step/mm算出を、負荷なし(無回転エンドミルの移動だけで切削なし)の状況で調整確認し、
その後実際切削してみると、加工データより若干大きめに削れてしまうので悩んでいます。
以下の動画のようにstep/mm算出時は、
固定したノギスにルーター先(エンドミル逆差し)をピタリとひっかけて、
移動指示データ(50.00mm)どおり移動するまで何度もstep調整します。
(WebUIで50mm移動マクロボタンをつくりました)
")
")
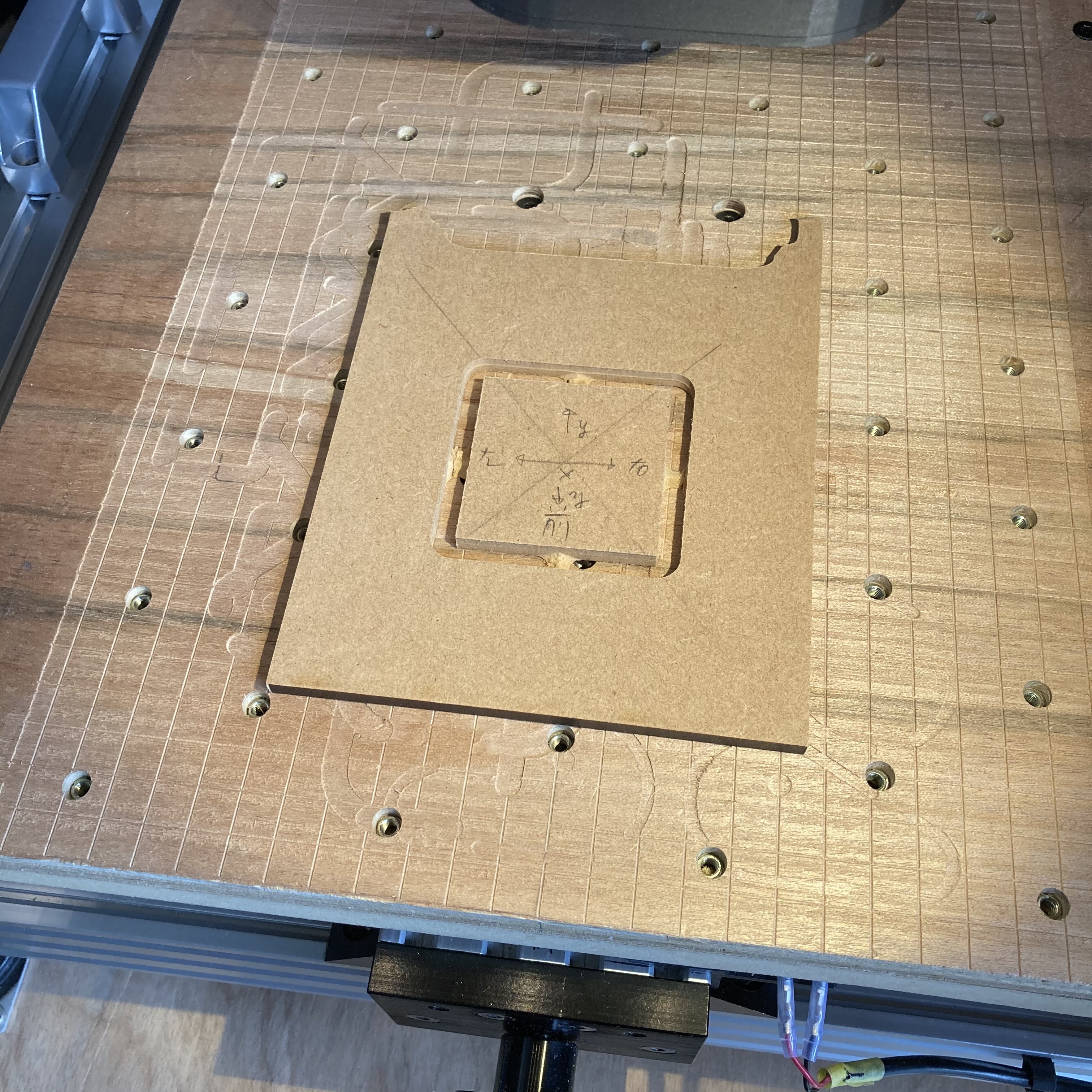
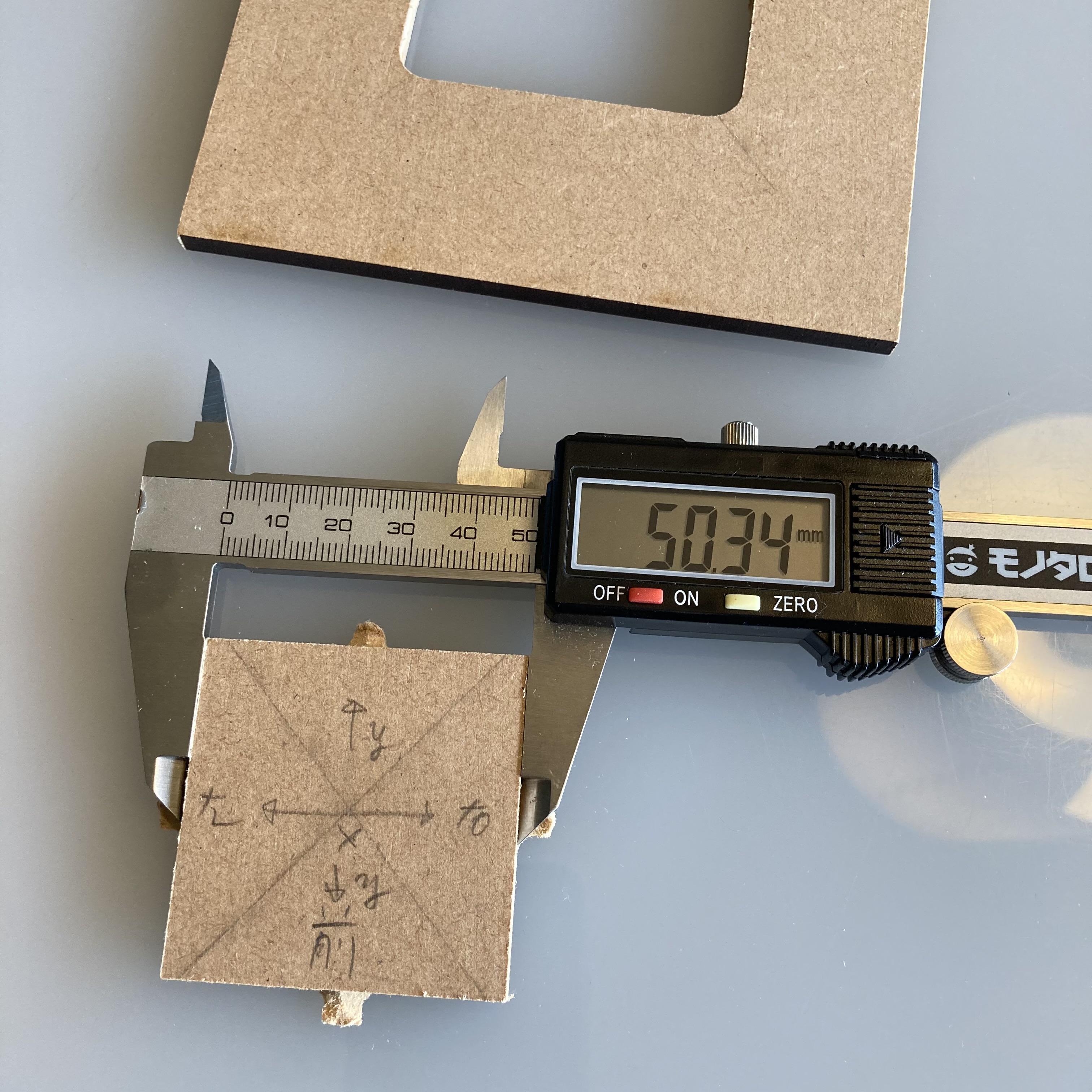
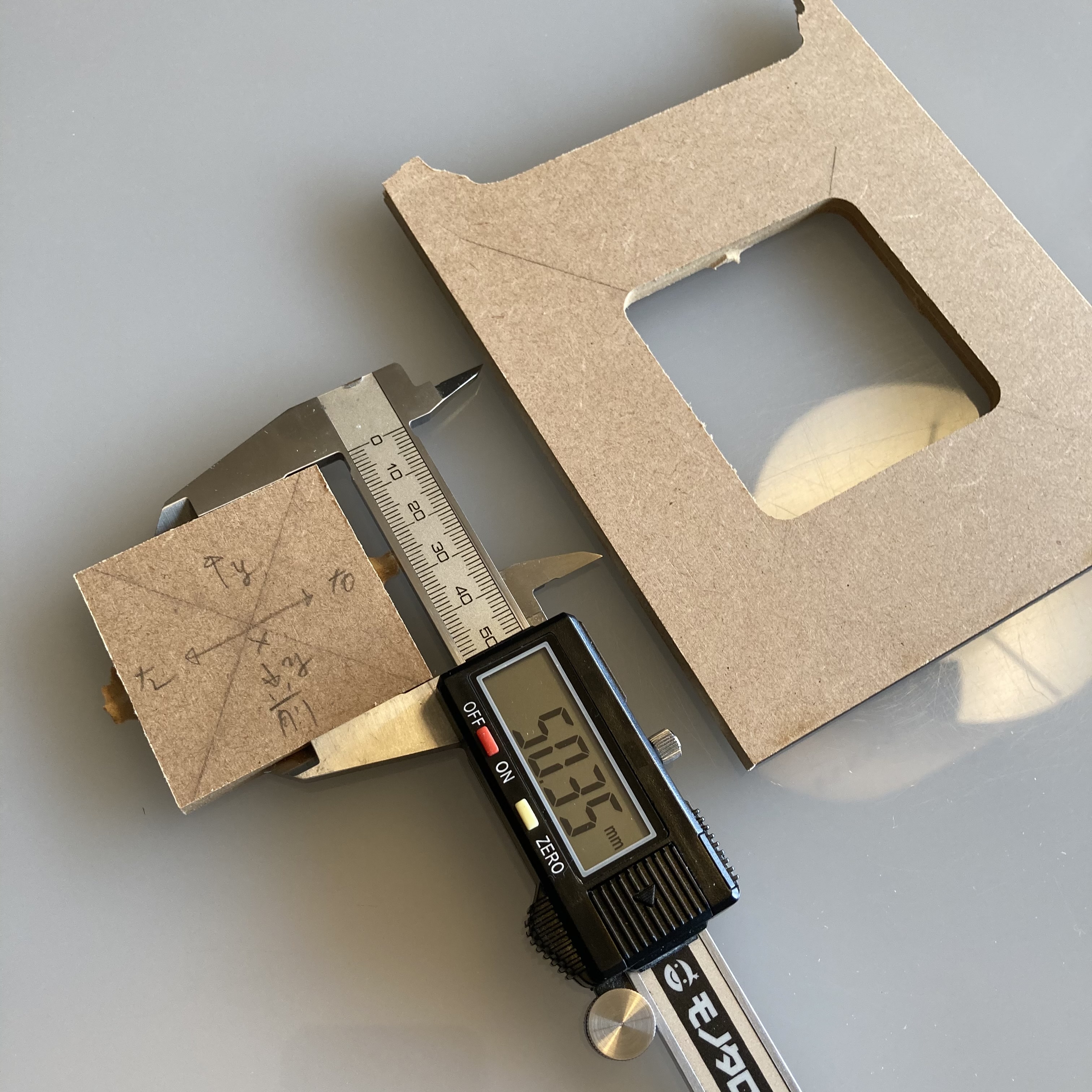
その後CNCjsでMDF材に対して50mm正方形データを切削してみると、X軸Y軸とも50.3~50.4mmで削れてきます。
(切削条件:6mmスクエア 二枚刃、送り速度1800mm/min 切込み量3mm、切り込み深さ5.8mm)

またこれまで寸法の違う切削物や他の切削条件(送り速度300mm/min)でも同様にデータより若干大きめに削れてしまっていて
その都度CNCjs画面でエンドミルの移動寸法表示を目で追ったりしていたのですが
どれも加工データの範囲内で、大きめの寸法に外れていく状況は確認できませんでした。
このような誤差を移動距離(L)データの拡大(Lx約100.8%)とみるか
付加(L+約0.3~0.4mm)とみるのかまだ判断つきませんが
いずれにせよこの誤差は今後の自分の加工プランに影響を与えてしまうので悩んでいます。
(例えば既存アルミプレート穴に合わせたパーツなどを作ることができません)
ここまでの無負荷での設定環境を無視して、
新たに負荷状態(切削後の採寸)でstep/mm算出をすることにすれば
それはそれで解決なのかもしれませんが、
できればなぜこのような現象になるのか理解したいと思っています。
もしかしたら切削時のルーターのノイズ影響なのかもしれませんが
他にもし何か思いつく原因などあればアドバイス宜しくお願いいたします。