組み立て後の動作確認方法について
1.配線等の動作確認
今一度配線の状態を確認します。
- 電源のプラスマイナスは間違っていないか
- モーターの線は4本とも接続されているか
- リミットスイッチは正しく接続されているか(リミットスイッチ有りの場合)
- 各コネクタはしっかり接続されているか
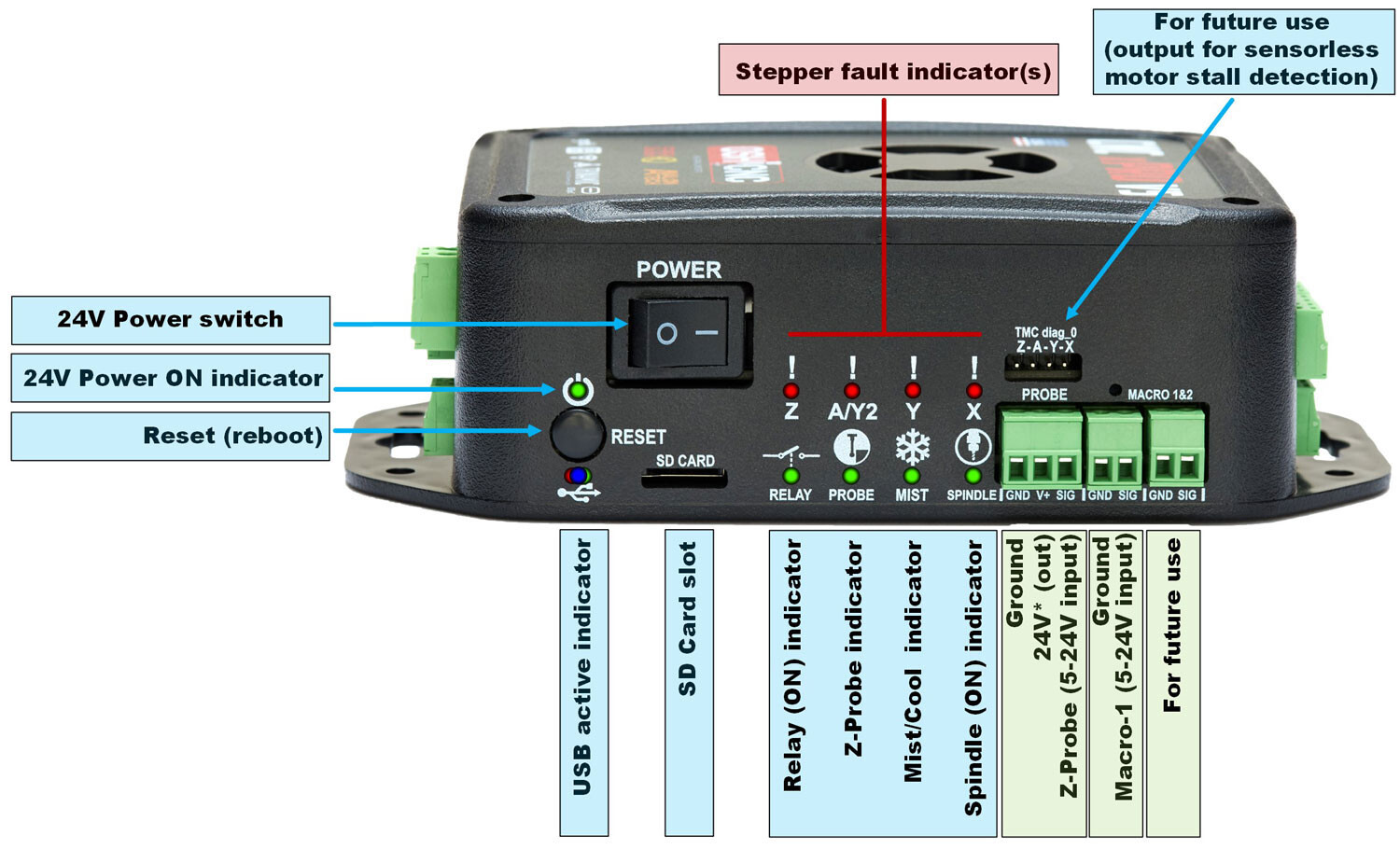
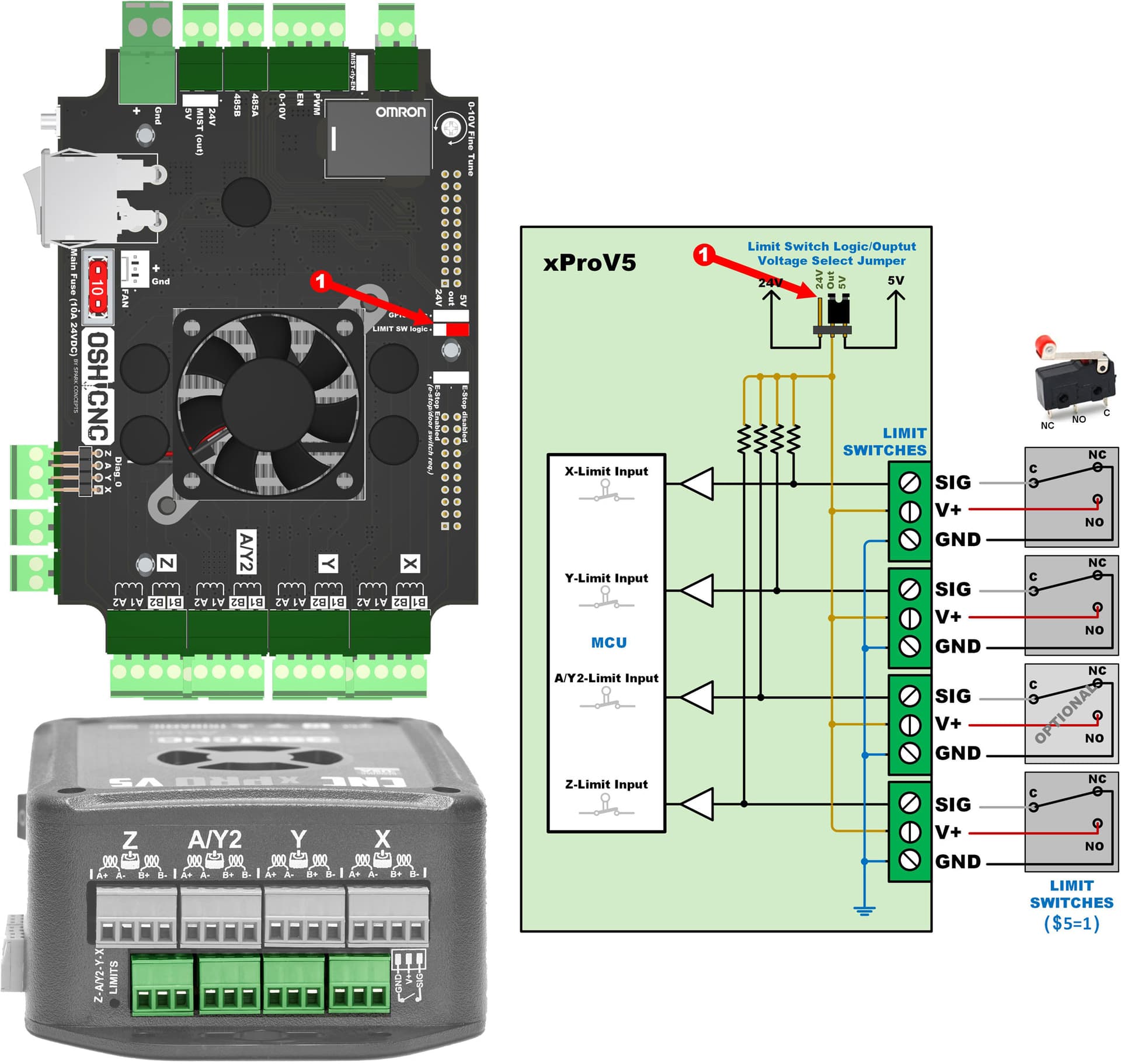
CNC xPRO v5
配線例
http://makerhardware.net/wiki/doku.php?id=electronics:xpro_v5_motion_control_system
電源
24V電源を入れ、POWERスイッチを入側(I)にしたときにxPRO v5の電源マークに緑のLEDがついているか確認します。
モータードライバのインジケータの確認
下図のように強くLEDが光る場合は配線がショート等している可能性があるため、モーター配線を見直してください

リミットスイッチの動作の確認(CNC xPRO)
CNCxPROに電源が入っている状態でリミットスイッチを押すとLEDが光ります。
取り付けているリミット全てに対してLEDが光るか確認してください。

スイッチを押してもLEDが光らない・光りっぱなしの場合
- 配線の確認(抜けていないか)
- リミットスイッチのNOとCに接続されているか
- CNC xPROのGNDとSIGに接続されているか
Basic hookup · Spark-Concepts/xPro-V5 Wiki · GitHub
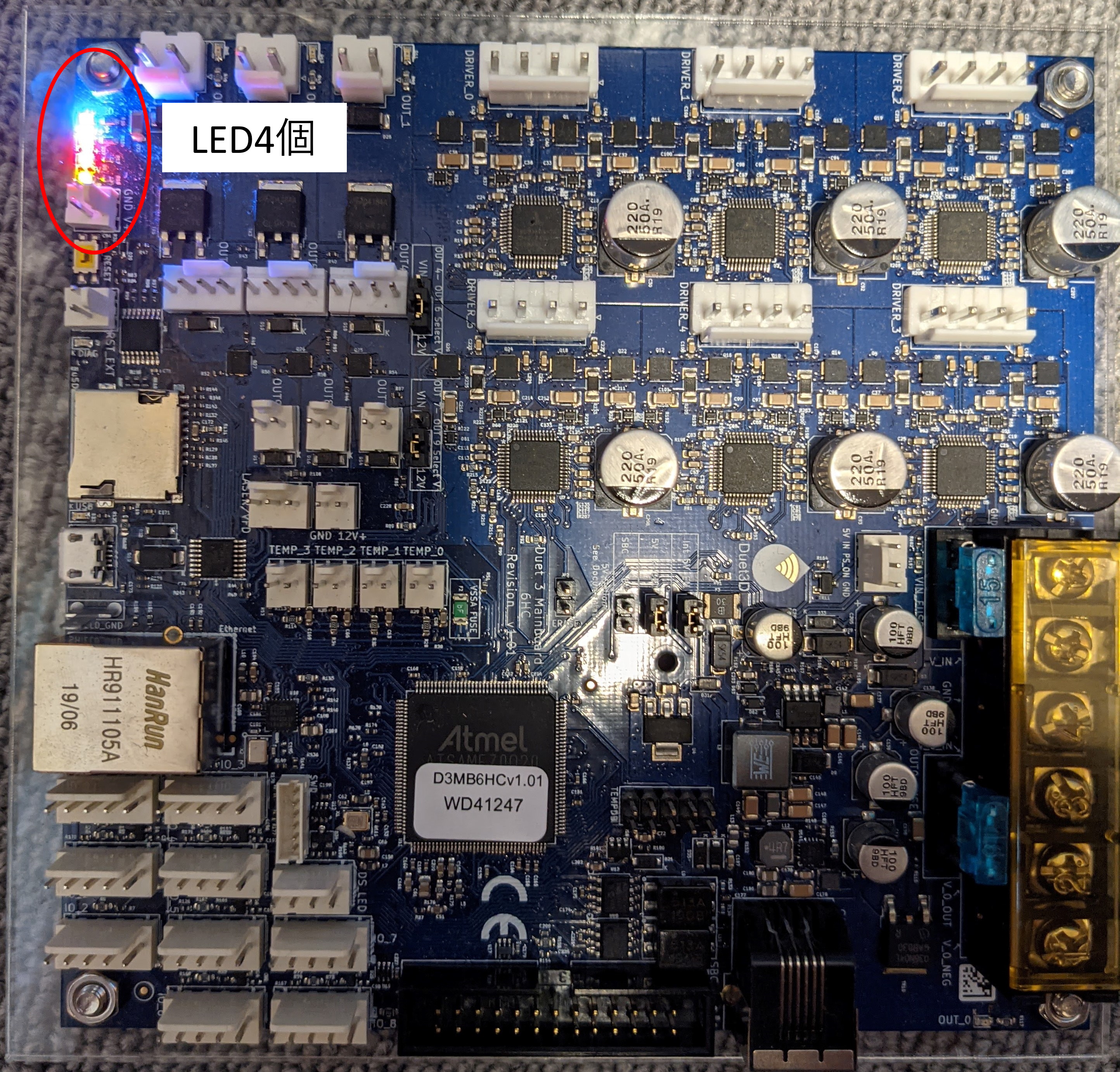
Duet
電源
24V電源をONにした際にLEDはすべて点灯していますか
電源配線については以下のトピックを参照
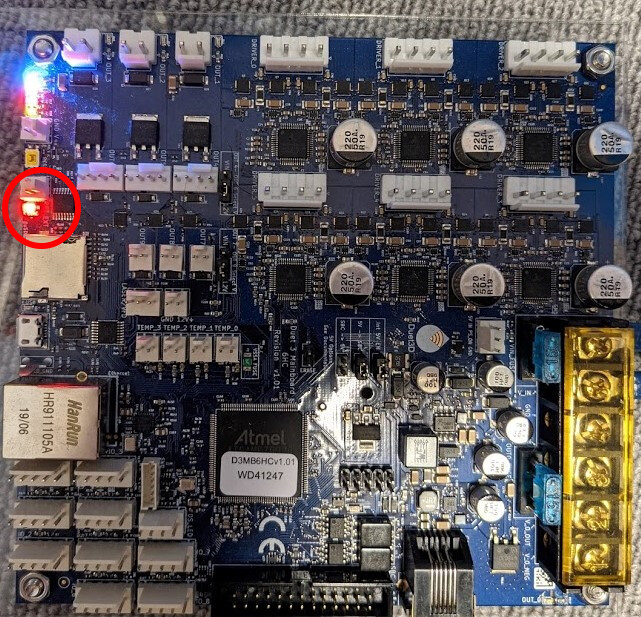
DIAG LEDが高速に点滅していないか
1Hz(1秒1回)のゆっくりとした点滅は正常な状態です。
2.コントロール用UIの確認
| 制御基板 | ソフト |
|---|---|
| CNC xPRO v4 | CNCjs等(grbl用) |
| CNC xPRO v5 | CNCjs等・WebUI |
| Duet3 | WebUI |
操作用UIが表示できるか確認してください。
接続の確認
各トピックを確認してください
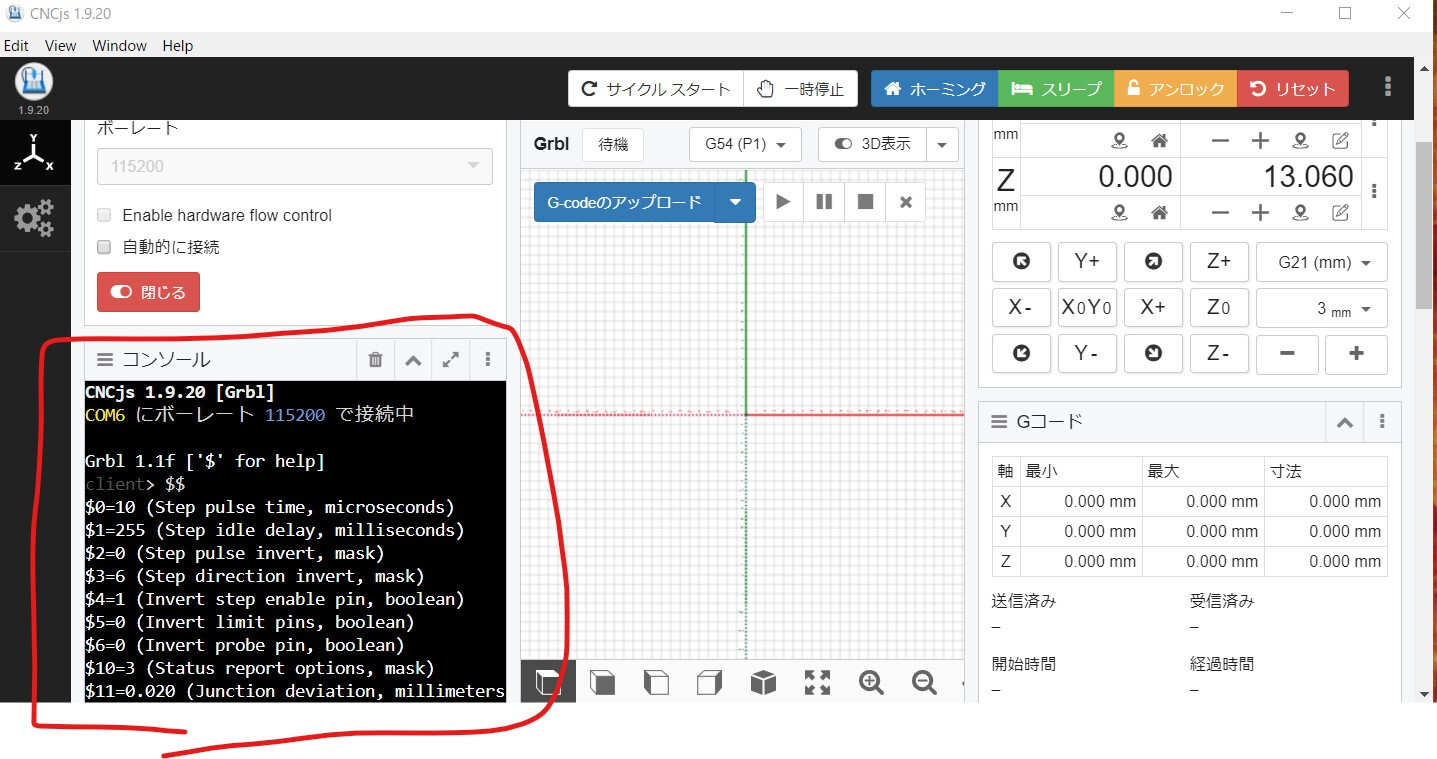
CNC xPROでUSB接続の場合
CNCjsのコンソールに文字が表示されていれば大丈夫です。
接続方法
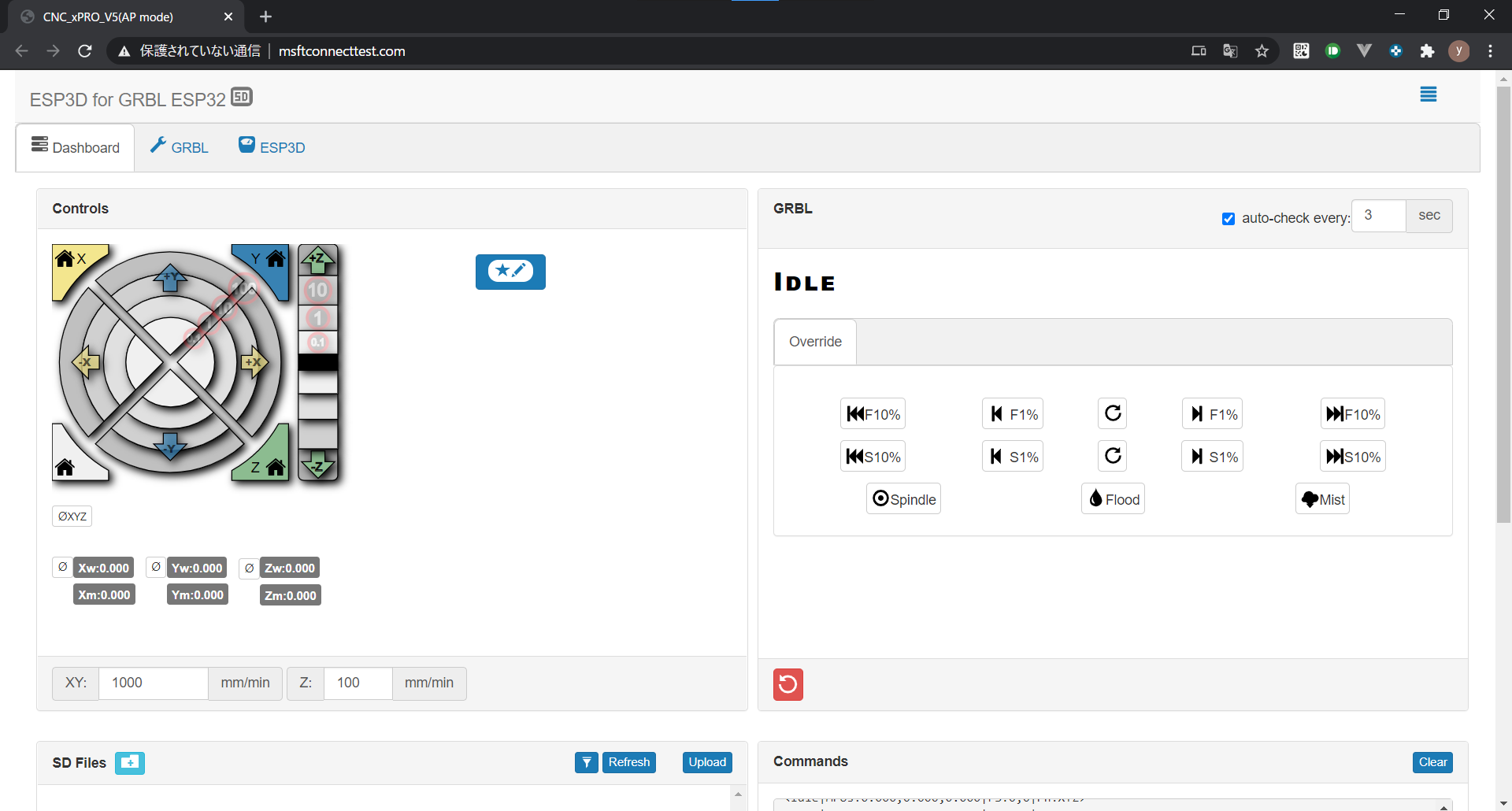
CNC xPROでWiFi接続の場合
画像のような操作画面が表示されていれば大丈夫です。
接続方法
Duetの場合
操作画面が表示されていれば大丈夫です。
接続方法
表示されない場合
CNC xPRO(USB接続)の場合
- ドライバはインストールされていますか(Win10の場合 CP210x Universal Windows Driver)
CNC xPRO(WiFi接続)の場合
- CNC xPROのアクセスポイントに接続しているか確認してください(勝手に別のWiFiに切り替わっていないか)
- Internet ExploreではなくGoogle ChromeやFirefoxのブラウザで試してみてください
- ブラウザのURLの欄に
192.168.0.1やcnc_xpro_v5.localを入力してみてください
Duetの場合
- LANケーブルの接続を確認してください
- Avalontechデフォルト設定では192.168.0.56を使うように設定されています。お使いのネットワークの環境に合わせてSDカード内config.gを編集してIPアドレスを適切なものに変更してください。(
M552 P192.168.0.56 S1を変更) - Internet ExploreやEdgeではなくGoogle ChromeやFirefoxのブラウザで試してみてください
- IPアドレスを自動取得に変更し、hostnameでアクセスする。(config.gの
M552 P192.168.0.56 S1をM552 P0.0.0.0 S1とし、http://mycnc.local/にてアクセス)
軸移動動作の確認
一度24V電源を切り、手でモーターを回して各軸中央方向に移動させます。(PCから操作した際に端方向に動かして端にぶつからないようにするためです)
再度24V電源を入れ、操作画面を開き、まずは各軸0.1mm移動、大丈夫そうなら1mm移動を行います。(移動単位は何mmでもいいですが移動量を大きくしすぎて端にぶつからないように気をつけてください)
操作方法
CNC xPRO(USB接続)の場合
X+やY+、Z+を押すと+方向に移動します
X0Y0やZ0を押すと各軸座標0の位置(原点)へと移動します。(初期の設定では電源投入時の位置が原点位置として記憶されます。)
CNC xPRO(WiFi接続)の場合
円が広がる方向に移動量が大きくなります。
家マークはホーミング(機械原点を探す)を行うボタンです。リミットスイッチを付け、設定を有効にしないと使えません

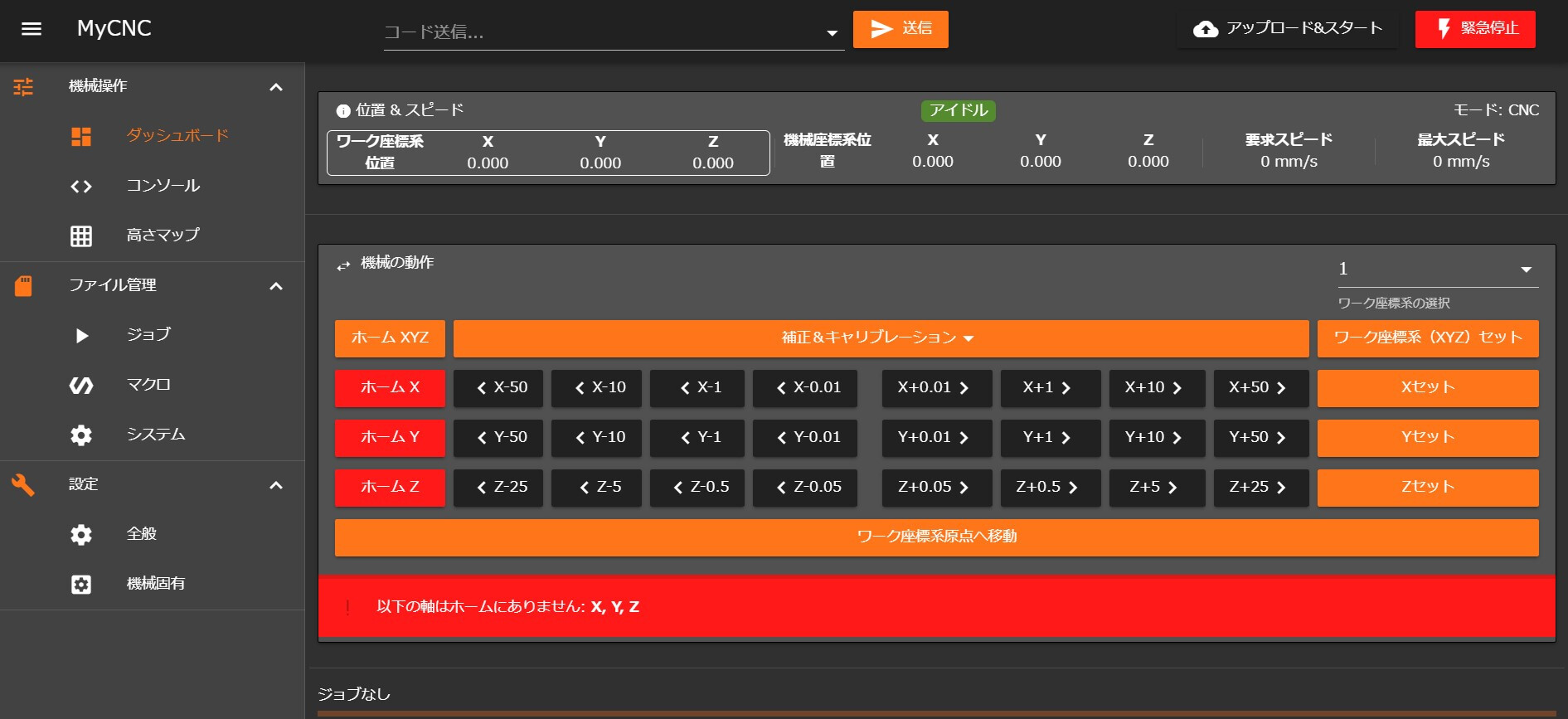
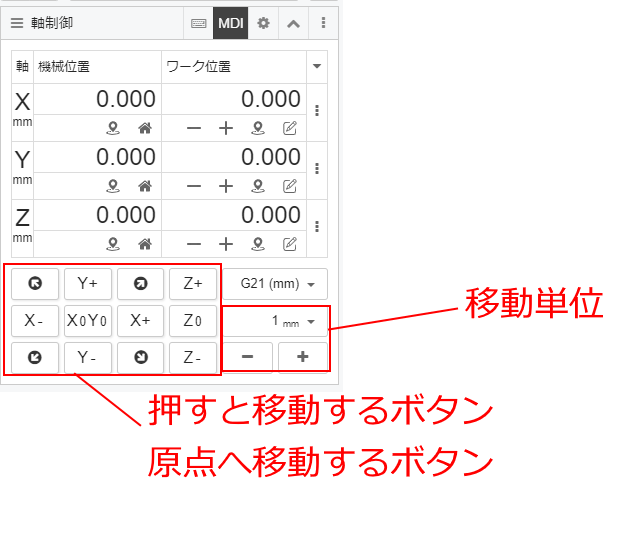
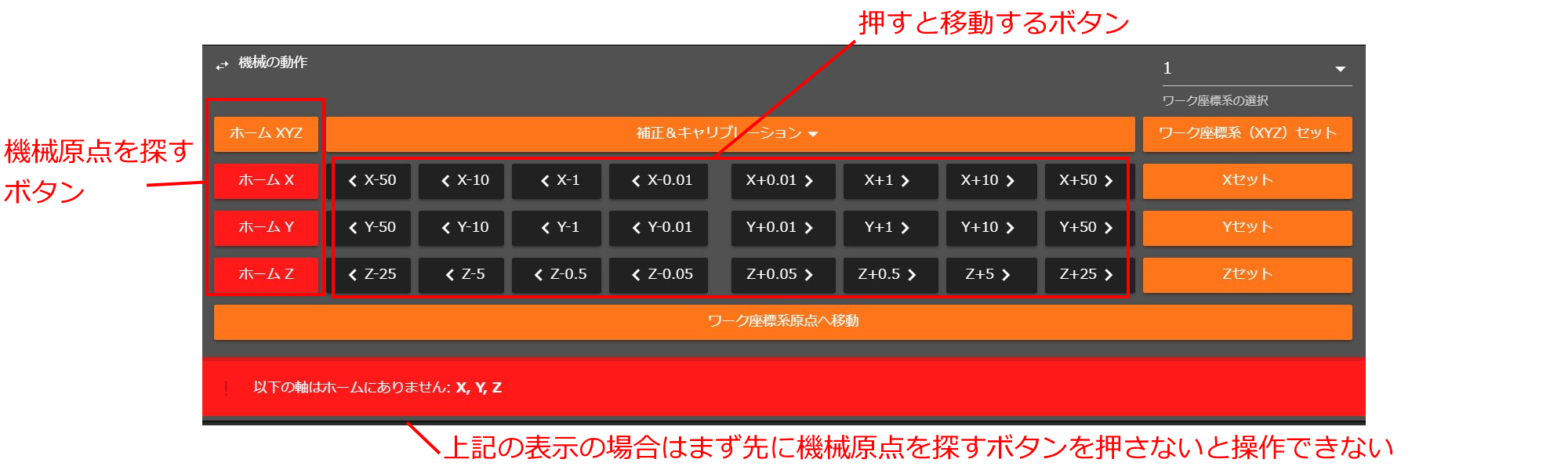
Duetの場合
動かない・異音がする
軸が動かない場合
- モーターの配線はあっていますか
ステッピングモーターの配線【汎用】 - モーターにつながるコネクタ類はしっかり刺さっていますか
- 動かそうとしている軸とモーターは一致していますか(基板のXYZの表示とモーターの対応を確認)
モーターから異音(ガガガと音がなる)
- モーターの配線を確認してください
モーターの相の1セット(A1、A2など)が接続されていないとガガガと音がなります。
4.各種設定
軸移動方向設定
軸の向きはユーザーが自由に変更することができます。
軸を設定する場合の設定例は以下のようになります。
※同じ設定にする必要はなく、以下は例となります。
加工物のセットをしやすくするために原点側を手前にするなど、都合に合わせて軸構成を変更してください。
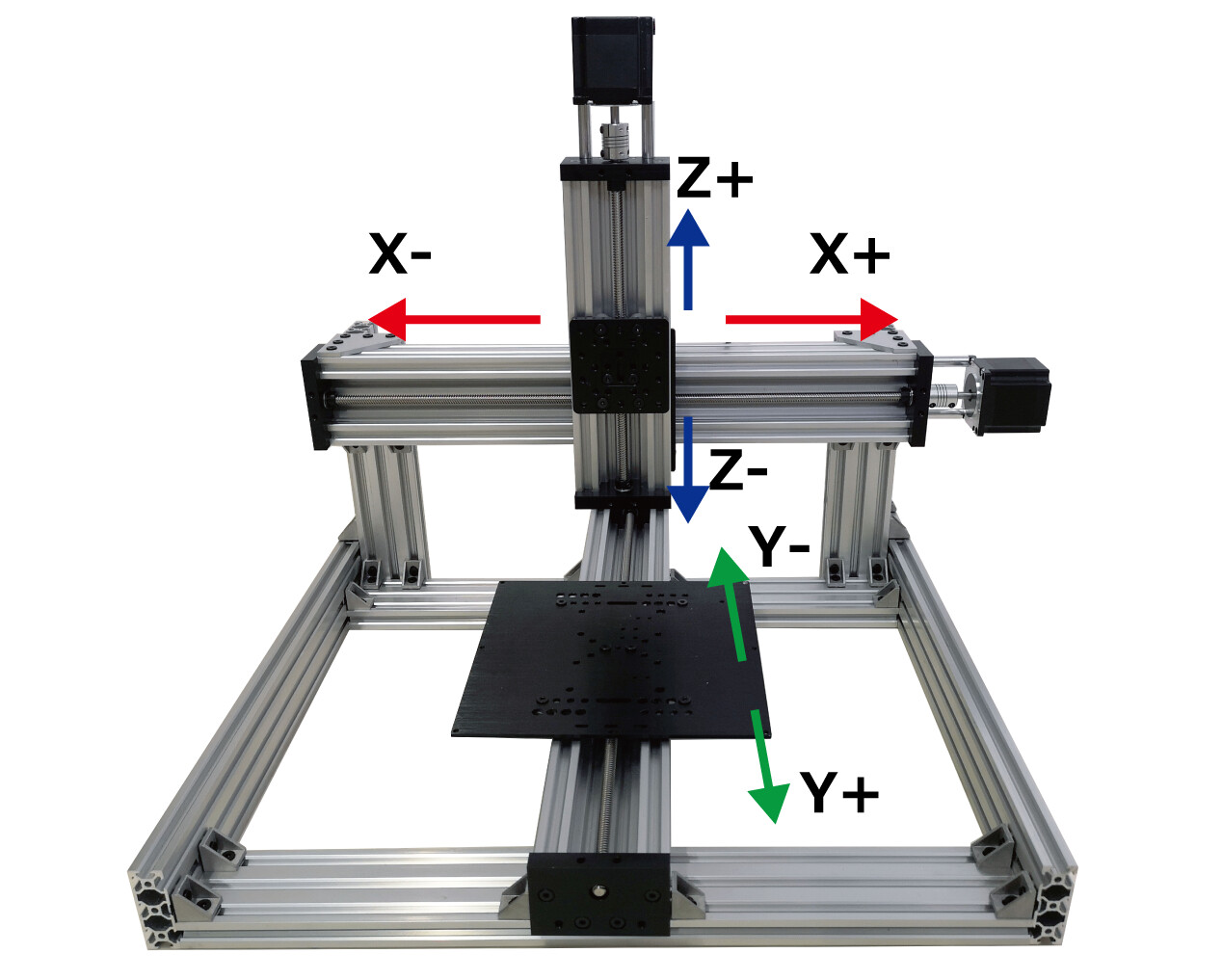
CBeam Machine
構成例1
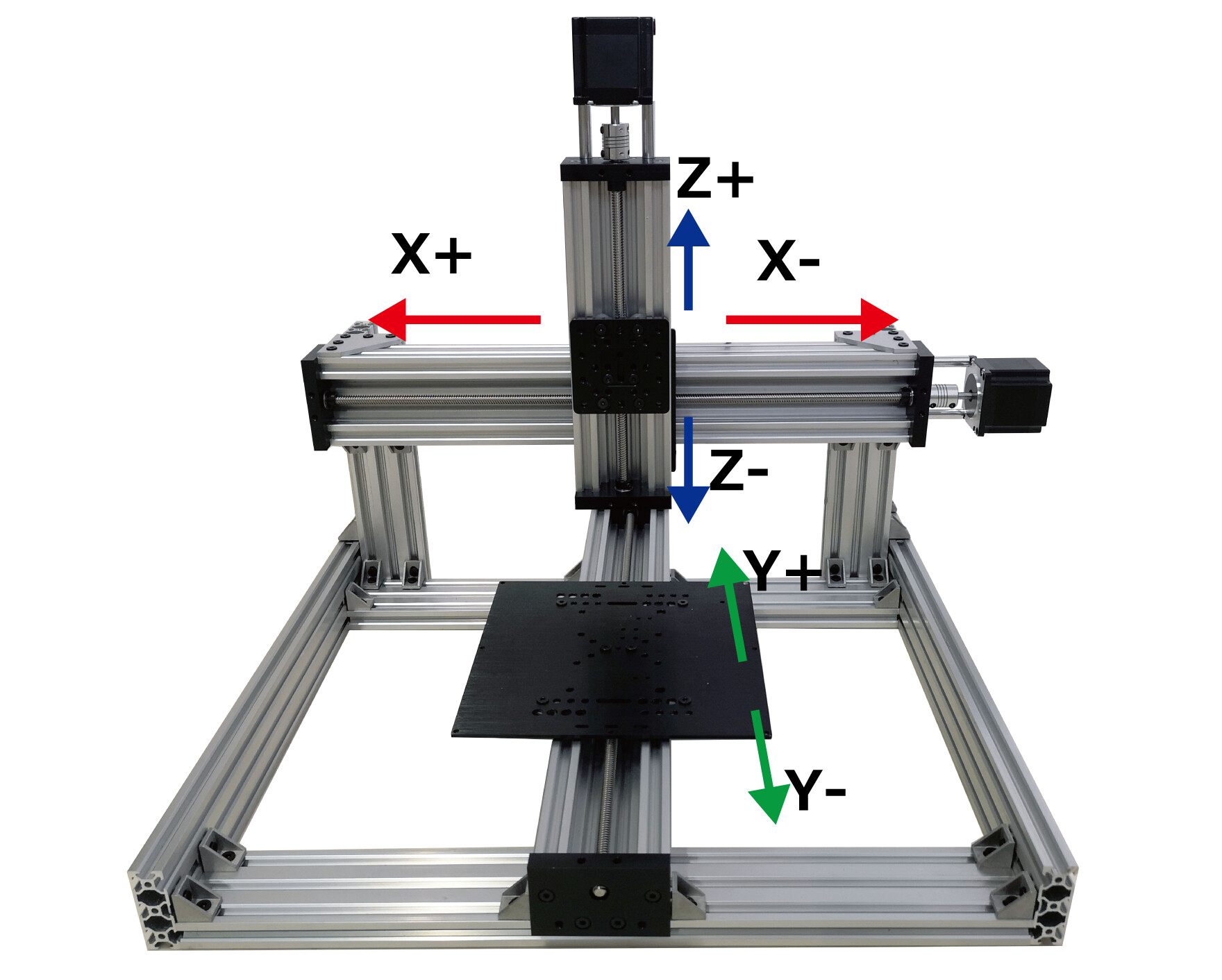
原点復帰時に加工対象物のセットがしやすい構成
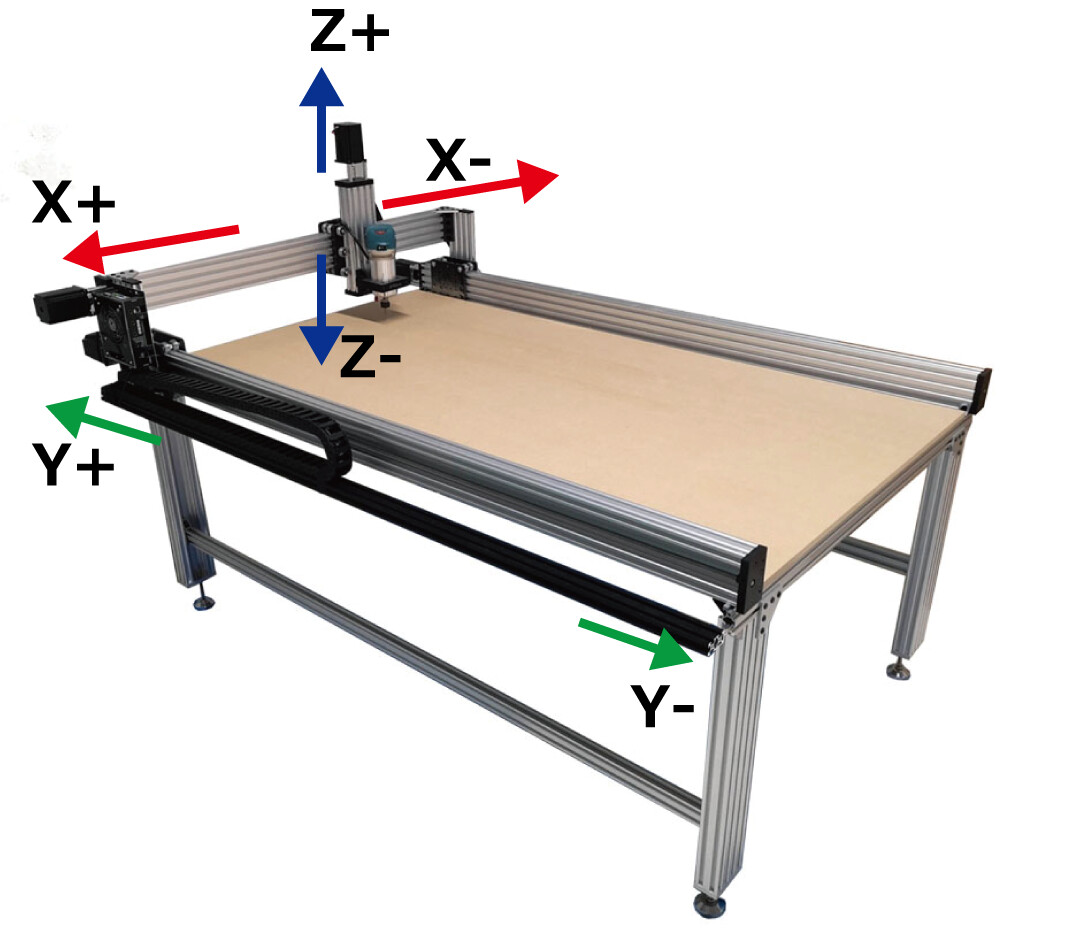
Art CNC
右手系準拠の構成
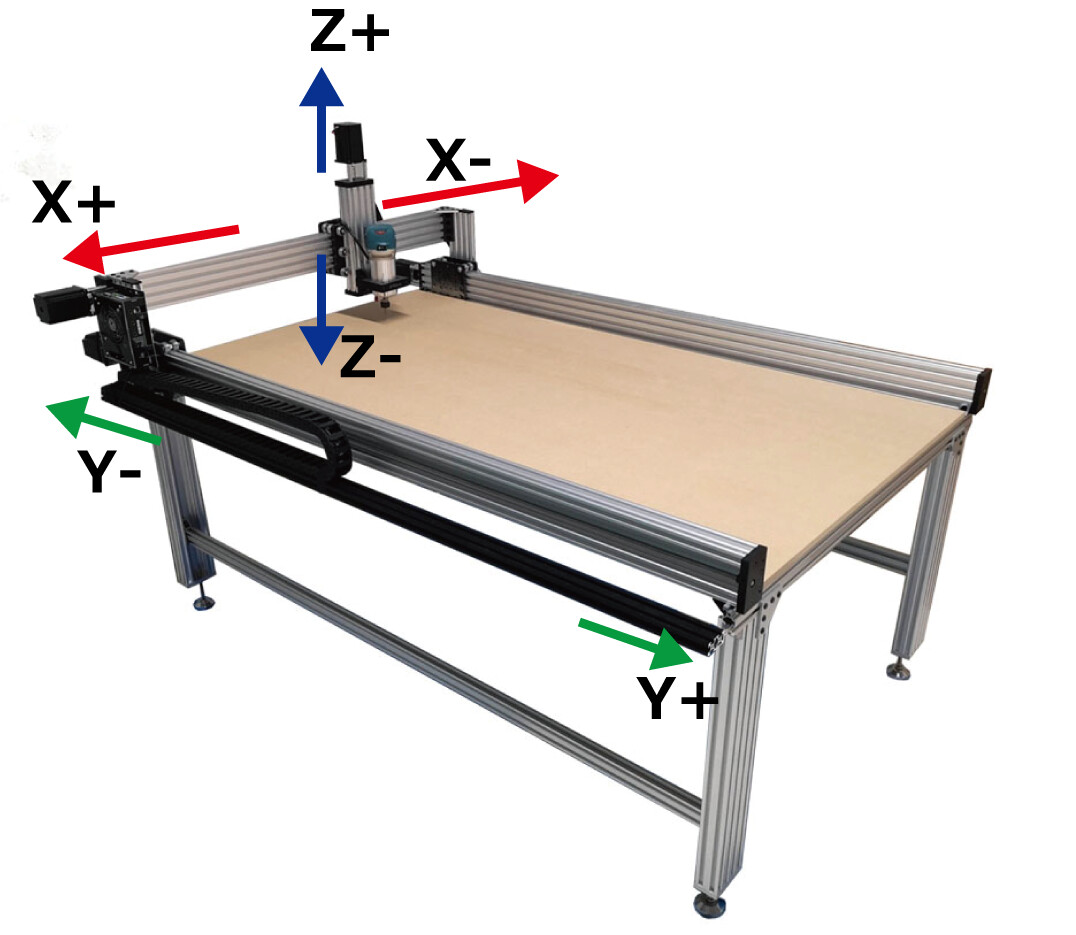
原点復帰が左手前となる構成
設定方法
設定したい軸移動方向と実際に動く方向が逆の場合、以下の方法で設定を変更します
- ステッピングモーターの配線を入れ替える
- ソフトウェアで変更する
CNCxPRO
grblのパラメータを変更します。
CNCjsを使っている場合はCNCjsのコンソールから変更します。
WebUIを使っている場合はGRBLタブから変更します。
Duet
ホーミング方向設定(リミットスイッチ有りの場合)
これはリミットスイッチを取り付けている場合のオプションの設定となります。リミットスイッチをつけていない場合は、この設定を飛ばします。
CNCxPRO
まずホーミング機能をパラメータ$22にて有効にします。
CNCjsを使っている場合はCNCjsのコンソールから変更します。
WebUIを使っている場合はGRBLタブから変更します。
CNCxPROではデフォルトの設定ではホーミング(機械原点探しの移動)は+方向に移動しリミットスイッチを探します。
リミットスイッチの位置が軸の+方向端にない場合はリミットスイッチの取り付け位置を変更するか、ソフトウェアのパラメータを変更します。
ホーミング方向反転のパラメータは$23で前述の軸移動方向の設定と同じように0~7の値で設定します
| $23の値 | 意味 |
|---|---|
| 0 | どの軸も反転しない |
| 1 | X軸だけ反転 |
| 2 | Y軸だけ反転 |
| 3 | X軸とY軸が反転 |
| 4 | Z軸だけ反転 |
| 5 | X軸とZ軸が反転 |
| 6 | Y軸とZ軸が反転 |
| 7 | すべての軸を反転 |
Duet
SDのconfig.g内にてM574のコマンドでリミットスイッチ方向が定義されています。
M574の説明(Duet公式)
またホーミング時の動き方はhomeall.g、homex.g、homey.g、homez.gのファイル内にて定義されています。
Avalontechデフォルトの設定では+方向端にリミットスイッチがあるものとしています。
移動量調整
1mm動かすのに必要なモーターの動作量を計算します。設計上のデフォルト値(200step/mm)でも問題ないですが、多少誤差があるので計測して設定する方がよいです。いくつか方法を示します。
なお1mm以下の精度は気にならないという方は飛ばしても大丈夫です。
また測定時で軸を動かすときは必ず一方向にのみ動かすようにしましょう。
バックラッシュという逆方向に動くときの誤差が発生します。
方法1(ボールペンを固定して線を引き移動距離を測定)
精度は良くないですが一番簡易的な方法です。
テーブルに紙をひいてテープ止めしておき、ボールペンをZ軸に固定します(固定方法は何でもよいです。できるだけペン先が動かないようにしてください)
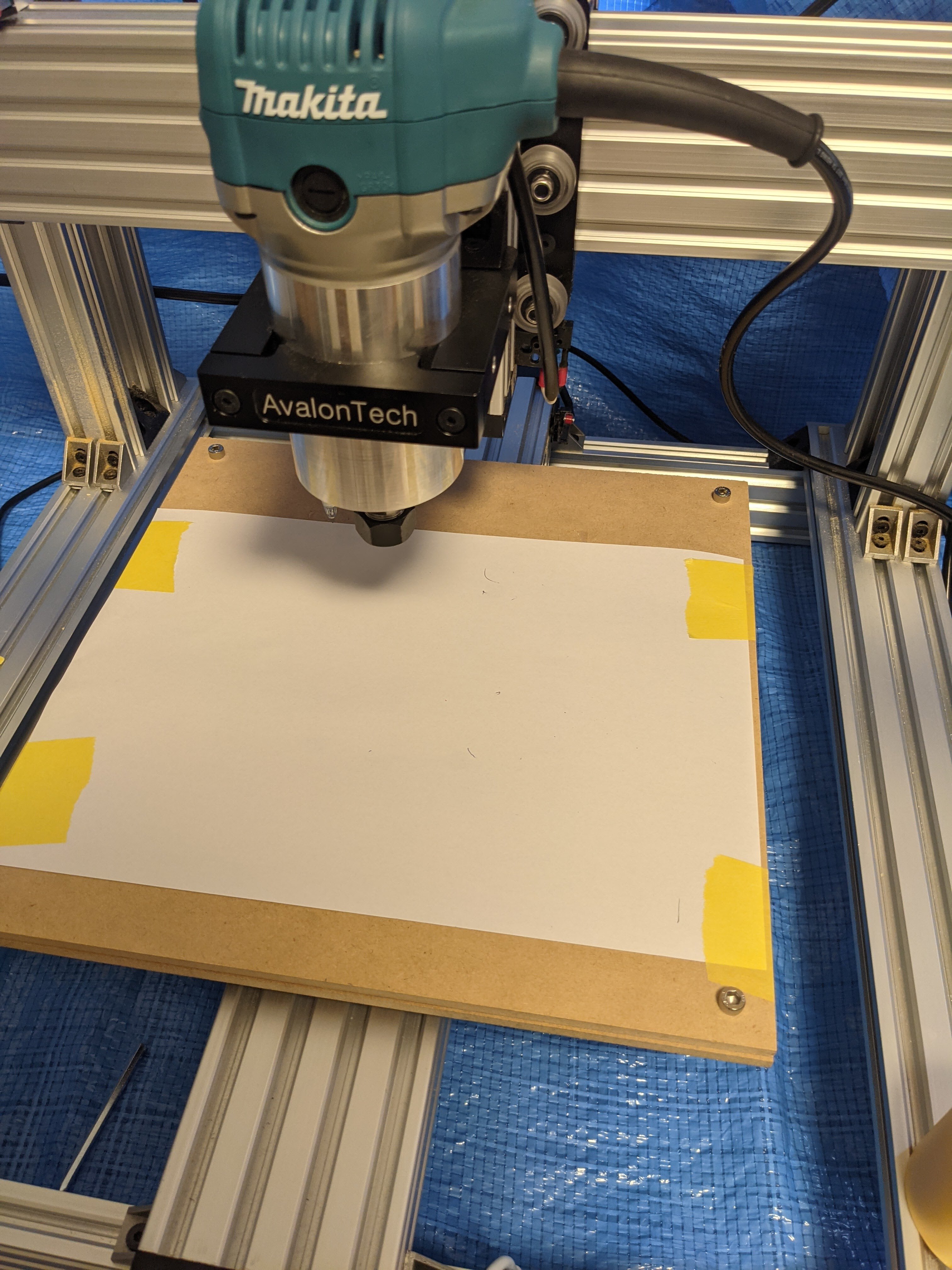

この状態でZ軸をマイナス方向(下方向)へ動かしペン先が紙に当たるところで止めます。いきなり大きく動かさずに少しずつ動かすようにしてください。
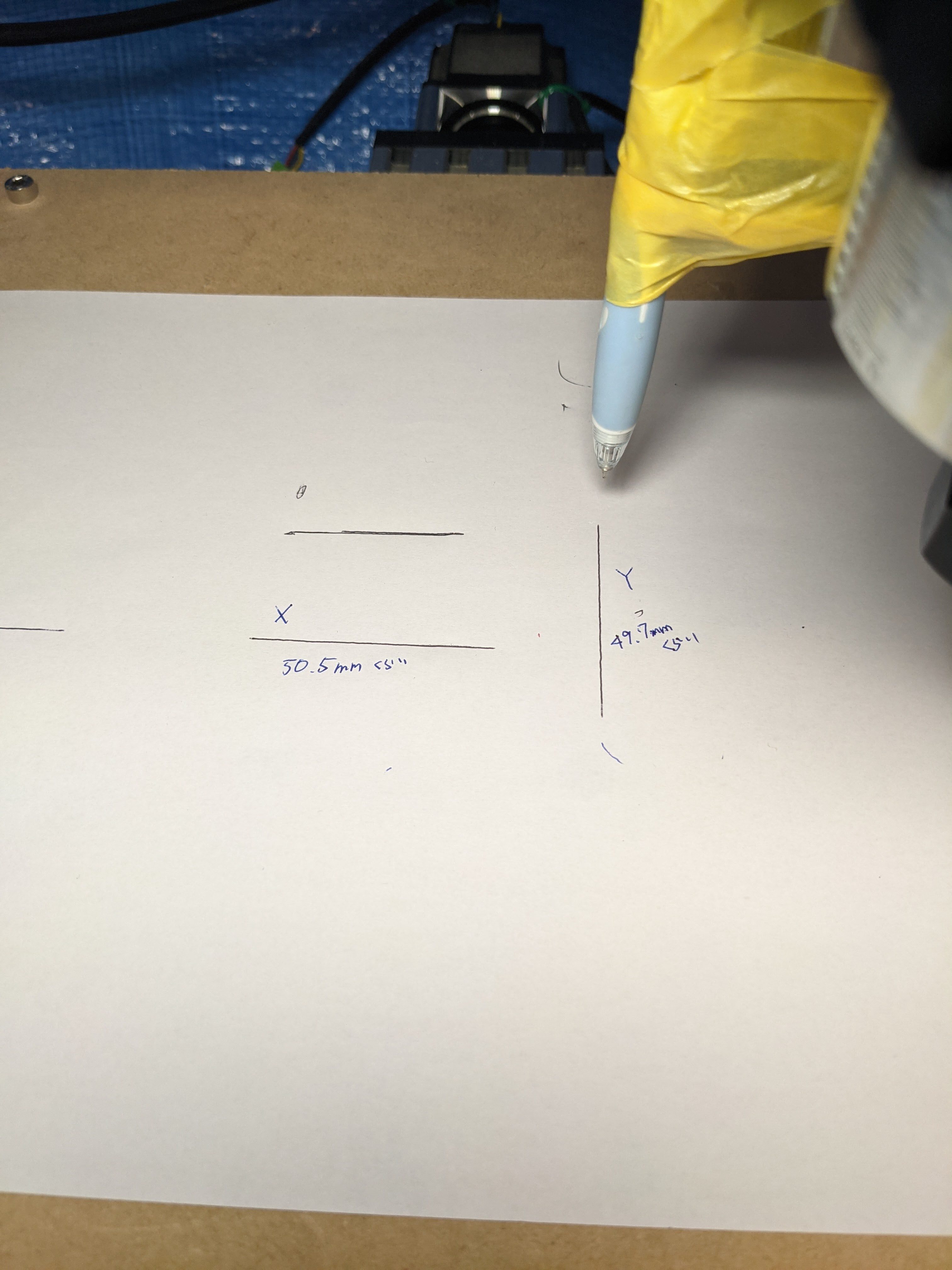
この状態でX方向あるいはY方向に軸を動かします。何mmでも良いですが、100mmや50mmが計算しやすくて良いでしょう。
これはデフォルトの200step/mmで動かして引いた線です。定規で長さを測っており、1mm以下は目測なのでそこまで正確ではありません。(X軸Y軸それぞれ50mm動かしてXが50.5mm、Yが49.7mmくらいでした)
このボールペンを使った方法ではZ軸の移動距離は測れなくはないですが、かなり工夫しないと測れません。
その場合はZ軸の値はデフォルト値を用いるか、XYの値の平均値を採用するなどしてください。
方法2(実際に加工した結果を測定)
方法1のボールペンを工具に変えたバージョンです。
Fusion360等でNCファイルを作成するのも良いです。
ここではワーク、加工対象物、加工物という単語が出ますが、全て同じ意味で使っています。
補足
またMDFでは思った加工精度がでないことが報告されています。
CNCの精度調整 - sheepman の #17
ケミカルウッドやエンジニアリングプラスチックなどを削ってみると良いかと思います。
例
50mm_testcut.txt (193 バイト)
中身は以下となっています。
G0 Z5.0 ;工具退避。ワーク座標系Z+5へ移動
G0 X25.0 Y25.0 ;1つ目の角。ワーク座標系X+25 Y+25へ移動
G1 Z-2.0 F100 ;Z降下2mm切り込む。
G1 Y-25.0 F100 ;2つ目の角。ワーク座標系Y-25へ移動
G1 X-25.0 ;3つ目の角。ワーク座標系X-25へ移動
G1 Y25.0 ;4つ目の角。ワーク座標系Y+25へ移動
G1 X25.0 ;1つ目の角。ワーク座標系X+25へ移動
G0 Z5.0 ;工具退避。ワーク座標系Z+5へ移動
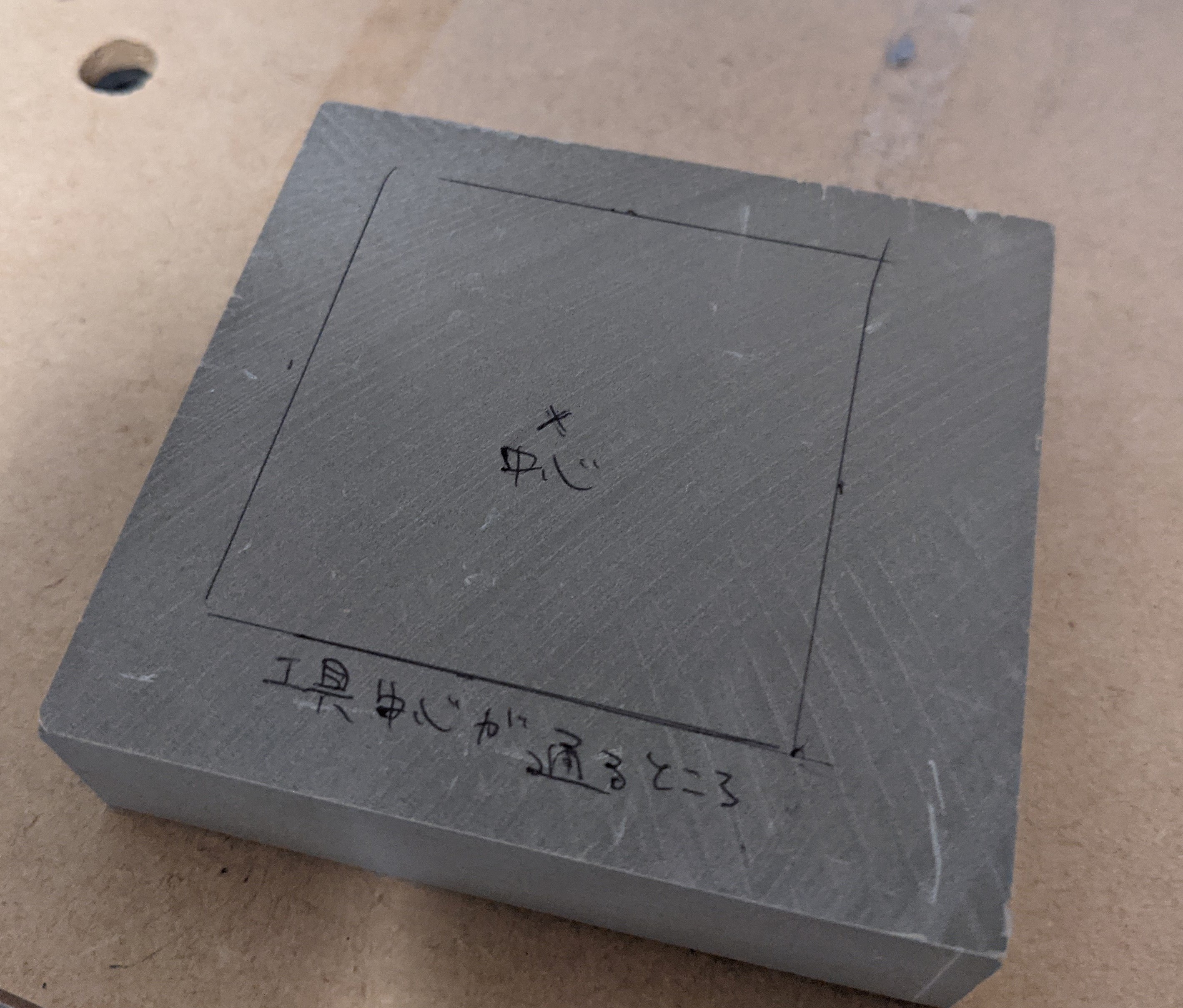
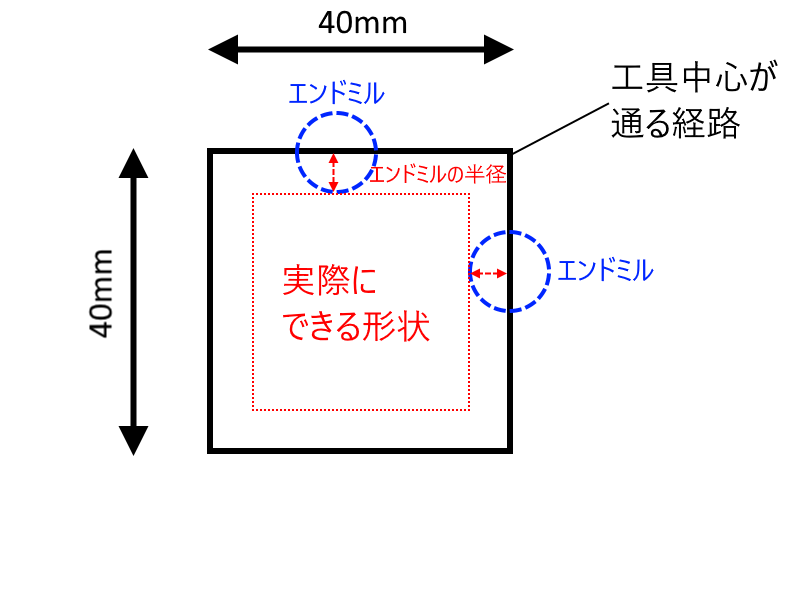
上記は工具中心が50mmの正方形を通るように動きます。
40mm版も用意しました。
40mm_testcut.txt (192 バイト)
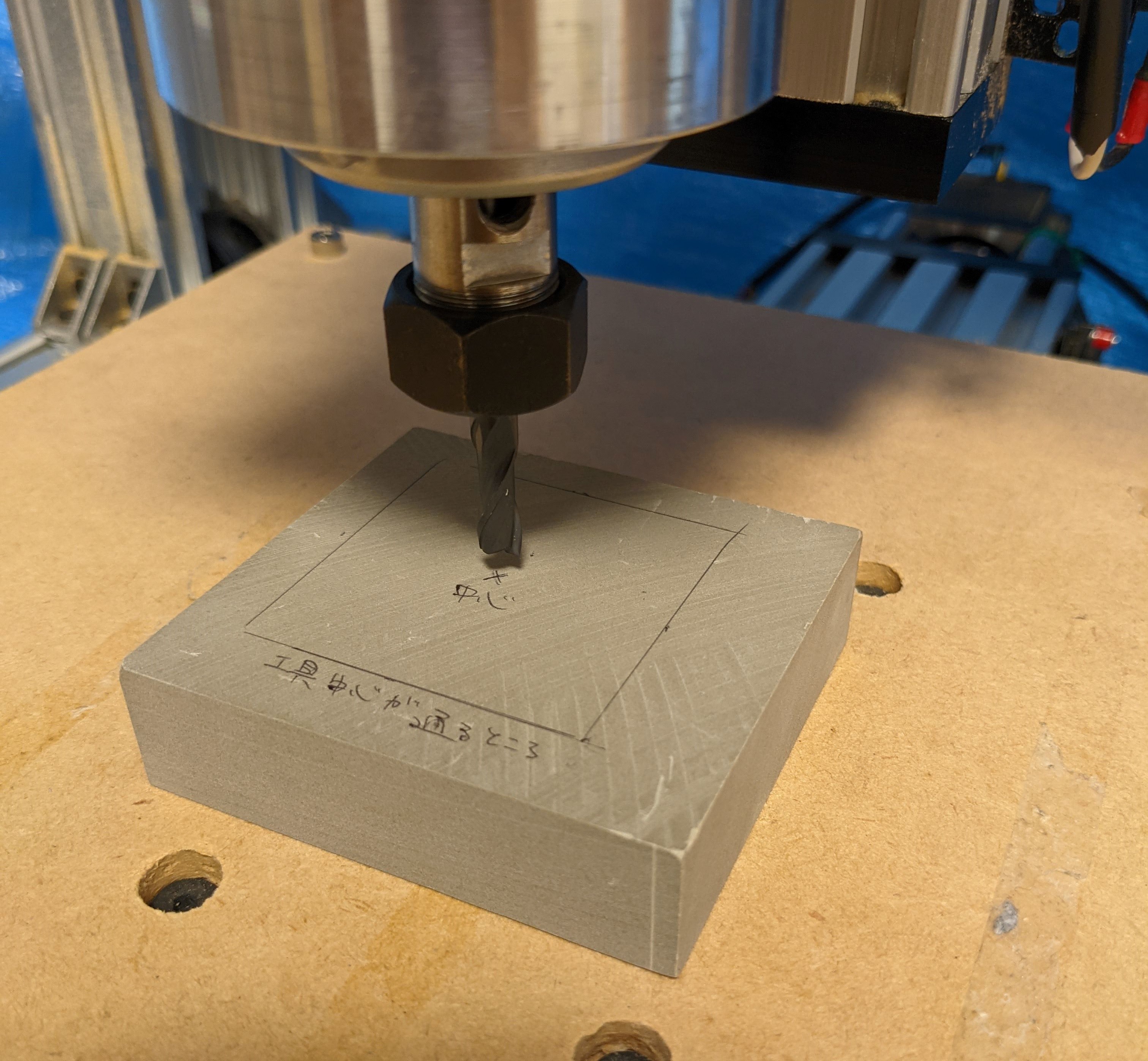
適当な材料を用意します。ここではケミカルウッドを使っています。上記のプログラムを流す場合はワーク(加工物)表面の50mmの四角が取れる中央部分にワーク原点をとる必要があります。
エンドミルをしっかり固定します。加工中にエンドミルが外れたら大事故です。
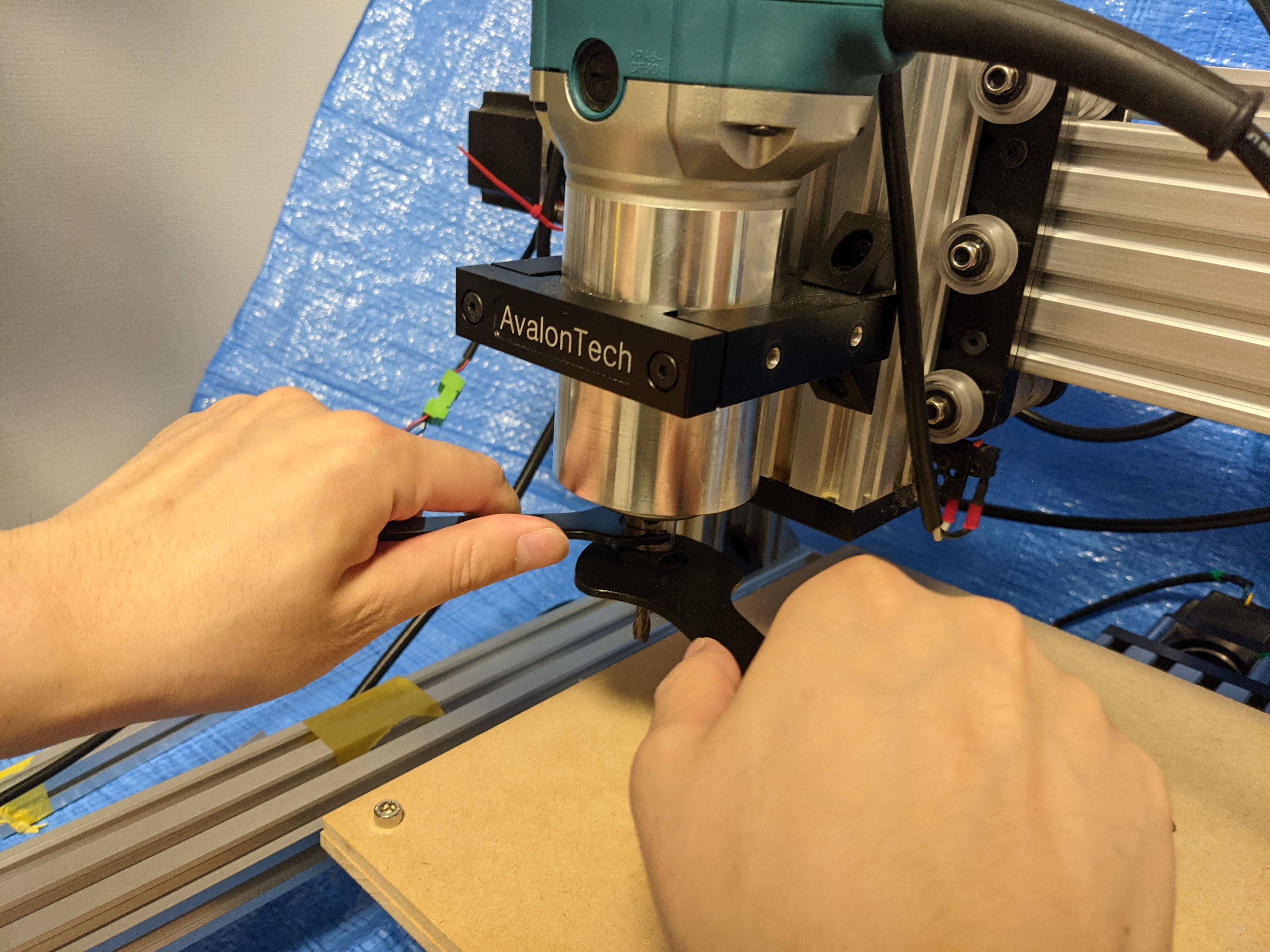
ワークを両面テープ等でしっかりと固定し、エンドミルが中央付近になるようにXY軸を移動させます。
ちなみにしっかり固定できていないorプログラムの確認をしていないor切り込み量が多いなど加工時の負荷が大きいとワークが吹っ飛びます。大変危険です。ワークが飛ぶ方向が人のいる方向だと事故になります。安全確認をして、安全な場所から実行しましょう。

この後ワーク原点をセットします。
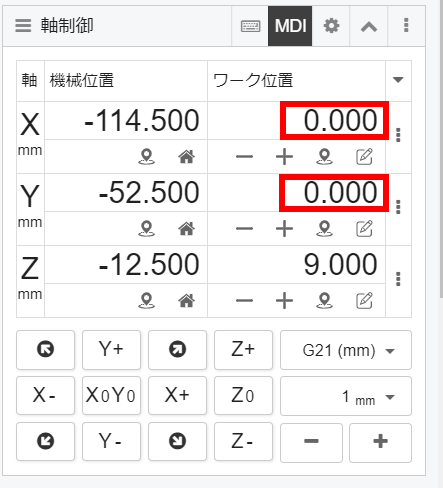
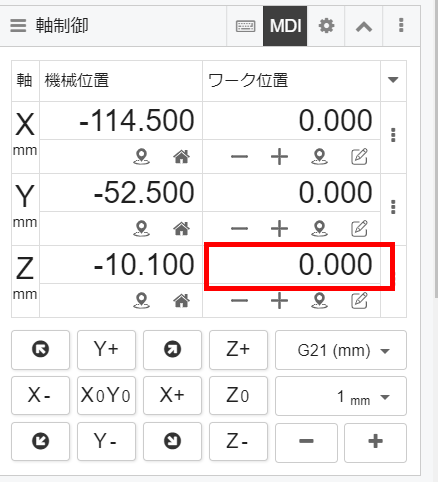
今回はXYのワーク原点は大体でいいです。
XYは狙いの位置に来たらCNCjsではワーク位置表示のところにあるボタンを押すことでXYのワーク原点設定ができます。

次にZは加工対象物の表面にエンドミルの先が当たる位置にセットする必要があります。
Zのワーク原点の出し方は3つあります。
- Zプローブを使う
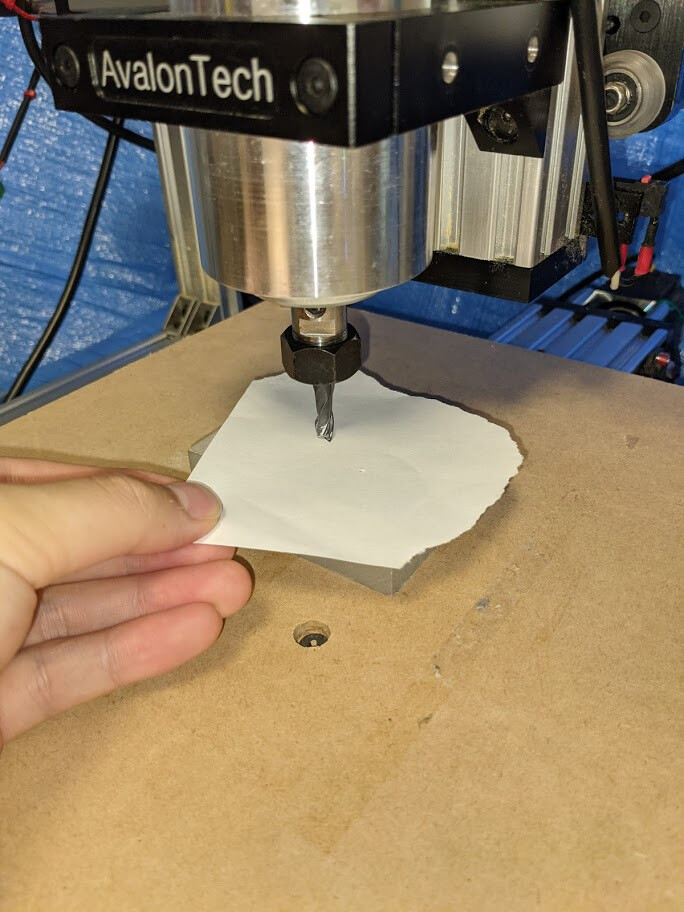
- エンドミルと加工対象物の間に紙(厚さ0.1mmくらい)を挟み、Zを少しずつ下ろし紙が手で動かなくなった位置をワーク原点とする
- ルーターを動かしながらZを少しずつ下ろし加工対象物の表面にエンドミルがあたり少し切り粉がでる位置をワーク原点とする
最も板表面の位置を決める精度が良いのが1番で、2、3番は紙の厚さや1回の移動量によって誤差があります。0.1mmくらい気にしないというのであれば2、3番が手軽で良いでしょう。
2番でZのワーク原点設定をやってみた(見たい場合はクリック)
紙を加工対象物とエンドミルの間に挟み0.1mmや0.05mmずつZを下げて紙が動かなくなるところを探します。
https://www.youtube.com/watch?v=F5H-2C1ZIhw
その後Zのワーク原点設定ボタンを押します。
実際にルーターを動かし加工をする前にエアカットを行います。
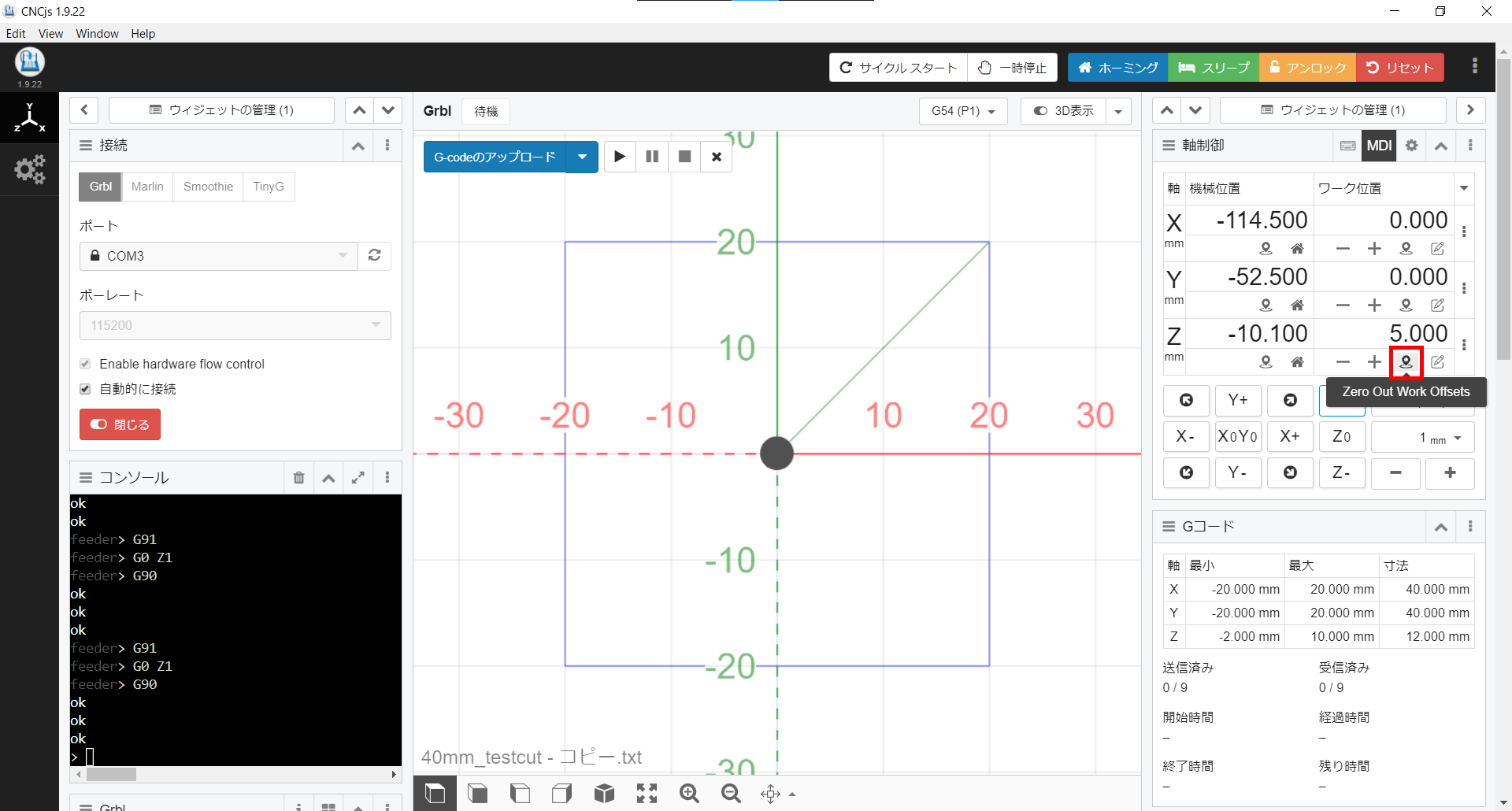
ワーク原点をワークに当たらない位置に設定した上で、NCプログラムを流し動作を確認する方法です。
せっかくワークZを設定したところですが、Zを+5mmほど上げて再度Zのワーク原点ボタンを押せばオッケーです。
逆に元のワーク原点に戻すときはZ0に移動させたあとZ-5mm下げてワーク表面の位置に戻しワーク原点ボタンを押せば良いです。
この工程は省略可能ですが、加工プログラムが正しいのかを確認するためにも実施するのを推奨します。

ワーク原点の設定ができたら、CNCjs等のUIよりNCプログラムを流します。安全な場所から見守り、緊急停止できるようにしましょう。(電源のコードを持つ、緊急停止スイッチに手をかけておくなど)

加工が完了したら測定してみましょう。

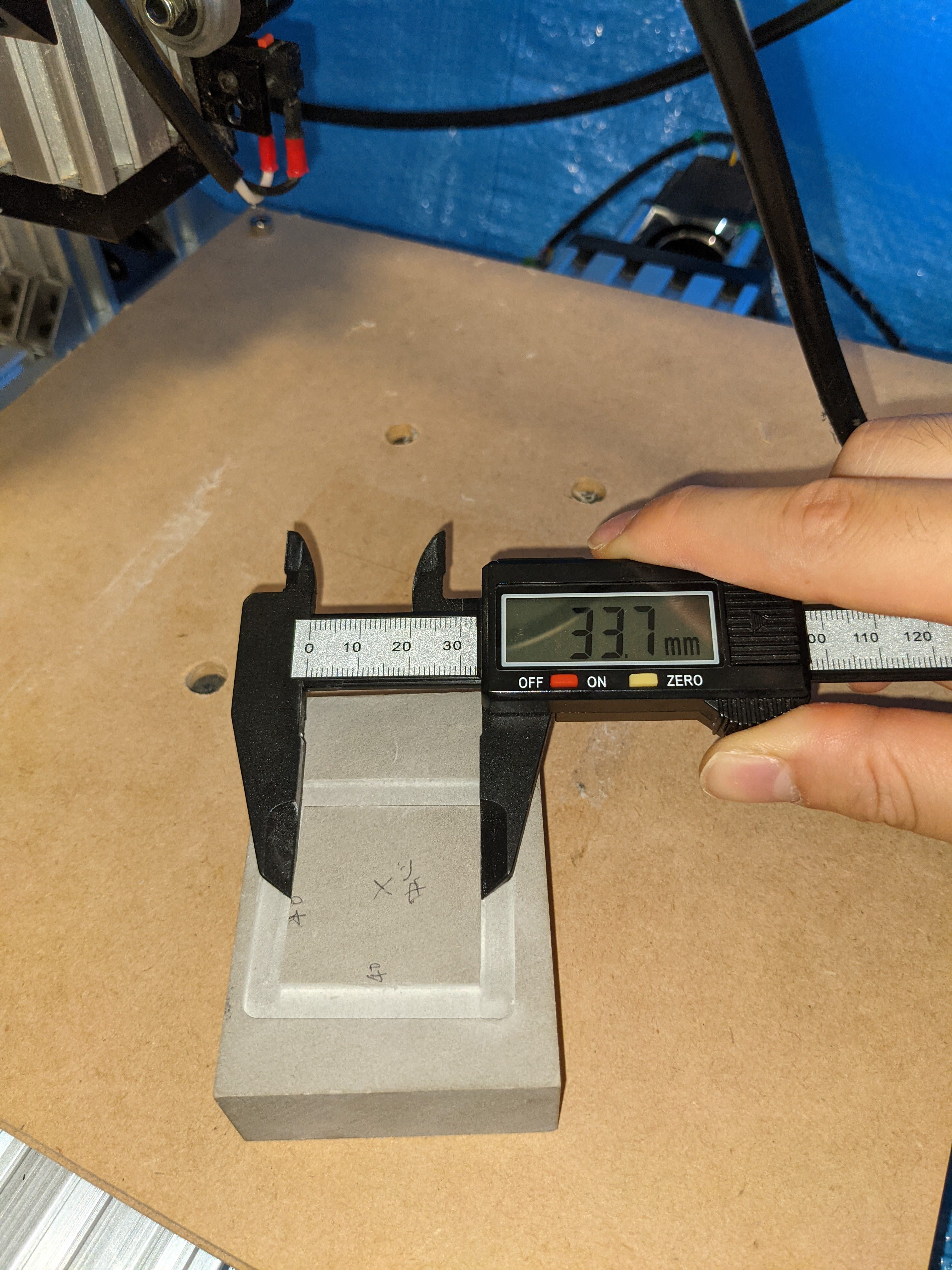

今回は40mm用のパスを使い工具は直径6mmのエンドミルでした。
そのため 40mm - 3mm(工具半径) - 3mm(工具半径)= 34mm が期待する寸法となります。
方法3(ダイヤルゲージ等の測定器を使う)
ダイヤルゲージ・ノギス等の測定器を持っている方は移動量を直接計測するのが早いです。
ノギスを使い移動量を測定している例
ダイヤルゲージの固定方法は以下のトピックが参考になります。
移動量調整(step/mm)設定方法
計算方法
前項で動かしたかった量と実際に動いた量が分かったかと思います。
以下の式で新しい設定値を計算します。現在の設定値については次で説明します。
(新設定値 step/mm)= (現在の設定値 step/mm) * (想定していた移動量 mm) / (実際の移動量 mm)
CNCxPRO
まず現在の設定値を確認します。
各パラメータ$100、$101、$102をCNCjsのコンソールに入力するか、WebUIのGRBLのタブにて確認します。
現在の設定量が分かれば上記式に値を当てはめ新しい設定値を計算します。
Duet
SD内のconfig.gのM92にて設定されています。
M92 X◯◯◯ Y◯◯◯ Z◯◯◯
nyaruさま
A軸の動作確認についての質問です。
Z軸の高さ方向のストロークを増やして、A軸(回転軸)を増やして立体彫刻をしたいと考えています。GRBLのファームウェアアップデートもXYZA軸対応にアップデートしてA軸用パラメータを設定したいのですが、設定方法が分かりません。A軸もxyzと同じ単位で設定するようになっています。回転軸の場合には、角度設定?と思われますがmm単位になっています。回転軸の方は、パルスモータがXYZ軸と同じですので、1回転200パルス、減速比100:1、ドライバ細分16と計算事例が記載されています。
参考事例でも結構ですので、アドバイスを頂けると助かります。
宜しくお願い致します。
以前少しだけCNCxPROで4軸化を試したことがあるので、分かる範囲でお答えします。
ファームウェアのアップデートに関してはこちらのリンクを確認してください。
基本的にはCNC_xPRO_V5_XYAZ_NO.binのファームウェアをダウンロードしてきて、WEBUIにてアップロードして更新という手順になります。
A軸のパラメーター系は以下となります。
| パラメータ名 | パラメータ番号 |
|---|---|
| A/StepsPerMm | $103 |
| A/最大送り速度 | $113 |
| A/最大加速度 | $123 |
| A/マイクロステップ | $163 |
詳細 Changing settings · Spark-Concepts/xPro-V5 Wiki · GitHub
step/mmじゃなくてstep/度じゃないのかという点に関してはmmを度と捉えて設定します。
なので例示の条件の場合は
200 (step/rev) * 16 (step/step) * 1/360 (rev/deg) * 100 = 888.89 (step/deg)
となり888.89を$103に設定すればよいということになります。
そうするとG0 A10の場合に10度動くはずです。
分かっている問題点として
-
ファームウェアではA軸を内部的には直動軸と同じように扱っているようでA10000とかで回転した後A0にすると律儀に-10000動きます
Rotary axis (A axis) behaviour in metric/imperial units · Issue #809 · bdring/Grbl_Esp32 · GitHub -
回転軸加工に対応した個人向けCAMが少ない。(もし良いCAMをご存知でしたら教えてください)
以前試した際にワーク把持が甘くて失敗した動画ですが加工例の参考として貼っておきます
(Fusionの回転加工CAMをお試しで使ってパスを作ったものです)

「いいね!」 1
nyaruさま
早速のアドバイスを頂き、ありがとうございました。単位等が違っていると、中々踏み出せないものです。事例を紹介して頂けると、想像できますので、色々と試すことが出来そうです。現在、機械は修理中です。フレームを交換しても、ダイヤルゲージの振れは収まらず、Vホイールが減ってしまっていましたので、X軸のVホイールを全て交換することにしました。ベアリングは問題ないので、ポリカーボネートのVホイールだけ購入できると良いのですが。機械の整備が終わりましたら、確認してみます。
私の使用している彫刻用のCAMソフトは、DeskProtoというソフトを使用しています。
(https://www.deskproto.com/webshop/contents/en-us/terms.html)
彫刻用のソフトウェアで削り方が、説明が難しいのですがXYZの最小立法単位で削りますので、CAMソフトからNCコードへの変換時間は、かなり短縮されて作成できる特徴があるようです。無償版もありますが、回転軸は使えませんので、私はホビー用を購入して使っています。動き出しましたら、状況を報告いたします。
ありがとうございました。
「いいね!」 2
nyaruさま
現在、立体彫刻を試していますが、Y軸の原点復帰ができない現象に悩まされています。A軸を使う場合は、Y軸を固定して使用しています。現象は、ヘリックス(螺旋を描いて削る方法)切削を完了して次のツールを交換するために原点復帰した時に発生しました。Y軸のリミットスイッチを叩いても、停止せずにそのまま進んで干渉してしまいます。リミットスイッチの配線かと思い、リミットスイッチの接点用LEDで確認した所、正常にON,OFFします。原点復帰前にJOG送りは正常に動作します。Y軸を原点から離して、原点復帰を行い、手でリミットスイッチをON,OFFしても、そのまま原点方向へ進んでしまいます。A軸は回転中心をZ軸の原点にするために、専用の座標系で動かしています。x軸Z軸共に正常に原点復帰を行います。今まで正常にY軸の原点復帰していて、偶然かもしれませんがヘリックス切削をしてからできなくなるのは、関係があるのかと考えてしまいます。
もう一つ、考えられるのは、A軸の切削速度をG93,G94の逆時間送りで指定しています。ウォータライン切削をした時に、エラー22(Undefined feed rate)が5回ほど発生しました。プログラム上はF29.0G01 X8.500 A95.607の様にFコードが指定されていますが、CNCjsの画面の送り速度欄はブランクになっています。そのまま再起動をすると早送り速度で再開しました。何が原因か分かりませんので、調べる手立てはあるでしょか。
分かる範囲で結構ですので、助言して頂けると助かります。
宜しくお願い致します。
こんにちは。
うーん、ヘリックス加工の時のみ発生しているのは不思議な現象ですね。
ちょっと原因の検討がつかないので、いくつかの設定やステータスの確認方法について紹介します。
- CNCjsのコンソールにて
?コマンドを送るとリミットスイッチの検知状態を確認できます
例えば<Run|MPos:351.154,0.000,-135.983,10.477|FS:1200,0|Pn:X>のように報告され、Pn: の部分が現在検知されているリミットスイッチを示しており、ここではX軸のリミットスイッチのみ当たっている状況となります。
参考:
- Homing/Cycleの設定確認
CNCjsにて$Homing/Cycleと入力してホーミング順の設定を確認してみてください。
もしそのなかにYが入っていなければ設定してください。
G93の逆時間送りですが、毎行にFワードが必要で、Fワードが抜けているとerror22が出ます。
Fワードが入っているのにエラーが出ているのは原因はわからないですが、送信時か受信時か何らかの理由でFの部分が欠落したのかもしれません。
CNCjsの送り速度欄等は?コマンドで見える内容をCNCjs上に反映しているだけだったと思うので、CNCjs側でブランクだった場合はファームウェア側の情報をうまく取得できていない、あるいはファームウェア側の何らかのトラブルだった可能性があります。
なおモーダルなGコードの確認は$Gでできます。(G93、G94、またセットされているFも確認できます)
個人ユースでの4軸加工はまだまだメジャーではないので、いろいろとトラブルはあると思いますが、後人のためにもいろいろと情報がでてより使いやすくなればと思っています。
nyaruさま
早速の連絡、ありがとうございます。
4軸については、これからも問題点があれば、記載していきたいと思います。
1.リミットスイッチの確認をした所、Y軸はリミットスイッチを押してもPn:Yの様にY軸は表示されませんでした。XZ軸は、表示されました。そこで、X,Z軸のリミットスイッチの配線をドライバーから外して、Y軸だけをつなぎリミットスイッチ用のLEDを確認した所、解放時に点灯して接触時に消灯しますので、ON.OFF動作をしています。ハード的には、ON,OFFしていますがソフト的には感知していないことになります。これが原因ですね。
2. 2. Homing/Cycleの設定確認は、
$Homing/Cycle1=XY
$Homing/Cycle0=Z
の様に設定されていました。
3.エラー22(Undefined feed rate)については、これから削り込んでいきますので、その時に調査することにします。
Y軸のリミットスイッチですが、ハード的には確認できて、ソフト的に認識していないという事は、ドライバーのソフトを再インストールするしか方法はないのでしょうか。
nyaruさま
ファームウェア―を再インストールしましたが、現象は変わりませんでした。
ZX軸は検知しますが、Y軸は検知しません。LED側は、XYZ軸共にON,OFF表示します。ドライバーの不具合という事になりそうですね。
USBのドライバーはPC側のソフトとなり再インストールしてもおそらく状況は変わらなく、今回トラブルが発生している可能性があるのはCNCxPRO v5のファームウェア側かと思います。
そのため実施するとしたらCNCxPRO v5のファームウェアの設定のリセット、ファームウェアの書き込み直しになるかと思います。
やってみたら良さそうなことを挙げてみます。
- Y2/Aのリミットスイッチ部にY軸リミットスイッチを挿していないか確認。(A軸有効時はY2/Aリミットスイッチの部分はA軸用になるようです)
- Y軸リミットスイッチが押されていない状態で
?コマンドを入れた時に検知されていないか確認。(検知が逆になっていないか) - パラメーター類をメモっておき、
$RST=*コマンドにて初期化
Grbl v1.1 Commands · gnea/grbl Wiki · GitHub - XYZAファームウェアの再書込み
こんなところでしょうか。
補足ですが、今のファームウェアの後継版(grbl互換)の案内がでており、こちらに乗り換えるという手もあります。
私もまだ少ししか触っていないのですが、これまでのxPROやgrbl類の設定方法とは大きく異なっているので乗り換えのハードルは高めという感じです。(とはいえ、開発されたものを直接使うことができ、SparkConceptsの出しているファームウェアを使う必要がなくなるので、バグ修正などがされた最新版が使えるというメリットはあります。)
nyaruさま
ドライバーの24V電源をオフにしてパソコン側の電源だけで、Y軸のリミットスイッチのコネクターを外して確認した所、Y軸が押されたように検知されてPn:Yが表示されました。次に24V電源を入れて確認した所、Y軸が検知されませんでした。この作業を繰り返した所、24V電源を入れた状態でもY軸が検知されるようになりました。Y軸の入力電圧が不安定なようです。何か、対応策はあるでしょうか。
xPROの上蓋を開けたところにリミットスイッチの電圧を変更するジャンパーがあるので、これを変更したら変わるかもしれません。デフォルトがたぶん5V側になっているので、24V側にすると電源からの電圧が直でかかるようになるはずです。
nyaruさま
24Vへジャンパーを接続して確認しました。
1.24V電源OFF時にY軸のリミットスイッチをONにして、$?で確認するとY軸は検知されます。
2.次に24V電源をONにして同じように確認するとY軸は検知されます。
3.ドライバー側をリセットしてパルスモータに電源が供給された状態で同じように確認するとY軸は検知されません。
3回ほど同じ手順で確認した所、再現性があります。
パルスモータの影響が出ているようです。
ジャンパー線の5Vの時よりは、24Vを入れた時でも検視されているので、多少は良くなっているようです。
グランド線で対応できないでしょうか。
遅くなりましたので、検討は明日で結構です。
ありがとうございました。
ノイズの影響があるかもしれないようなので、以下を試してみてはどうでしょうか。
- リミットスイッチをNO接続している場合はNC接続に変更
配線の変更とパラメータ変更が必要です。
【CNCxPRO】リミットスイッチ、エンドストップの配線 - リミットスイッチケーブルのシールドを引き出してGNDと接続
参考:
nyaruさま
おはようございます。
早速、アドバイスに沿って確認しました。
リミットスイッチの配線を変えると、機械座標系がずれてしまいますので、最後にすることにしました。
最初は、制御盤側でSINとV+を抵抗でつないでみましたが、昨日と現象は変わりませんでした。次に$26のチャタリング時間を色々と変えてみましたが、変わりませんでした。ここで諦めてリミットスイッチの接点を変更することにしました。場所を移すために、かなり大変で回転軸関係の装置の取り外しや配線の取り外しなどを行い確認した所、パルスモーターの電源を供給してもY軸のリミットスイッチを検知しました。電圧の24Vから5Vに戻してあります。
これから、機械原点の調整や回転軸の取り付け等大変ですが、結果を報告しておきます。

環境が変わった原因ですが、添付の写真は粗削の次に中削りが終わった所の写真です。
中削りは、R1.5のボールエンドミルで18時間削っています。
夜は近所迷惑なので、プログラムを途中停止させスピンドルだけ電源を切り、パソコンや制御盤は電源を入れっぱなしにして、朝再起動させました。中削りが終わりR0.5のボールエンドミルで仕上げ加工するために原点復帰した時に、センサー不良が発生しています。制御盤を長時間電源を入れっぱなしにしたために、ON,OFFのしきい値が変わってしまったのかもしれません。仕上げ加工は、54時間かかります。結果が出ましたら報告します。
「いいね!」 2
nyaruさま
その後、色々と動かせましたが、原点復帰は正常に機能しています。
原点復帰のリミットスイッチの接点は、NO接続の方がノイズに強そうです。
仕上削りの方は機械座標系がづれてしまいましたので、最初から削ることにしました。
A軸ですが、原点用リミットスイッチの入力ポートが有るのであれば、A軸の原点復帰はできるのでしょうか。現状は、ホーミングを実行してもA軸は回りません。
何か方法は、有るのでしょうか。