E-mocX5をお借りできる機会があったのでAutodesk FusionのCAM機能で動かそうと試行錯誤したところ、何とかなったので共有しておきます。
5軸は完全に素人で今回初めて動かしました
E-mocX5で動作する5軸のNCデータをFusionで作ることを目標にしているので、動作確認しやすい簡単な形状で試しています。
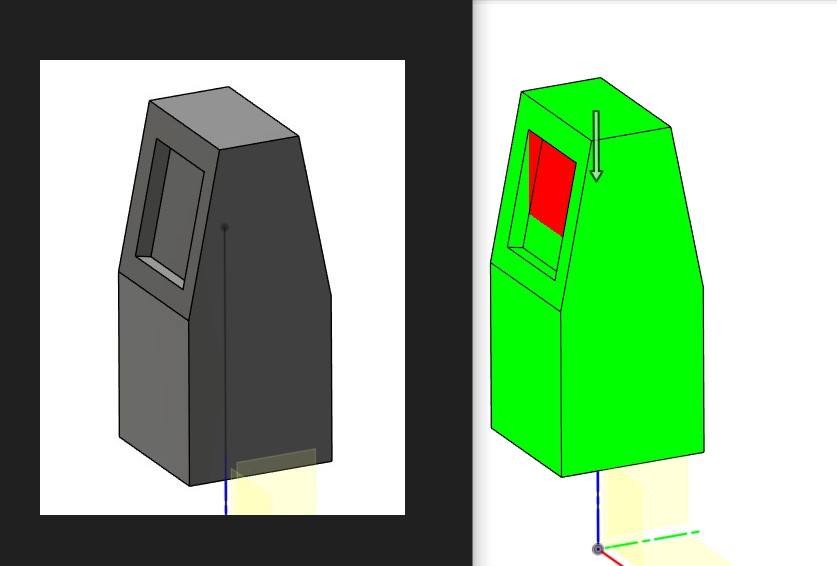
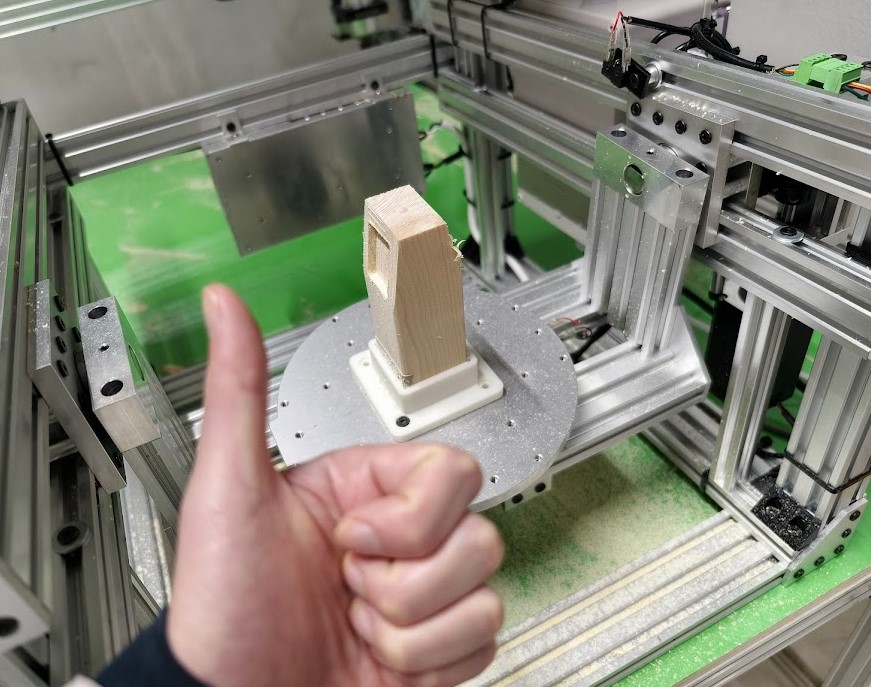
今回削った形状。赤部分がアンダーになっており三軸では加工できない形状です。
材料の上部もフラット加工で面出しした上で、側面の形状を5軸を使って削っていきます。
上面は通常の三軸加工でパスを出しました。
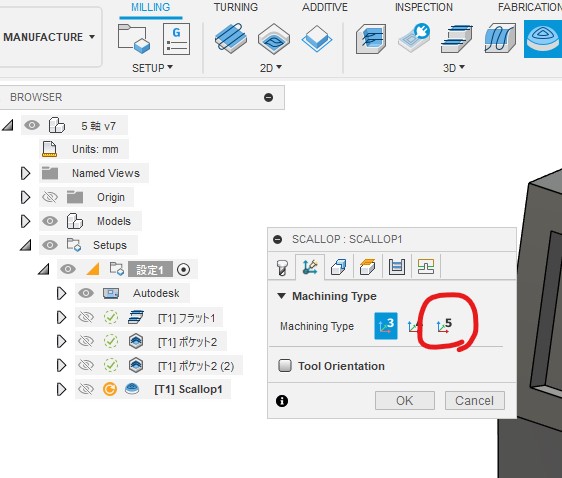
側面はマシニングエクステンションの体験版を有効化し、マシニングタイプ(工具方向)を5軸に切り替え、
加工面の法線方向にZ軸が向くように工具方向を設定しました。
ポストは5AXISMAKERという海外の似たような5軸マシン用のポストがあったのでそちらを使用したところ、NCデータの出力自体は成功しました。
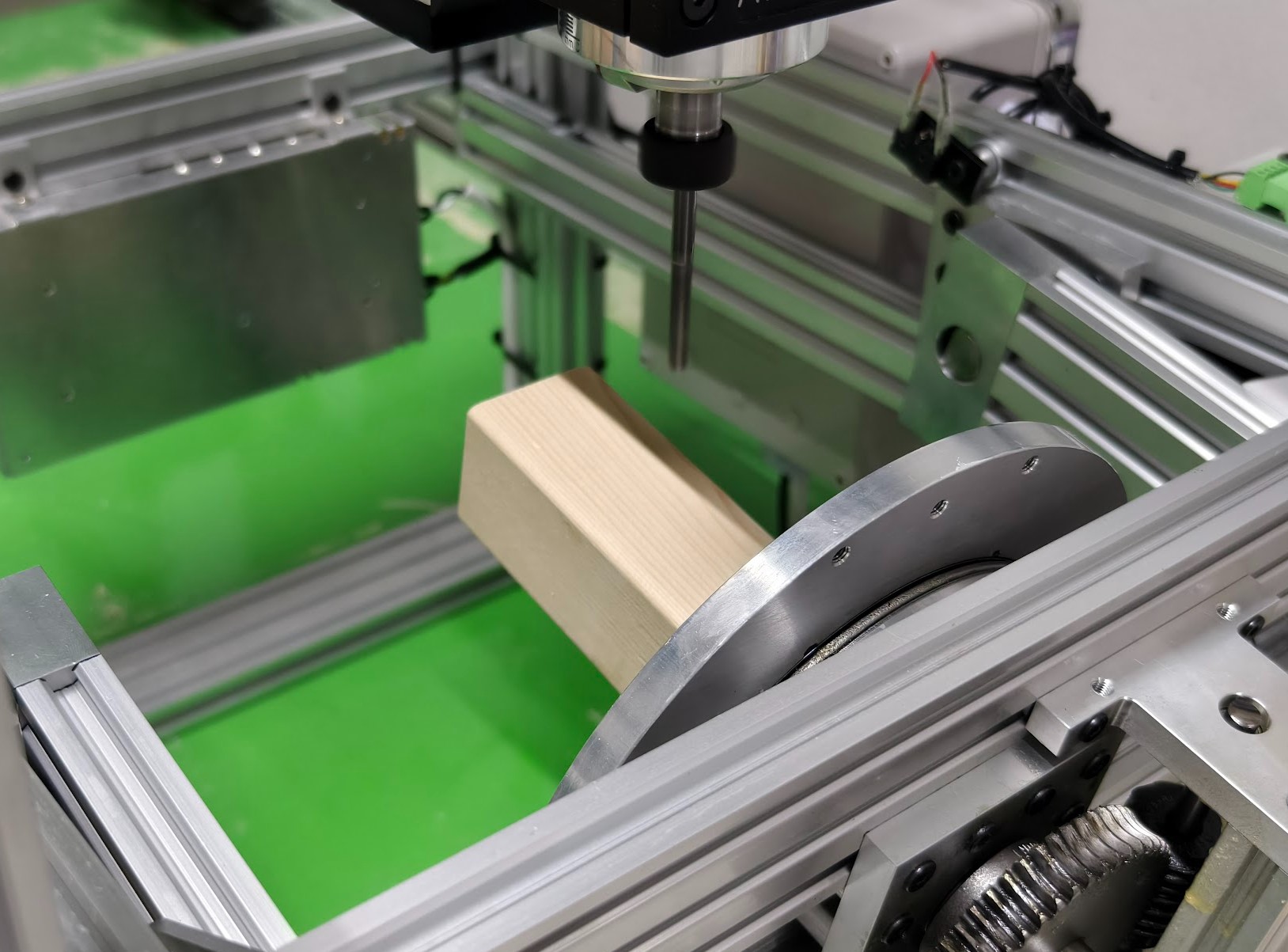
出力されたNCデータをE-mocX5に流したところ
上面の面出しは問題ないのですが、A軸とC軸が回転した後明らかに加工位置がズレていました。
(A軸とC軸の回転軸の位置関係を設定していないのでズレるのは当たり前)
A軸のC軸の位置関係等をどこに設定するのか分からなかったので海外フォーラムで聞いてみたところ
・マシンの3Dデータからマシン定義を作る
・マシンのデータがないならマシン定義のオフセット設定を使う
・TCPに対応していないマシンではA軸とC軸の交点にWCSを設定する
というアドバイスを得られました。
アドバイスに従って
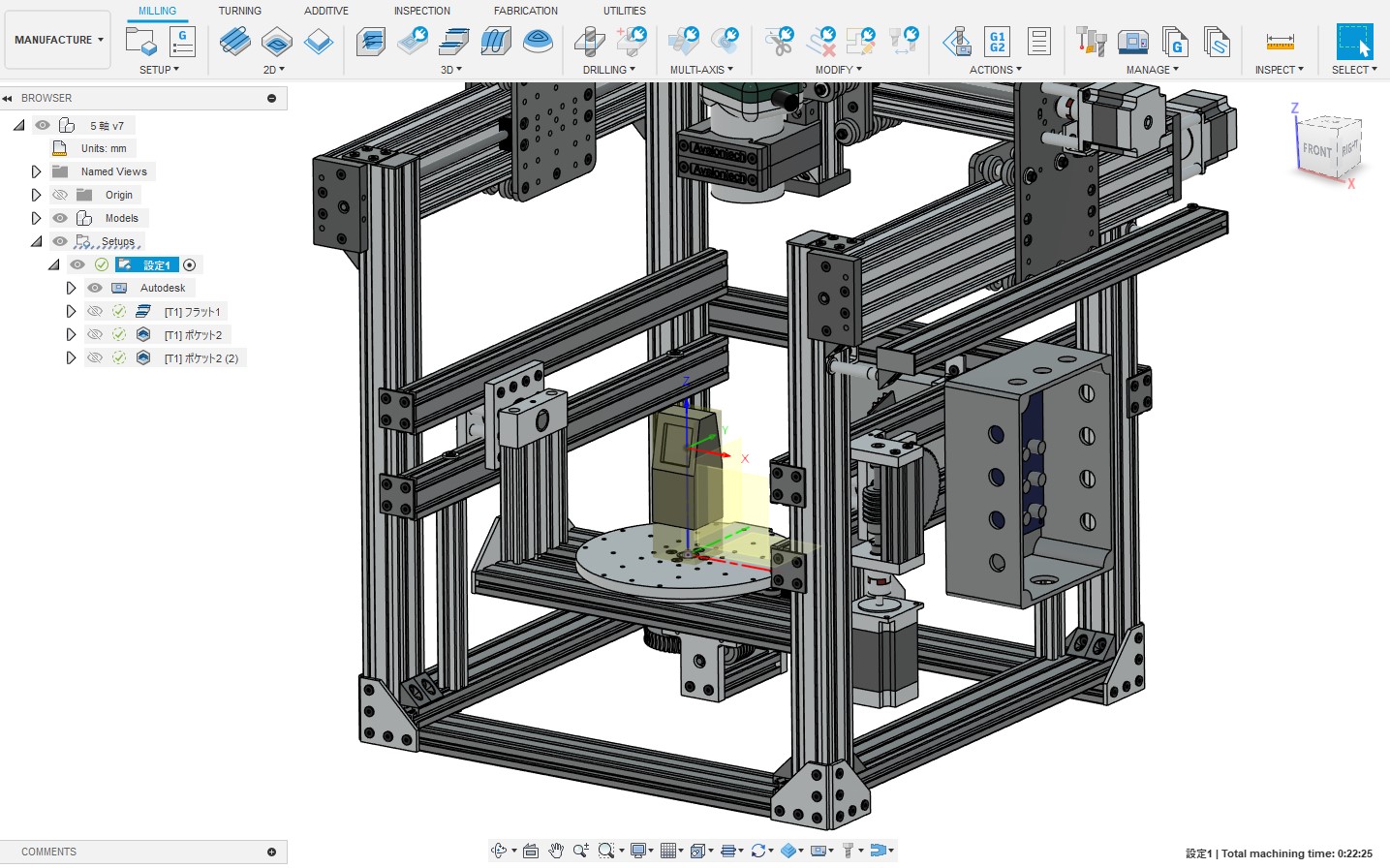
githubにマシンのCADデータがあったのでそちらを読み込んでマシン定義を作成
A軸とC軸の交点にスケッチ点を用意して原点に設定したところ、無事加工することができました。
加工に使ったデータ
5軸test.f3z (8.7 MB)
ポストが完全には対応していないので、NCデータは手動で下記修正しました。
加工の最初とパスとパスの間にG28 Z-10 みたいなG28が使われるのですが、E-mocX5はG28でA軸C軸もホーミングしてしまいテーブルの補正がリセットされてしまうのでG53 G0 Z-10に書き換え