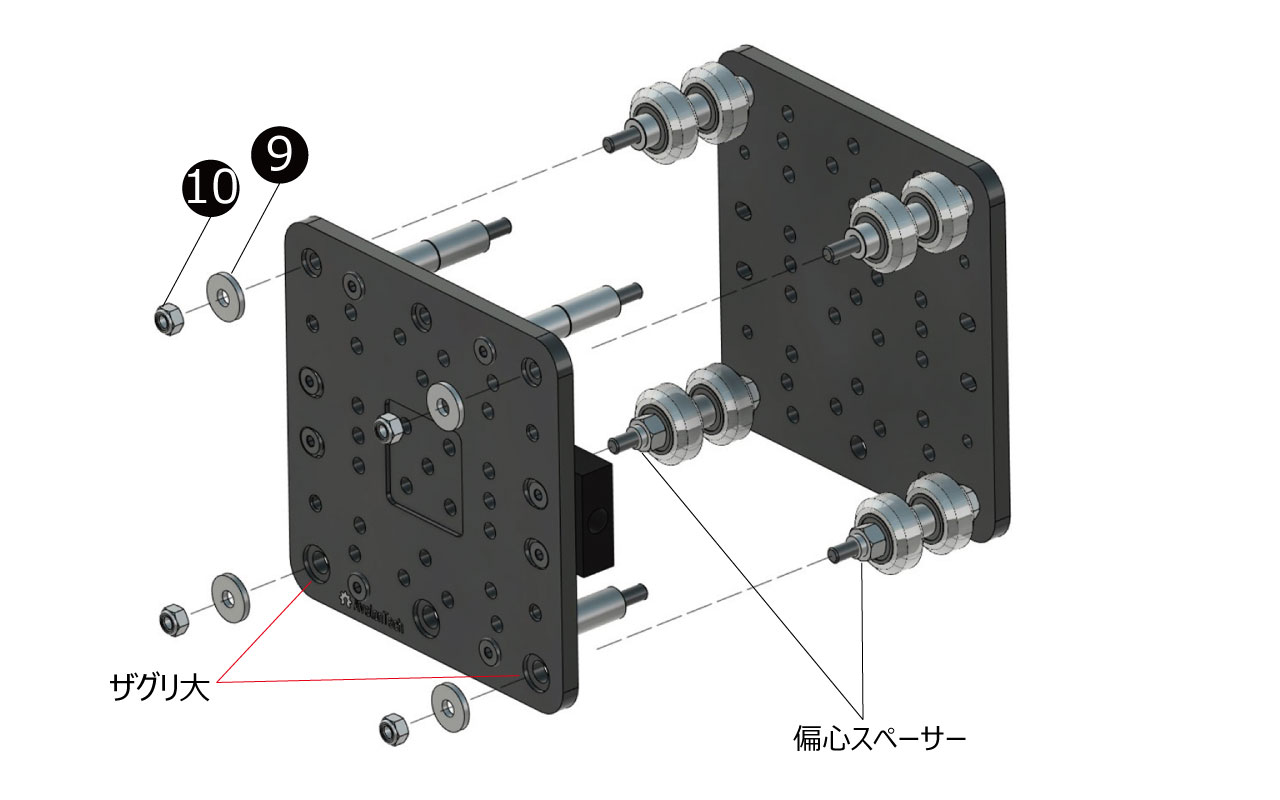
!❺偏心スペーサー6mmの向きに注意してください。偏心スペーサーの円形の凸部がガントリープレートの大きめの穴に入ります。
2-1-3 ガントリープレート組付け
2.1と2.2で作成したガントリープレート1とガントリープレート2を組み合わせます。
ガントリープレート2はガントリープレート1の穴を通して❾ワッシャー 4個と❿ロックナット 4個で各低頭ボルトを締結します。
ガントリープレート1はガントリープレート2についているネジ穴で固定しません。ホイールの付いている低頭ボルト M5 - 60mmは締め切るとホイールがついていないガントリープレート1の低頭ボルト M5 - 60mmが少し飛び出ます。これは後ほどZ軸ガントリープレートと組み付けるための飛び出し量となります。今はロックナットで仮止めします.
2-1‐4にて偏心スペーサーの調整を行いますので、偏心スペーサーの入っている低頭ボルトのロックナットはここでは完全に締めきらないようにしましょう。
固定していない低頭ボルト M5 - 60mmが脱落してしまわないように気をつけましょう。
2-1-4 調整
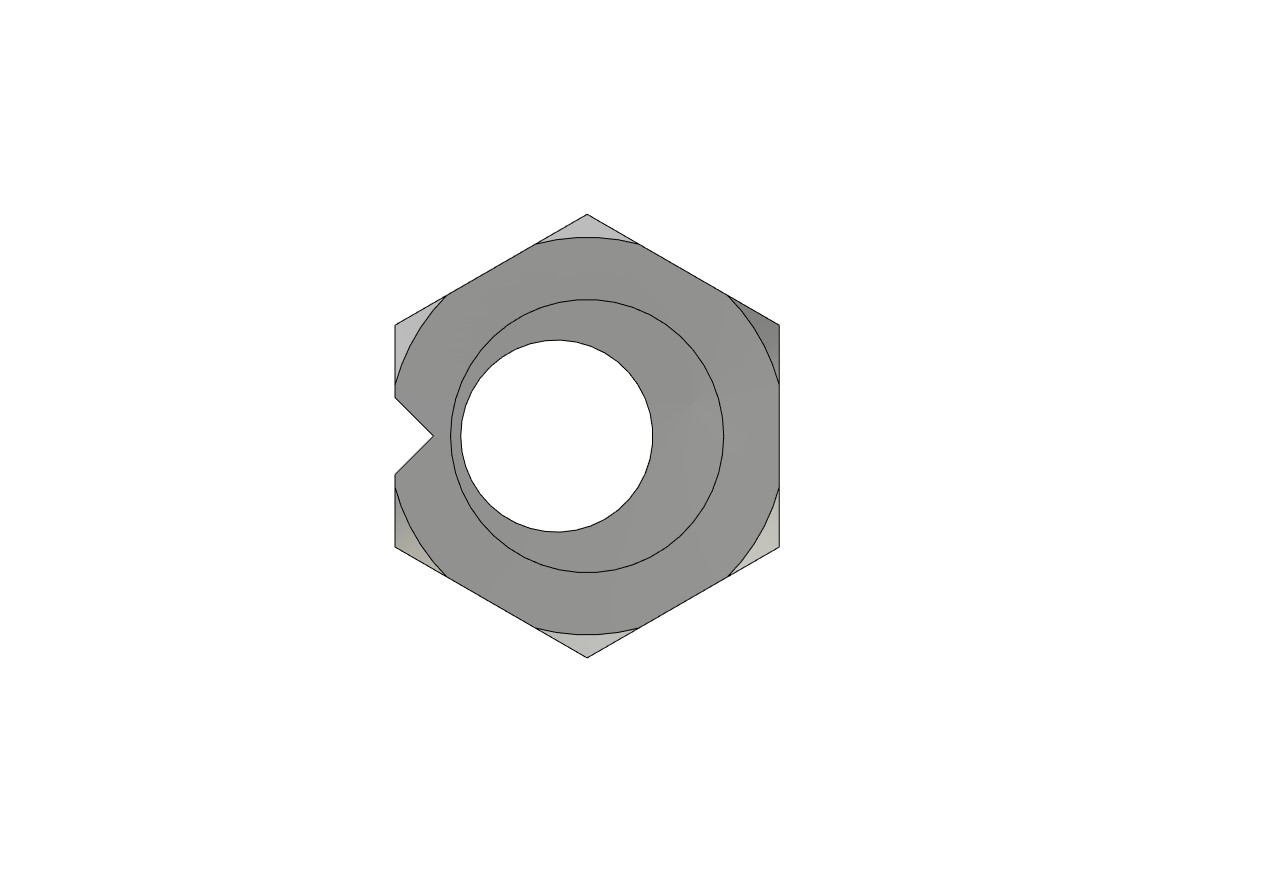
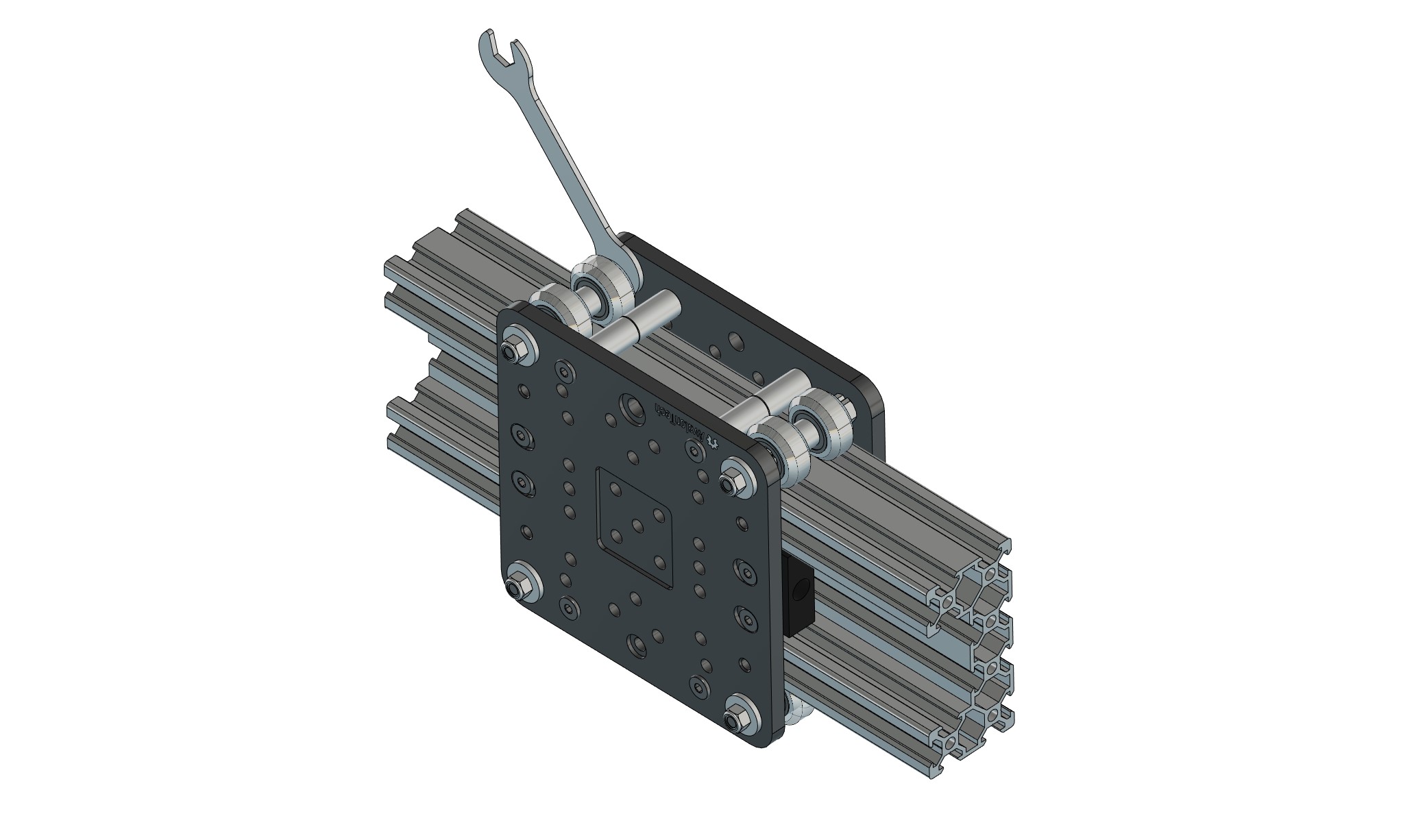
偏心スペーサー6mmは下図のように穴の中心が切り込み側に偏心しているスペーサーです。
スパナを使って偏心スペーサーの向きを変えることでVホイールの締め付け具合を調整することができます。
偏心スペーサー6mmの切り込み部をC-Beamフレーム側(内側)に向く様に回すとVホイールはC-Beamフレームに近づきます。
反対に偏心スペーサー6mmの切り込み部をC-Beamフレームとは反対側(外側)に向く様に回すとVホイールはC-Beamフレームから離れます。
一旦切り込みがガントリープレートの外側を向くようにし、ホイールを緩めた状態にしておきます。
2.3で制作したガントリープレートを任意のC-Beamフレームに通します。
Vホイールが空転せず、手で動かして大きな抵抗なくガントリープレートが動く程度の位置で全ての偏心スペーサー6mmの位置を調整します。
調整が完了したらガントリープレート1とガントリープレート2を繋いでいる低頭ボルトのロックナットを締めて緩まないようにします。