自作CNCプラズマ 円形がZ字のようになり円形(丸)になりません 。
当方、自作にてCNCプラズマを作っております。
試運転で躓いております。
おそらくGコードに問題があるのかなと思いますが、、
詳しい方のご意見お願い致します。
問題点
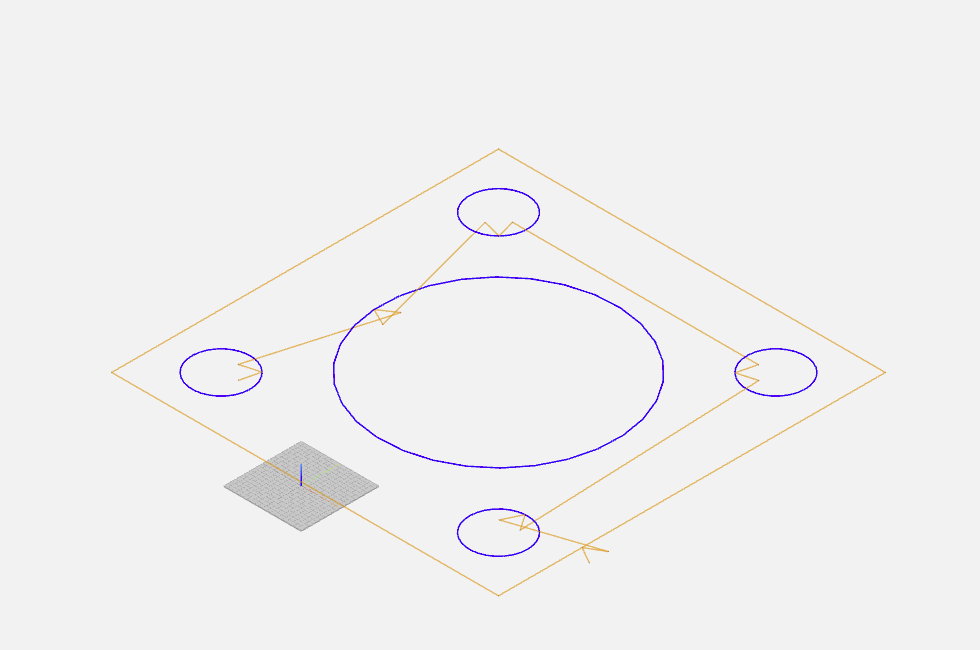
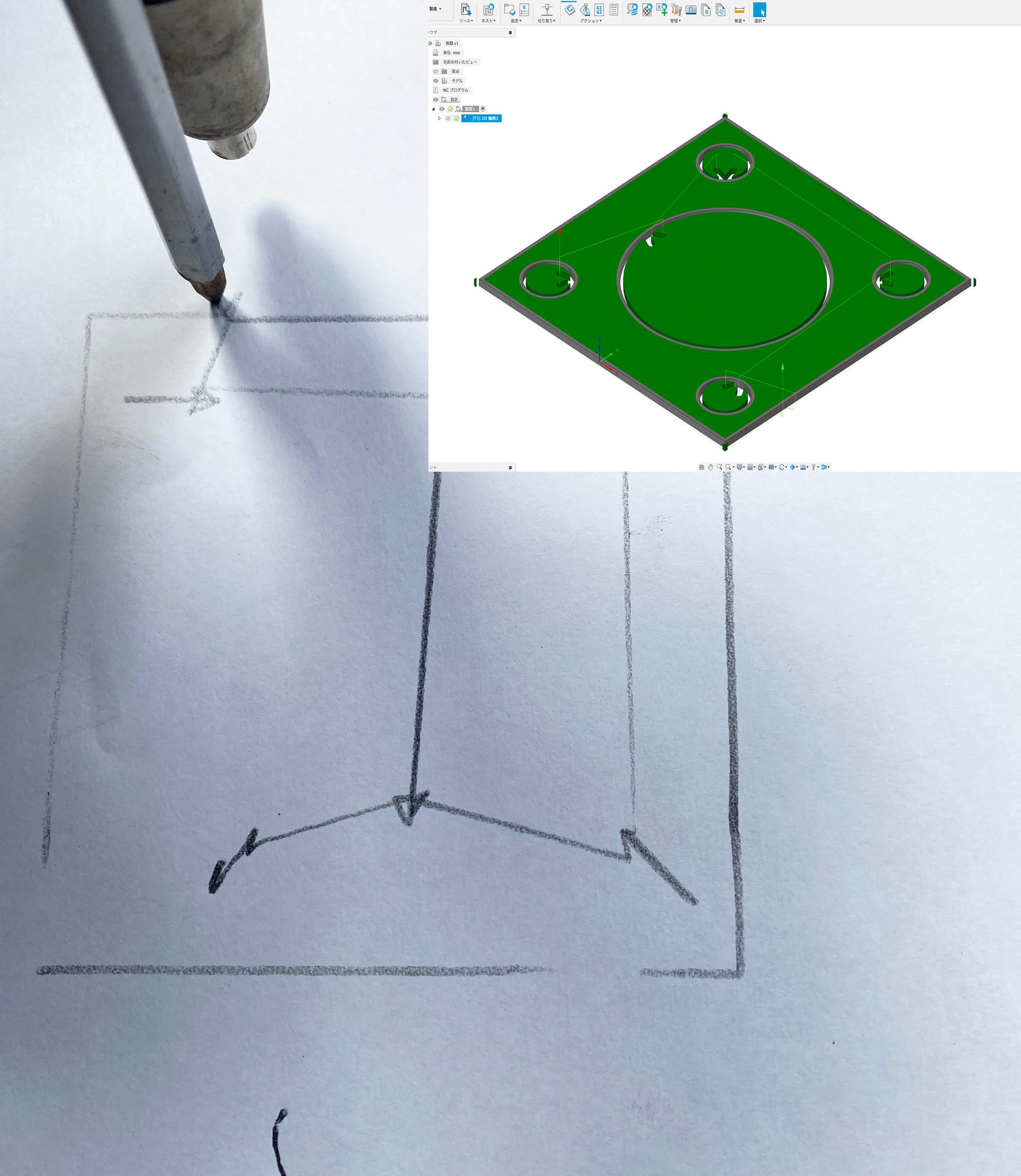
製造したフランジです。
丸の部分までしっかりできています。
実際に機械にかけますとテスト鉛筆書きのように丸の部分がZ字のようになり終わります。。
一番下にGコード載せておきます。
ポストがMach3 plasma です。
初投稿で見にくいかと思いますが、
よろしくお願い致します。
N10 G90
N15 G71
(2D 輪郭3)
N20 G0 X-31.856 Y15.674
N25 M3
N30 G4 P1.
N35 G1 X-30.633 Y20.522 F1000.
N40 G3 X-41.083 Y9.762 I-5.225 J-5.38
N45 G3 X-30.633 Y20.522 I5.225 J5.38
N50 G1 X-35.443 Y19.158
N55 M5
N60 G0 X-26.028 Y51.782
N65 M3
N70 G4 P1.
N75 G1 X-30.184 Y49.001 F1000.
N80 G3 X30.184 Y52.999 I30.184 J1.999
N85 G3 X-30.184 Y49.001 I-30.184 J-1.999
N90 G1 X-25.698 Y46.793
N95 M5
N100 G0 X-35.326 Y82.856
N105 M3
N110 G4 P1.
N115 G1 X-30.478 Y81.633 F1000.
N120 G3 X-41.238 Y92.083 I-5.38 J5.225
N125 G3 X-30.478 Y81.633 I5.38 J-5.225
N130 G1 X-31.842 Y86.443
N135 M5
N140 G0 X31.856 Y86.326
N145 M3
N150 G4 P1.
N155 G1 X30.633 Y81.478 F1000.
N160 G3 X41.083 Y92.238 I5.225 J5.38
N165 G3 X30.633 Y81.478 I-5.225 J-5.38
N170 G1 X35.443 Y82.842
N175 M5
N180 G0 X38.101 Y18.499
N185 M3
N190 G4 P1.
N195 G1 X35.269 Y22.619 F1000.
N200 G3 X36.447 Y7.665 I0.589 J-7.477
N205 G3 X35.269 Y22.619 I-0.589 J7.477
N210 G1 X33.117 Y18.106
N215 M5
N220 G0 X54.33 Y25.119
N225 M3
N230 G4 P1.
N235 G1 X50. Y22.619 F1000.
N240 G1 Y1.
N245 G1 X-50.
N250 G1 Y101.
N255 G1 X50.
N260 G1 Y22.619
N265 G1 X54.33 Y20.119
N270 M5
N275 M30