モーターのケーブル近くにリミットスイッチのケーブルがあるなどでノイズで干渉があったのかもしれませんね。
現在は正常に動作しているようで良かったです。
未確認ですが、おそらく$Homing/Cycleの部分にAを記述すると動作すると思います。
現在は以下のようになっているとのことなので、$Homing/Cycle2=Aとか、$Homing/Cycle1=XYAとかでしょうか。
モーターのケーブル近くにリミットスイッチのケーブルがあるなどでノイズで干渉があったのかもしれませんね。
現在は正常に動作しているようで良かったです。
未確認ですが、おそらく$Homing/Cycleの部分にAを記述すると動作すると思います。
現在は以下のようになっているとのことなので、$Homing/Cycle2=Aとか、$Homing/Cycle1=XYAとかでしょうか。
ありがとうございました。
A軸の原点復帰ですが、部品を揃えてから確認してみます。
nyaruさま
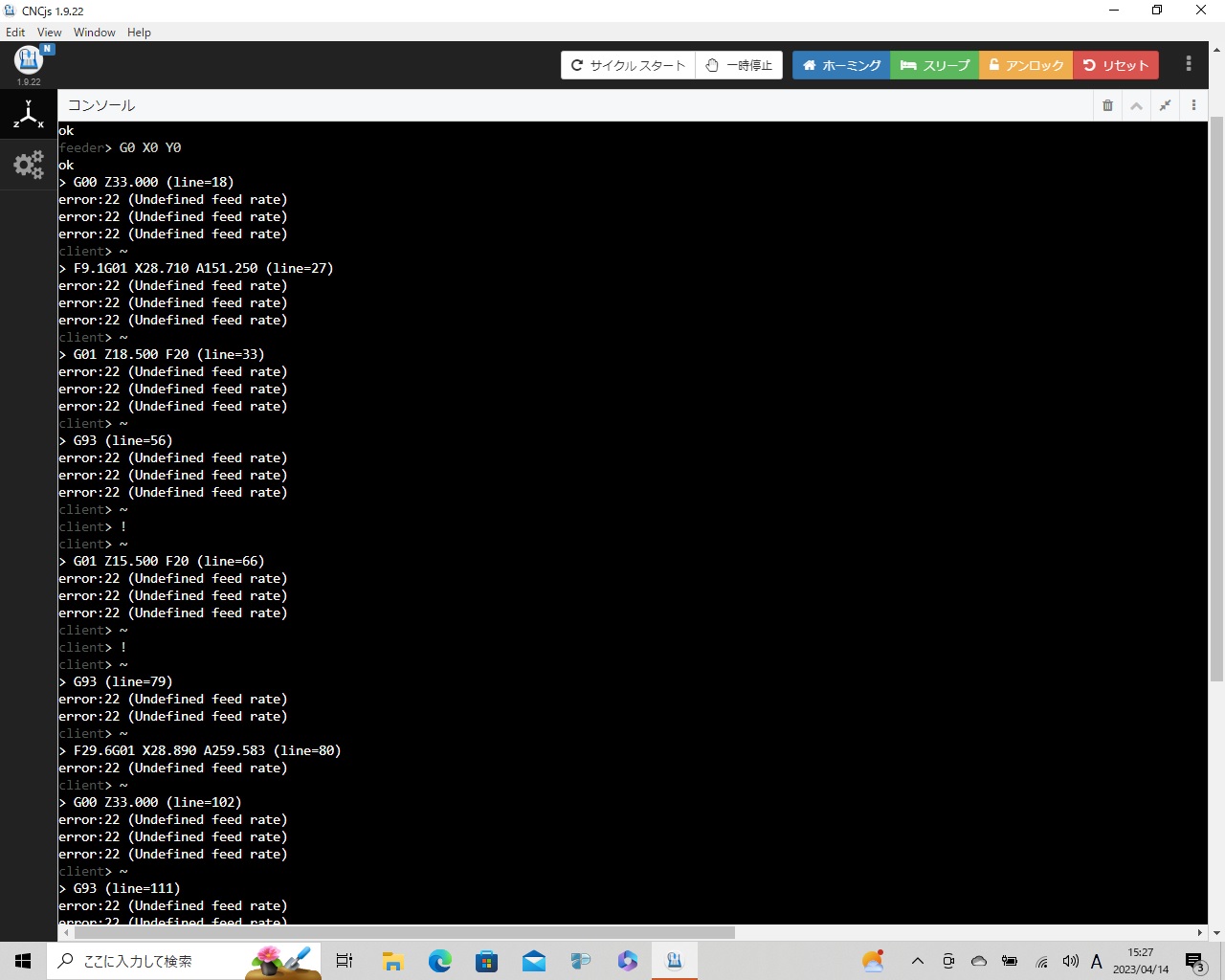
最初から削ているところですが、前回と同じところでError22が出ています。その時、必ず送り速度欄がブランクになっています。再起動ボタンを押すと再起動します。その時、切削送り速度で開始する場合もあれば、早送りで開始する場合もあります。早送りで始ます場合には、切削していますのでかなりの音になります。
かなり頻繁にError22がでていますね
該当部のGコードやNCファイルをこちらに貼っていただければ似たような現象が起きるか検証してみます。
nyaruさま
ファイルを添付しようとしたのですが、エラーがでてアップできませんでした。
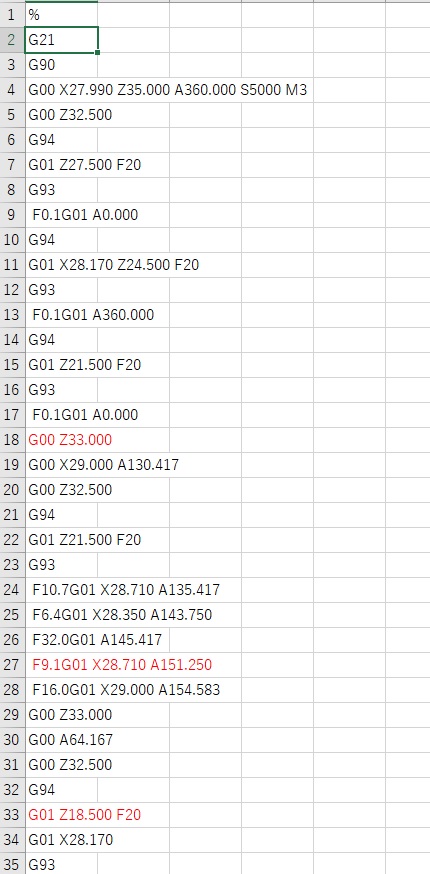
エクセルへロードした画像を添付します。
時間が空いた時に軽く最初の方だけ動かしてみましたが、たしかにerror:22が出ていました。
一行ずつ実行してみると18行目でerror22が出たので、そこにG94を差し込んでやるとエラーは出なくなりました。ポストプロセッサ側で対応できそうであれば、G0の前にG94をつけるという処理で一時的に回避可能かと思います。
G93のもとでG0移動をしようとするとなぜか設定されている送り速度が参照できなくなるということが起きているような気がします。ファームウェア側の問題っぽそうですね。
最終的に動かしてみた部分のGコードを載せておきます
%
G21
G90
G00 X27.9 Z35 A360 S5000 M3
G0 Z32.5
G94
G1 Z27 F20
G93
F0.1G01 A0.00
G94
G01 X28.17 Z24.5 F20
G93
F0.1G01 A360
G94
G01 Z21.5 F20
G93
F0.1G01 A0.00
G94
G00 Z33.000
G00 X29.000 A130.417
G00 Z32.5
G94
%
nyaruさま
お忙しい所、調査して頂き、ありがとうございます。
再現されたという事で、希望が持てます。
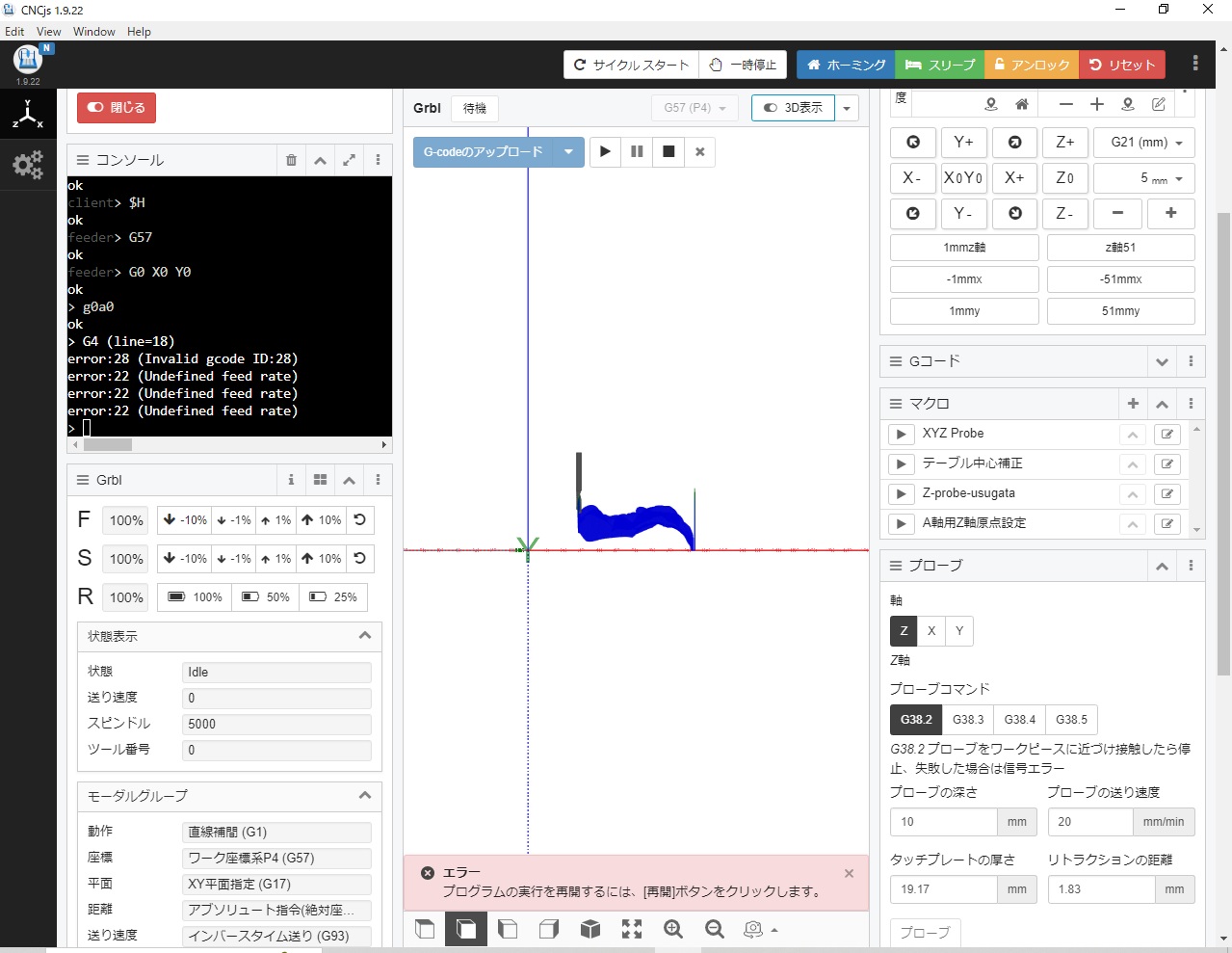
G0の前にG94を付けるとエラーがなくなるとのことですが、次の27番のエラーは、G0の状態ではない場合に、エラーが出ています。処理的に間に合わない状況が出ているのかもしれません。現在、切削中で次回切削時には、G4のドエルでも入れるとエラーが出ないかもしれませんので確認してみます。
nyaruさま
G4を入力して確認しましたが、添付の画像の様に効果はありませんでした。
掲載されている部分を入力して動かしてみました。
G93の時のG0でエラーが出ていたので、G93でG0がでてくる際にはG94を入れるようにしてみました。
以下が使ったNCプログラムです。
%
G21
G90
G00 X27.9 Z35 A360 S5000 M3
G0 Z32.5
G94
G1 Z27.5 F20
G93
F0.1G01 A0.00
G94
G01 X28.17 Z24.5 F20
G93
F0.1G01 A360
G94
G01 Z21.5 F20
G93
F0.1G01 A0.00
G94
G00 Z33.000
G00 X29.000 A130.417
G00 Z32.5
G94
G01 Z21.5 F20
G93
F10.7G01 X28.710 A135.417
F6.4G01 X28.350 A143.750
F92.0G01 A145.417
F9.1G01 X28.710 A151.250
F16.0G01 X29.000 A154.583
G94
G00 Z33.000
G00 A64.167
G00 Z32.500
G94
G01 Z18.500 F20
G01 X28.170
結果として、error:22がでなくなり完走できました。
kawadeさんが懸念されていた、27行目のエラーに関してもこちらでは表示されなかったので、これまではエラーが発生したことで、バッファがバグって以降のGコードを一部読み落とすみたいなことが発生していたのかもしれません。
もう関係ないかもしれませんが、エラー表示的に恐らくG4のみを入力しているかもしれないので、もしそうでしたらG4 P◯◯で指定しないと意味ないかもしれません。
たしかにA軸には原点復帰はいらないかと私も考えていましたが、なにかの理由で中断した加工を再度スタートする場合には原点復帰は必須になりますね。
nyaruさま
再評価して頂き、ありがとうございます。
次の加工時に、G94を入れて確認してみます。
G4の挿入は、読み取る時間を稼ぐつもりで時間指定しなかったのですが、エラーになってしまいました。
現在、切削中ですが、少しA軸がづれているようで、削られる部分があります。
最後まで削ってみます。
A軸用のリミットスイッチの設置場所も中々良い所が無いので、電源ON時の最初だけ原点復帰できれば良いので、取り外しができる簡単な設置を考えています。
nyaruさま
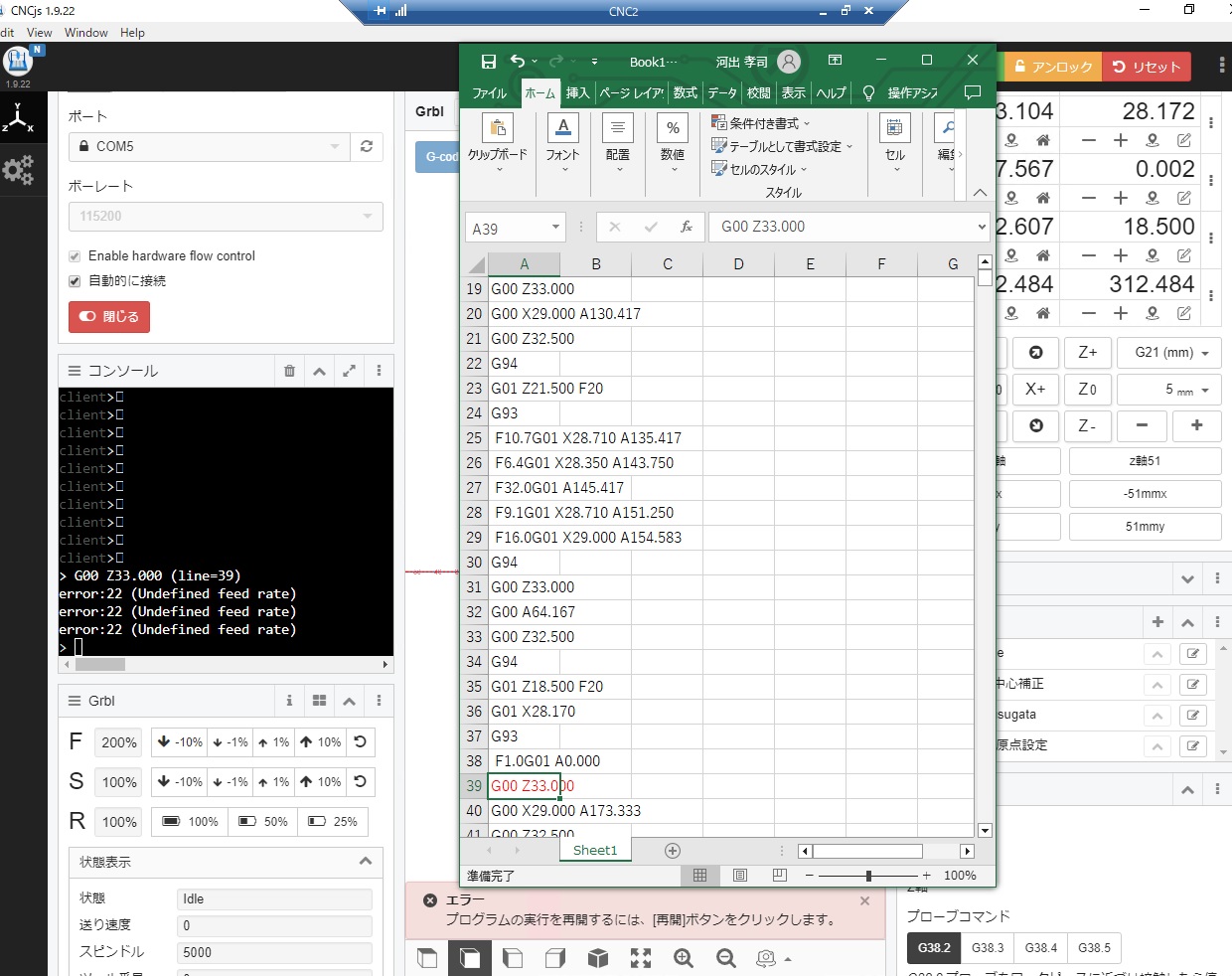
エラー22について調査しました。指摘された所にG94を入れるとエラー発生しませんでした。しかし、今まで発生しなかった所がエラーになってしまいます。条件は、ご指摘の通りG94を指定しないで実行した時です。から運転した時のエラーが発生した画面をします。
なるほど。少し面倒かもしれませんが出力されたNCデータをテキストエディタなどで開き、G00をG94 G00に全て置換してみてはどうでしょうか。うまくいくかはわからないですが・・・
楽しみにしています!
せっかくなので4軸加工用に新しくトピックを立ててそちらで色々と情報共有していただけると、いろんな人に見てもらえるようになり良いかと思います!