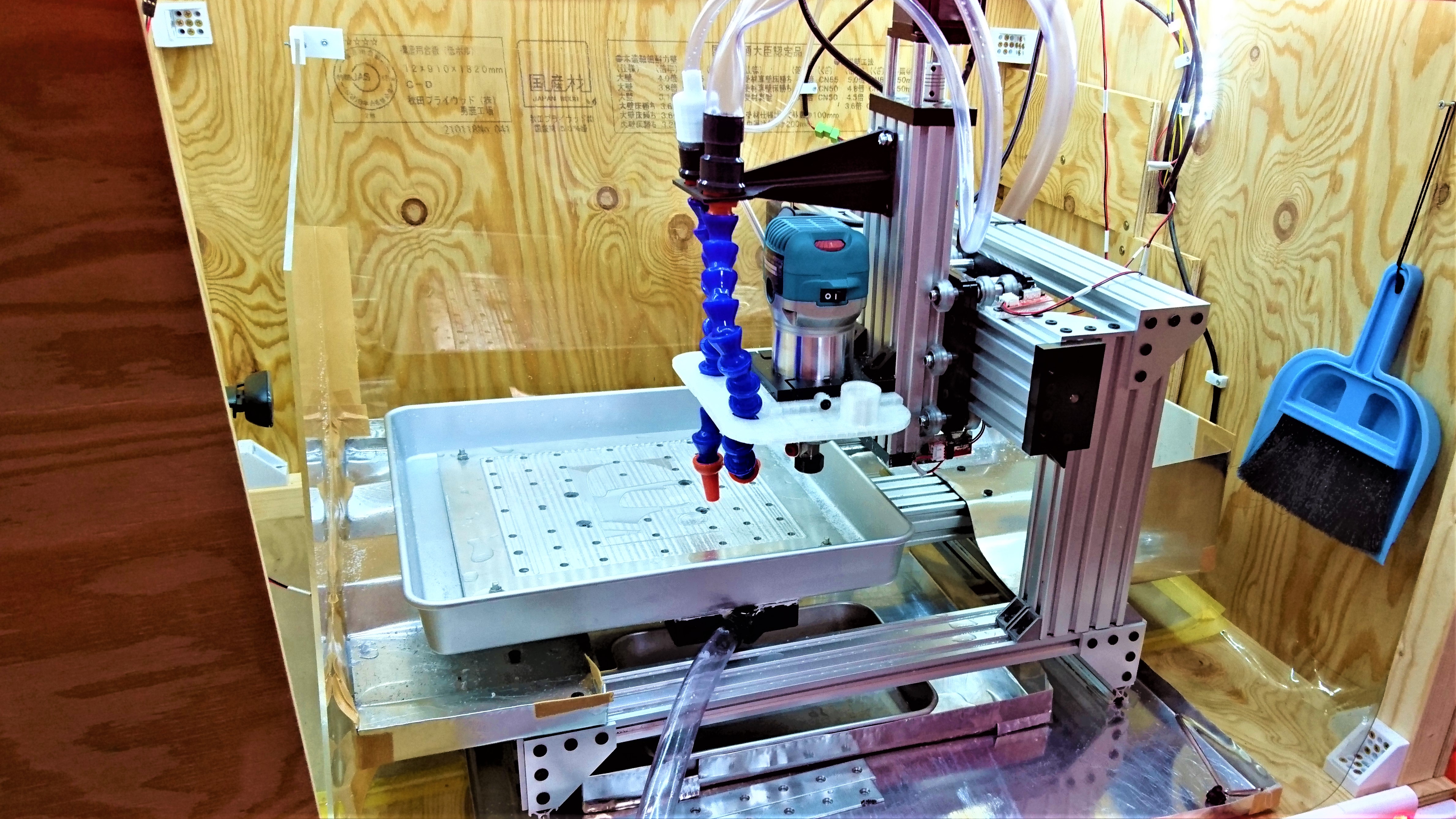
切削時のエンドミルと材料の冷却、切子の排出を効率的に行うため、切削液の循環装置を追加してみました。
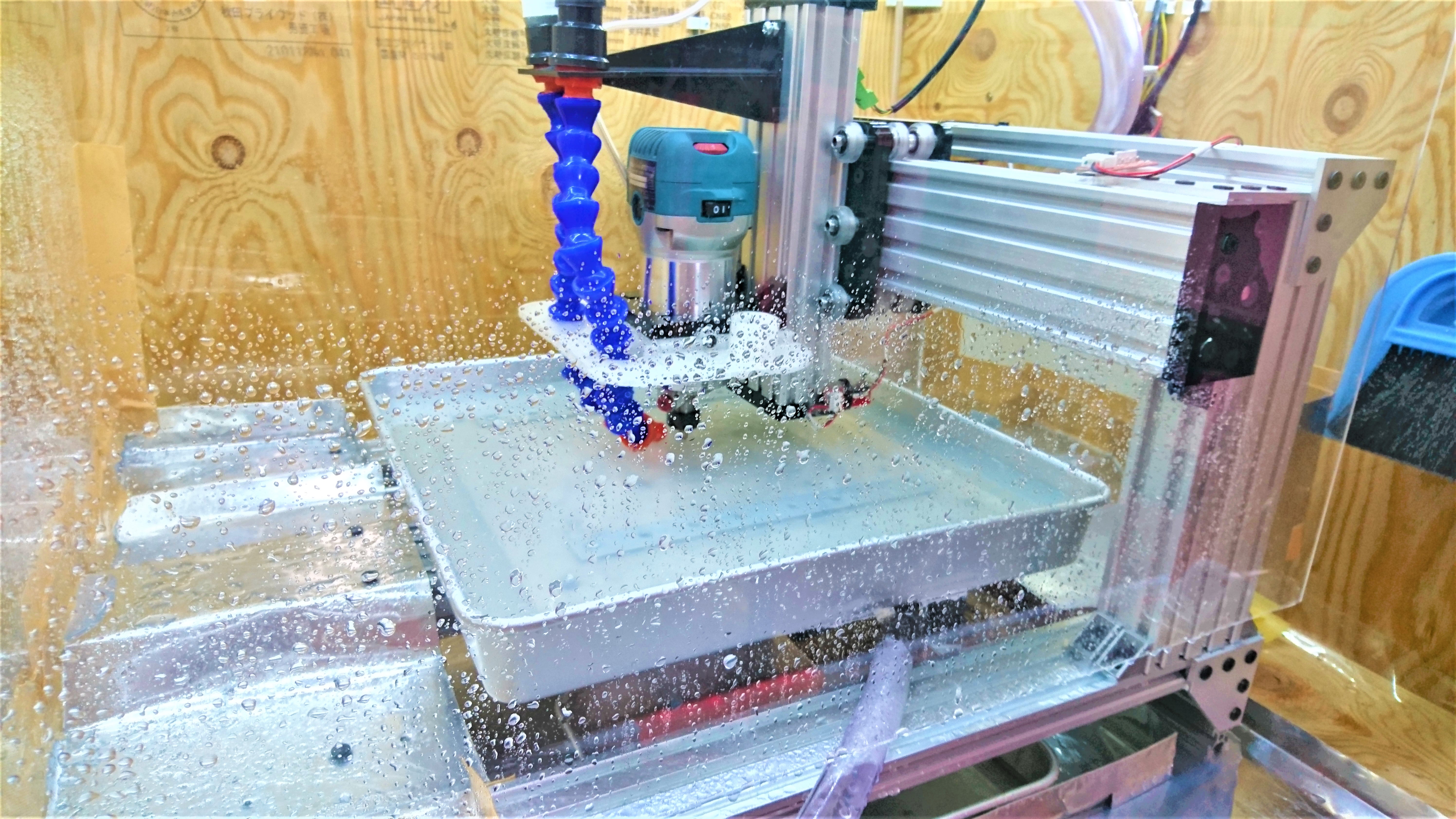
加工中はこのような感じに。
2本あるフレキシブルホース(名前あってる?)のうち、奥が冷却水、手前が集塵用となっています。
ただし、掃除機の性能が低すぎて、現状集塵がほとんどできていません。(木工)
プラスチック系材料や軽金属の切削加工は、基本、切削液をドバドバかけてやっています。
また木材の加工は、切削液なしのドライ加工でやっています。
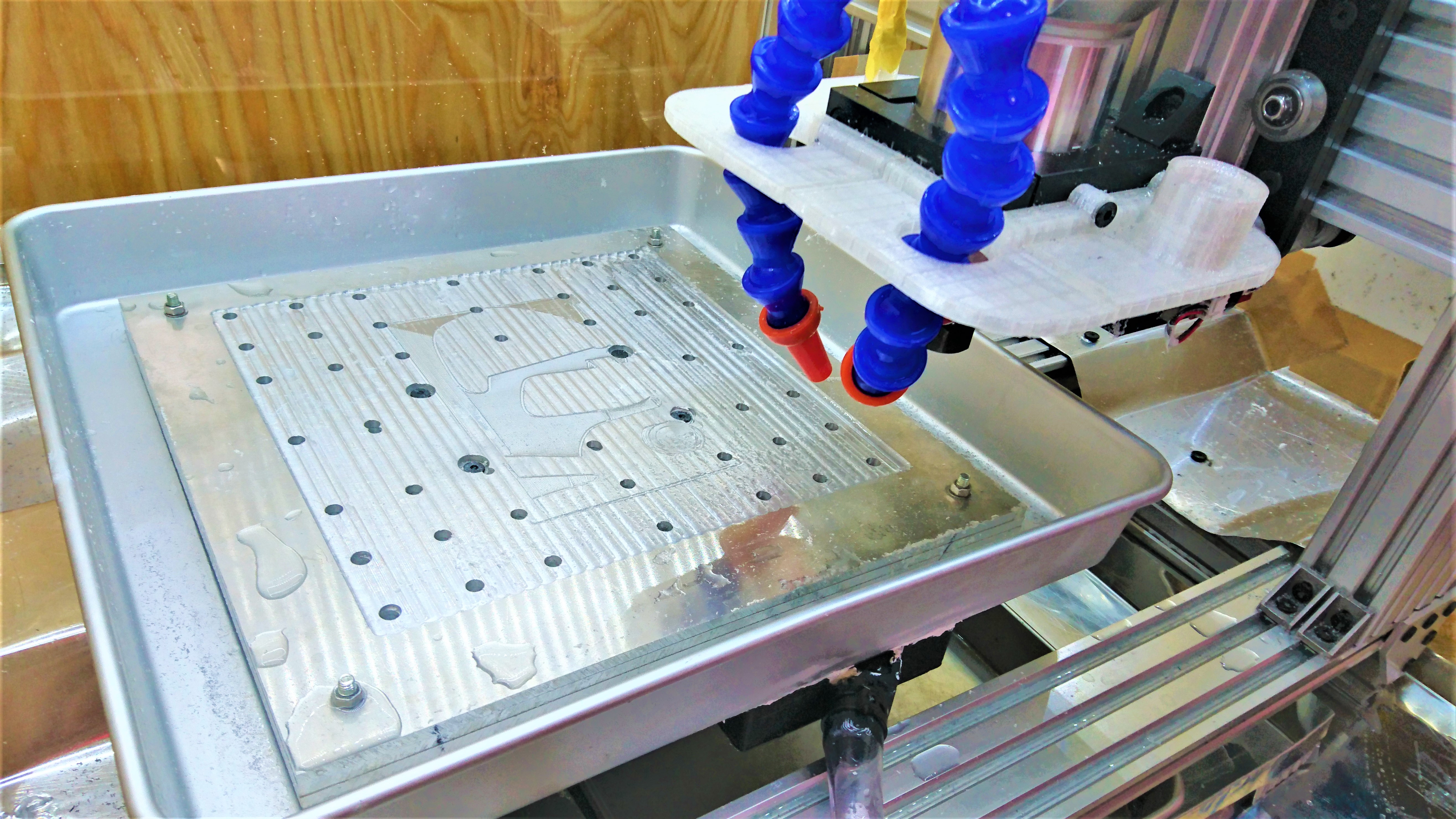
(テーブルに文字もどきが彫られていますが、エンドミルが加工中に下がってしまい、傷がついてしまっただけです。再度面出しで消す予定)
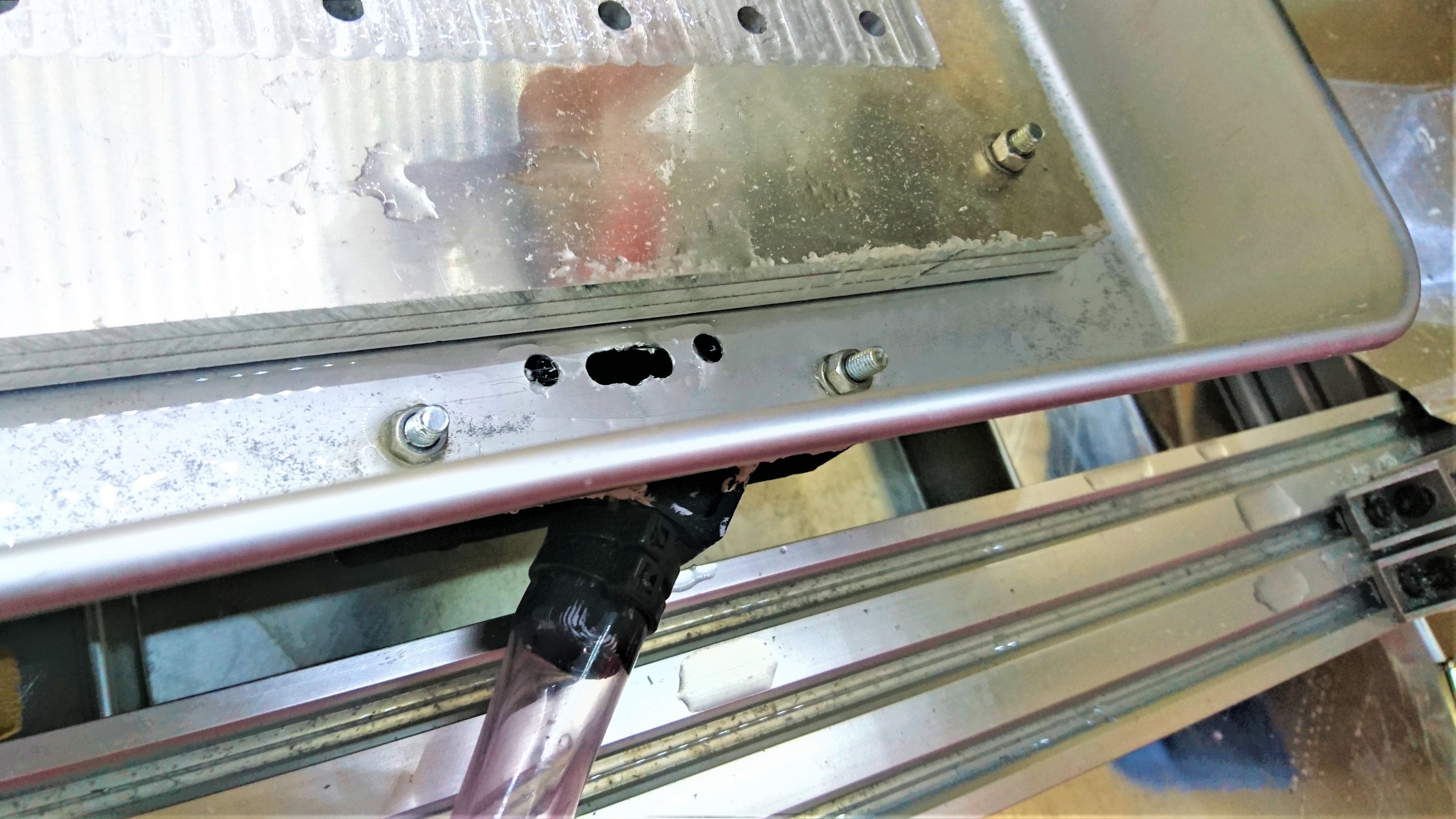
トレーに溜まった切削液は、トレーにあけた穴からホースを伝い、切削液タンクに導かれます。
稀に大きい切子が穴に引っ掛かってスムーズに液を排出できなくなることがあり、現状その都度掃除をして、流路の復活をさせないといけないです。
切削液タンクの蓋にはざるを設けてあり、切子のほとんどがここに溜まります。
切削液タンクの中にはポンプが1つあり、ここから細いホースを使い、エンドミル真横まで切削液を引き上げています。
切子が溜まると、このような状態になります。
「いいね!」 1
nyaru
2
すごくいいですね!
切削液はどういうものを使ってるんですか?
もしかしたらですが、管径が小さいことで流速が上がり、圧力損失(エネルギー減少量)が大きくなった結果、負荷が大きくなっているのかもと思いました。(あっているかはわからないですが・・・)
集塵用のフレキシブルホース(ロックライン)を太いものに変えれば改善するのかもしれません
返信遅くなり、申し訳ございません。
問:切削液はどういうものを使ってるんですか?
ANS:↓これを使っています。
特別こだわりはなく(こだわれる程の知識がないです笑)、アマゾンで安かったから採用。
原液を10倍に、水で薄めて使用するタイプです。
水と混ぜると、白い液体になります。
問:もしかしたらですが、管径が小さいことで流速が上がり、圧力損失(エネルギー減少量)が大きくなった結果、負荷が大きくなっているのかもと思いました。(あっているかはわからないですが・・・)
集塵用のフレキシブルホース(ロックライン)を太いものに変えれば改善するのかもしれません
ANS:図星です。それに加え、掃除機フィルターのつまり、フィルター容量不足とかもあるかもしれません(?)
「いいね!」 1