ArtCNC系のたわみ
ArtCNC系は加工エリアが大きく、フレームが長いためたわみの影響を大きく受けます。
条件によりますが、ArtCNC Largeでは3mm程度たわむことがあります。
こちらはかなり極端に示したイメージ図ですが、中央部が最もたわんでしまいます.(これは組み立て時の調整や載せているテーブルの材質によって異なります。)
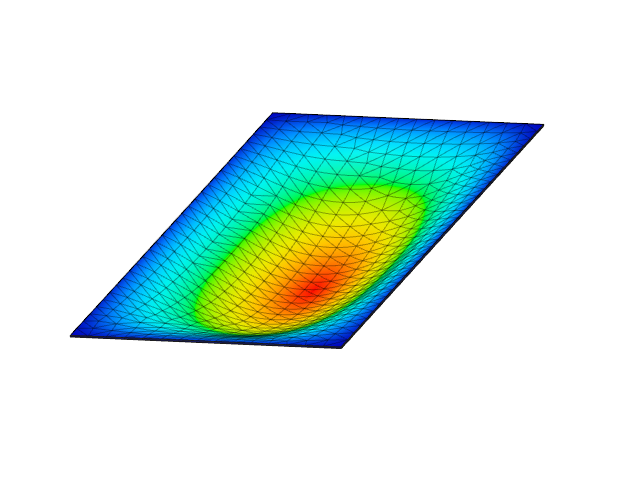
そこで中央部にたわみ調整用の脚を取り付け、少し持ち上げることで全体的にたわみを減らします。
中央脚のとりつけ
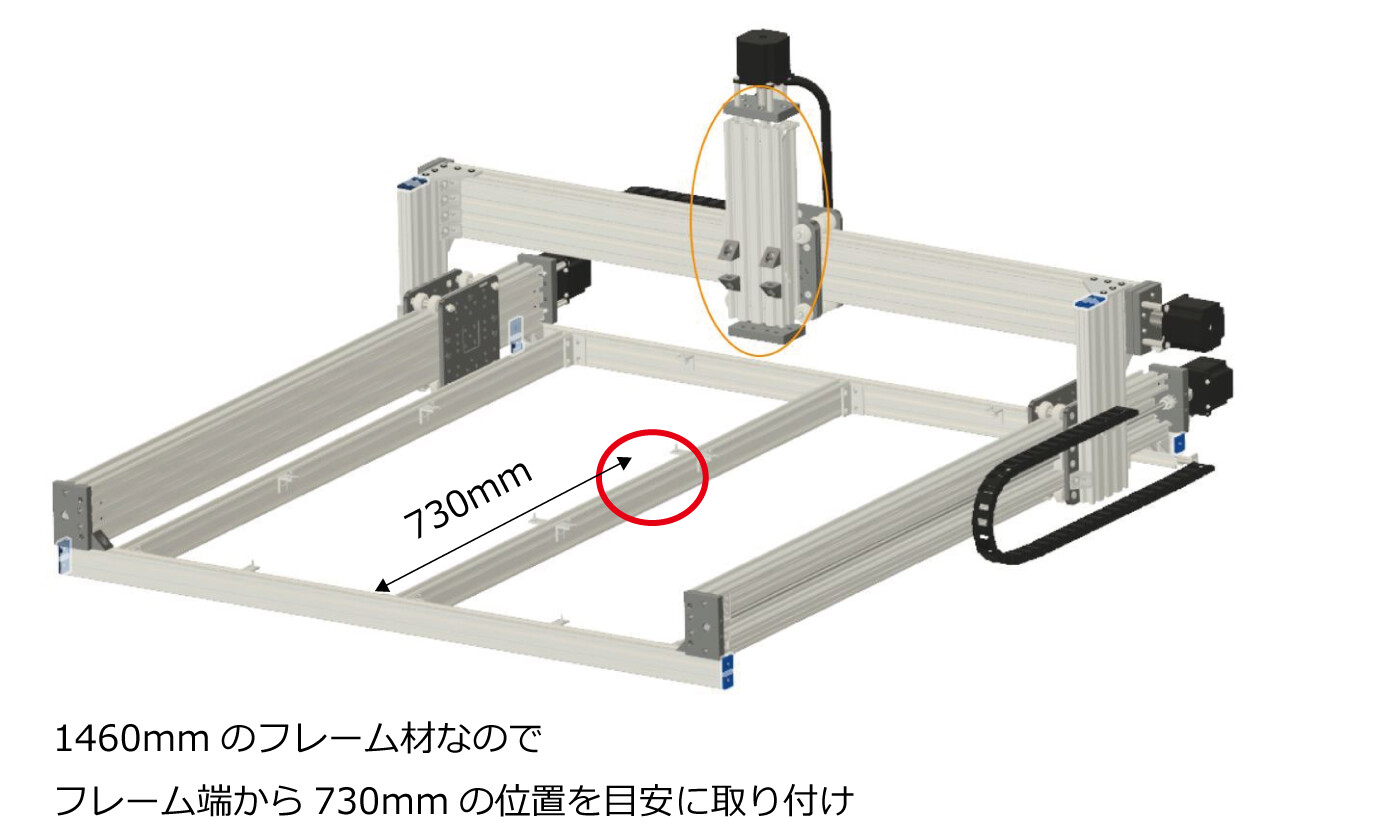
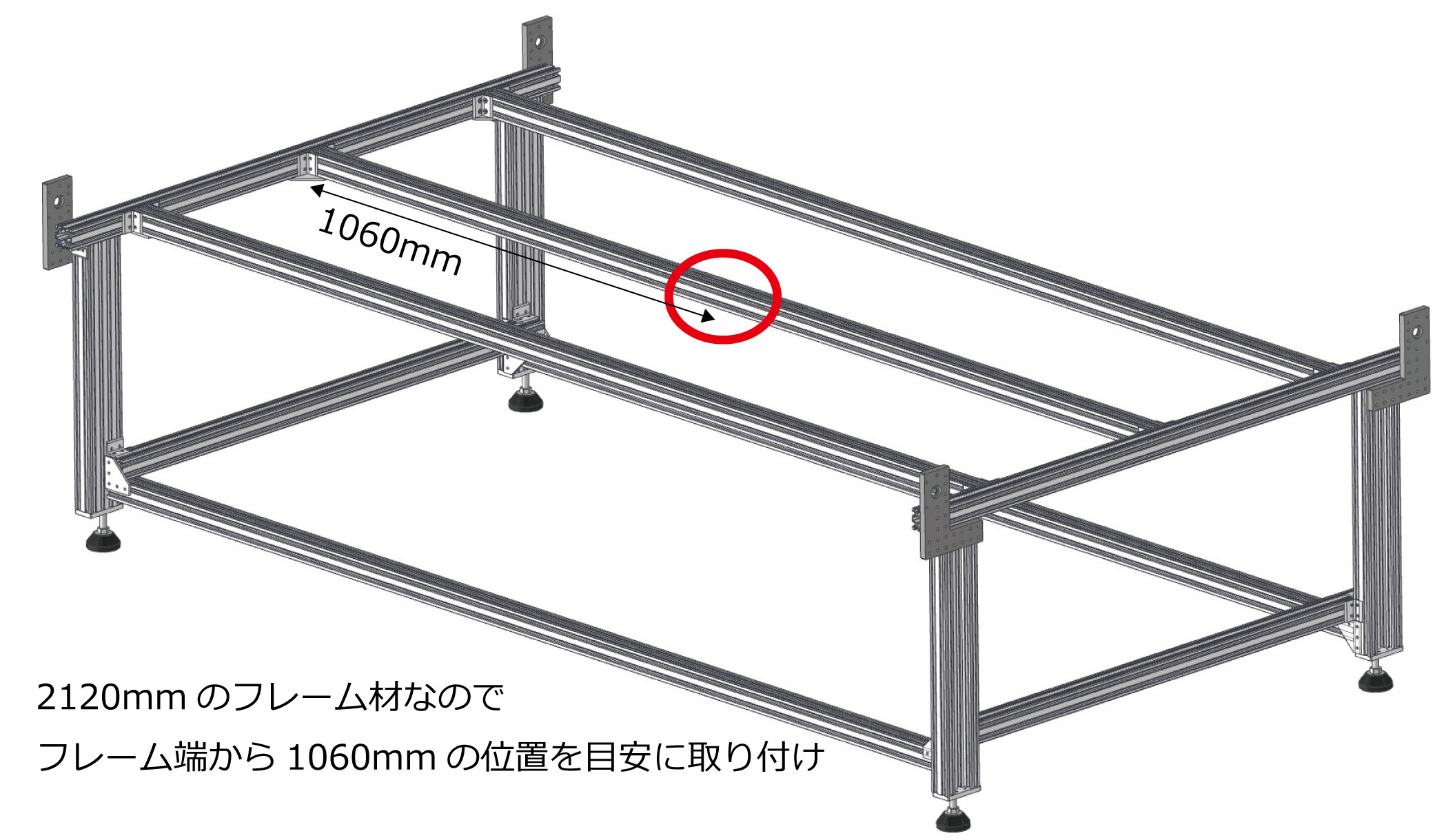
最も中央部がたわむので調整用の脚はフレームの中央部に取り付けてください。
ArtCNCの場合
ArtCNC Largeの場合
調整
(参考)ナイロン足のネジ(M12)はピッチが1.75mmなので一回転で1.75mm高さが変わります。
調整を簡単に終わらせたい場合
中央の脚のフレームは他の脚のフレームと同じ長さです。
4隅のナイロン脚がフレーム端からどの程度出ているのかを測っておき,中央の脚も同程度ナイロン足を伸ばし取り付けます。
ダイヤルゲージを使って調整
ダイヤルゲージを持っている場合はダイヤルゲージを工具付近に固定し,中央部に走らせたときの値をもとに中央脚のナイロン足の位置及び高さを調整します。
何度かダイヤルゲージを走らせ調整を繰り返し、誤差が最小になる点を探します。

工具を当てて調整
ダイヤルゲージを持っていない場合は、原点で工具がテーブル表面に接する高さを記録しておき、中央部に移動させたときに、工具がテーブル表面に接する(工具とテーブル間に紙を挟んだ際に紙が動かなくなる・かなり抵抗がある位置)までどの程度下がるかを確認し、工具を退避させた後、ナイロン足の位置及び高さを調整します。
ダイヤルゲージと同様に何度か確認と調整を繰り返し、誤差が最小になる点を探します。

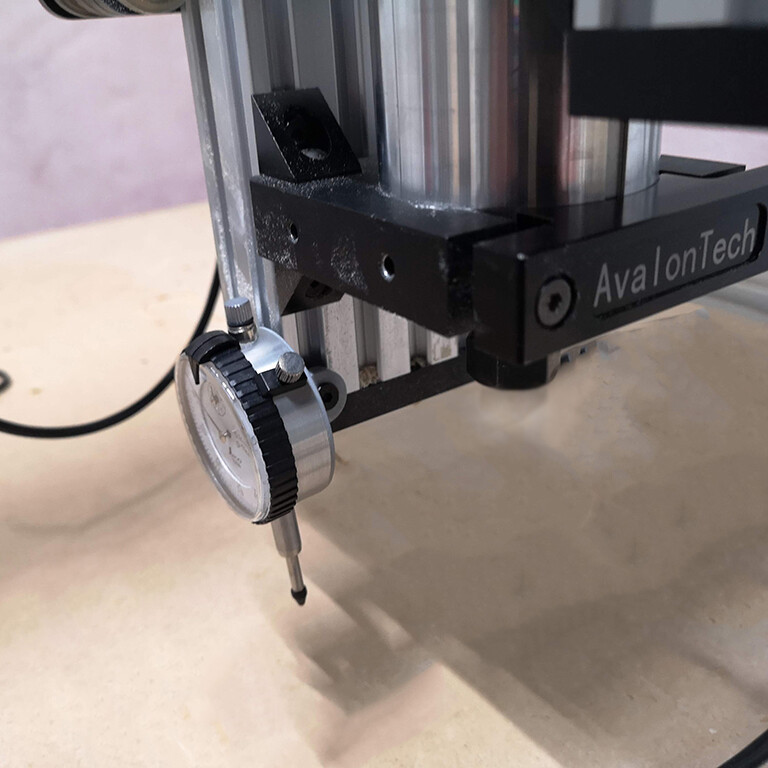
ダイヤルゲージの固定方法 例1
アルミフレームが使われているため、マグネットスタンドは使えません。
低頭ボルト10mmと差し込みTナットを使用してZ軸に直接ダイヤルゲージを固定します。
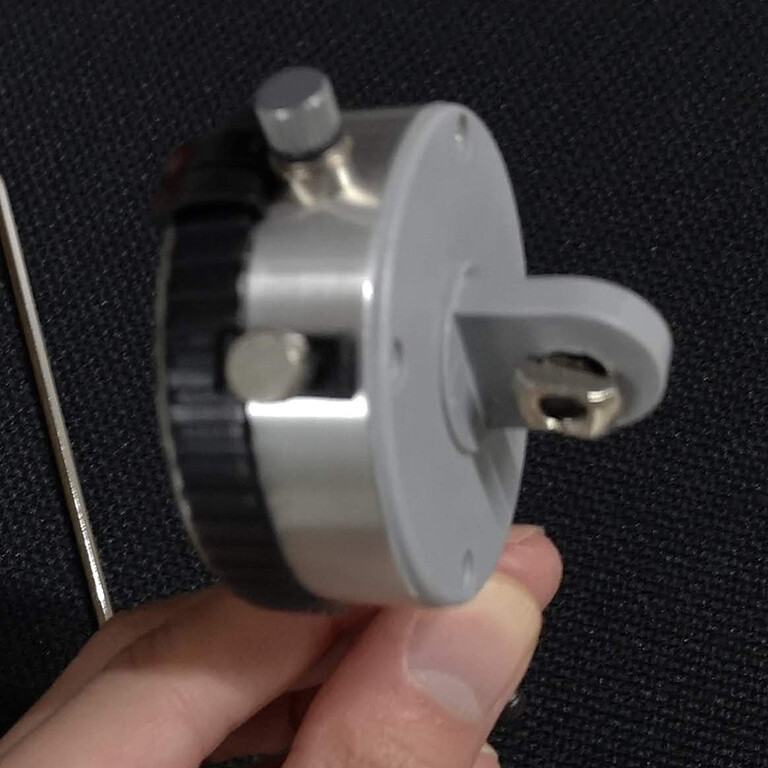
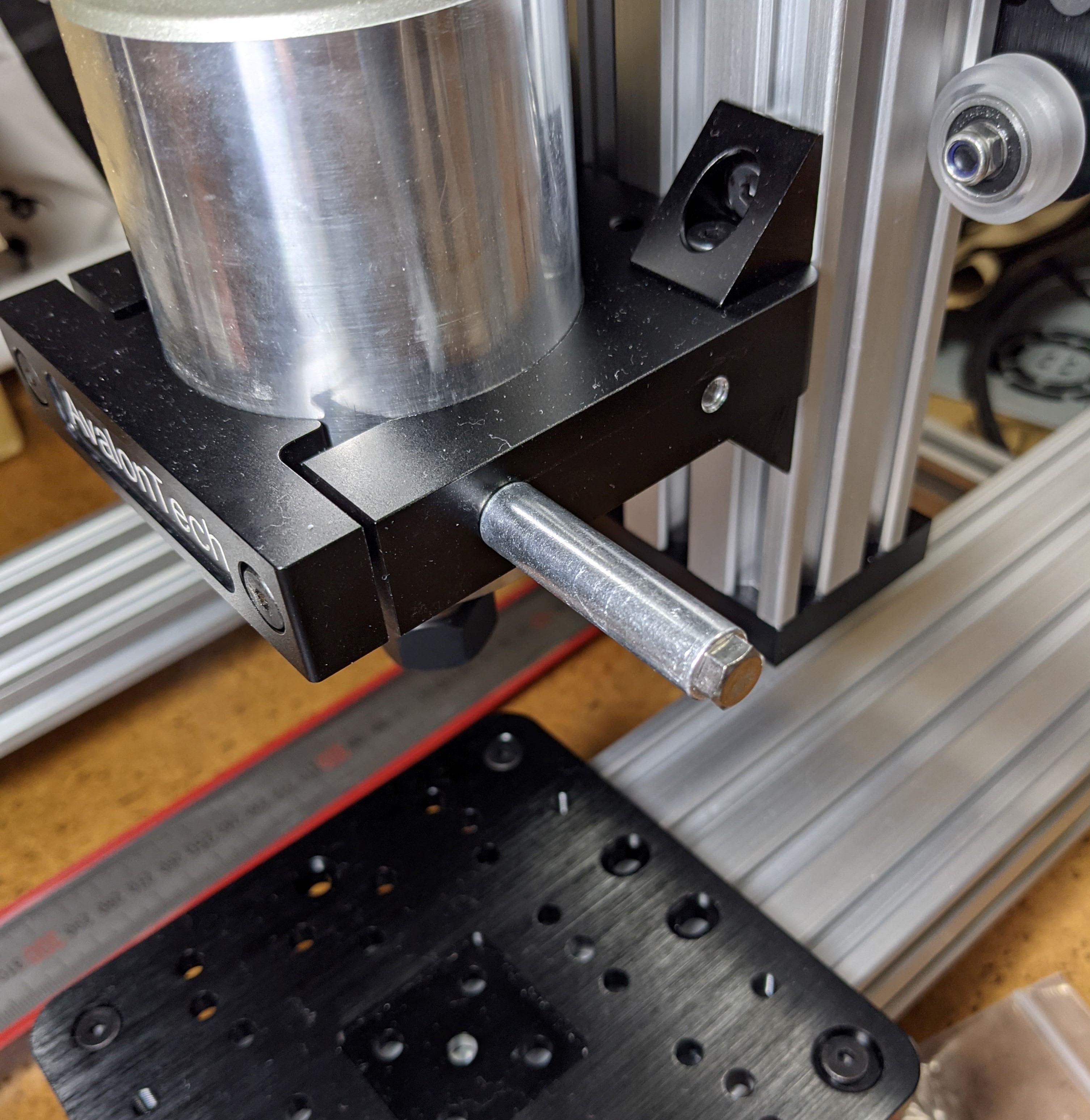
ダイヤルゲージの固定方法 例2
モーター等の固定に使うアルミニウムスペーサーの外径が10mmなのでマグネットスタンド(支柱の径10mmのもの)に取り付けられているダイヤルゲージの固定具を使って取り付けた例です。
ここではアルミニウムスペーサー40mmとM5ボルト50mmをつかって工具固定座にダイヤルゲージを固定しています。
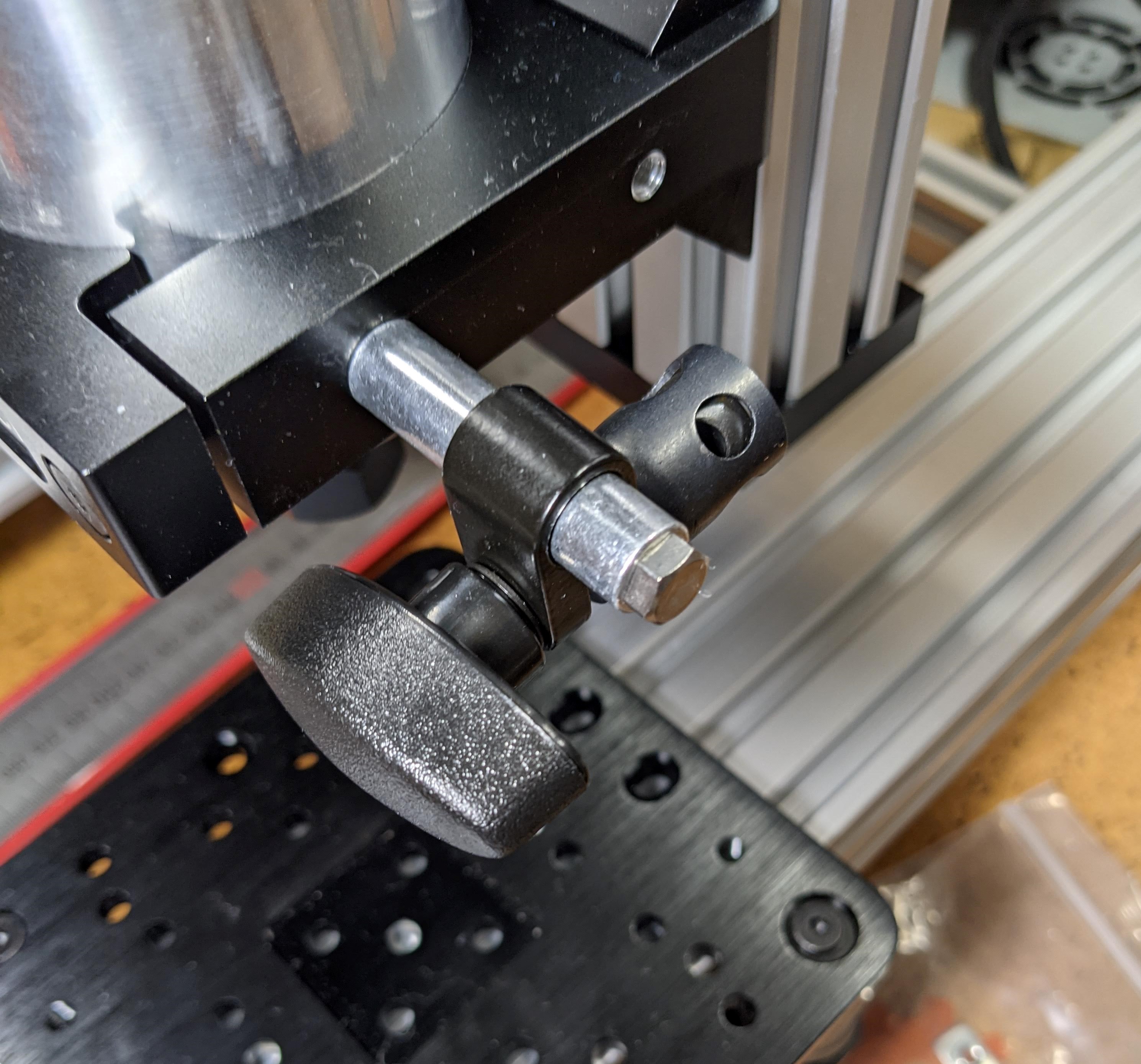
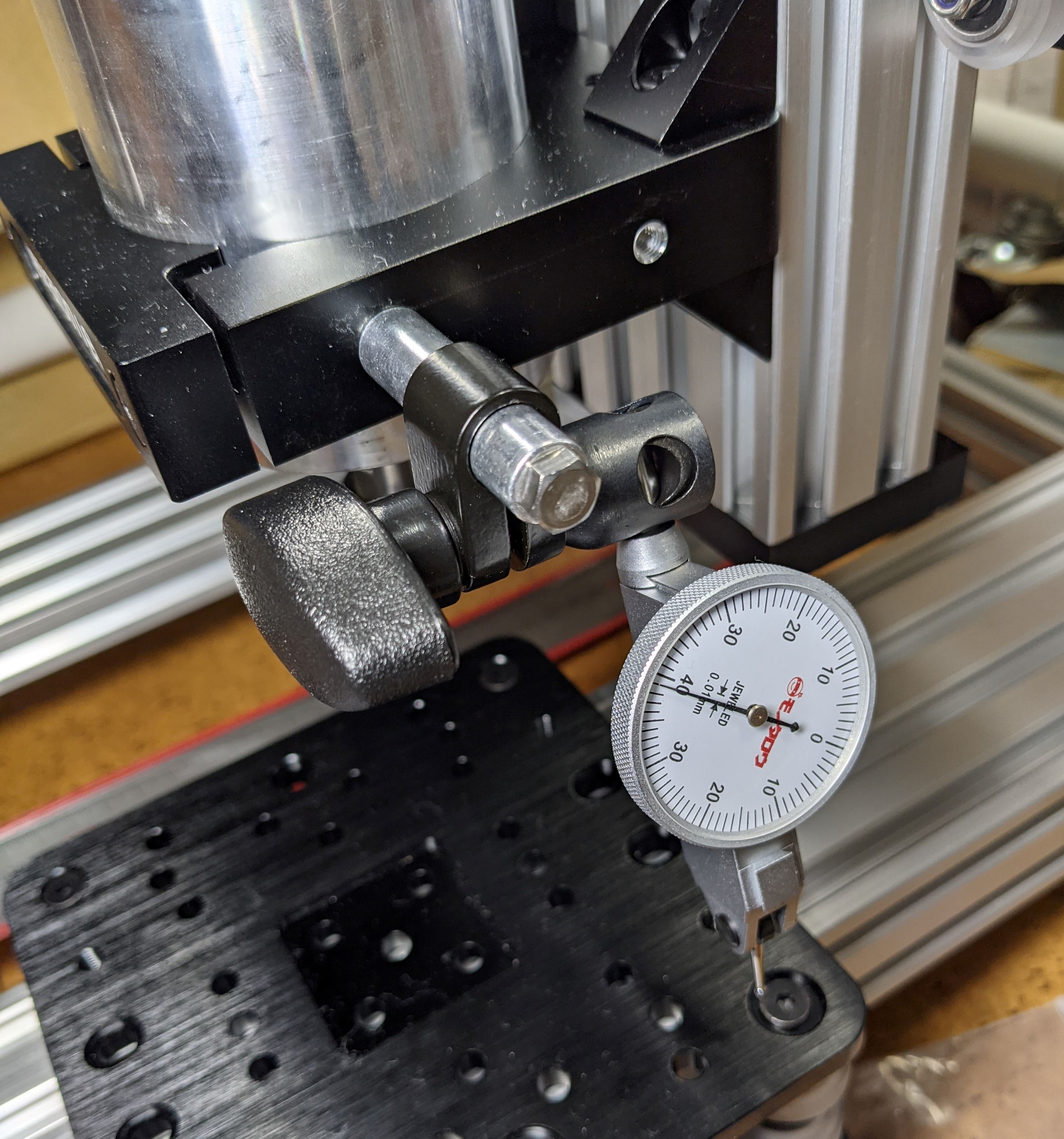
ここではダイヤルゲージの固定具はモノタロウのマグネットスタンドのものを使っています。