1.配線等の動作確認
今一度配線の状態を確認します。
- 電源のプラスマイナスは間違っていないか
- モーターの線は4本とも接続されているか
- リミットスイッチは正しく接続されているか(リミットスイッチ有りの場合)
- 各コネクタはしっかり接続されているか
CNC xPRO v5
配線例
http://makerhardware.net/wiki/doku.php?id=electronics:xpro_v5_motion_control_system
電源
24V電源を入れ、POWERスイッチを入側(I)にしたときにxPRO v5の電源マークに緑のLEDがついているか確認します。
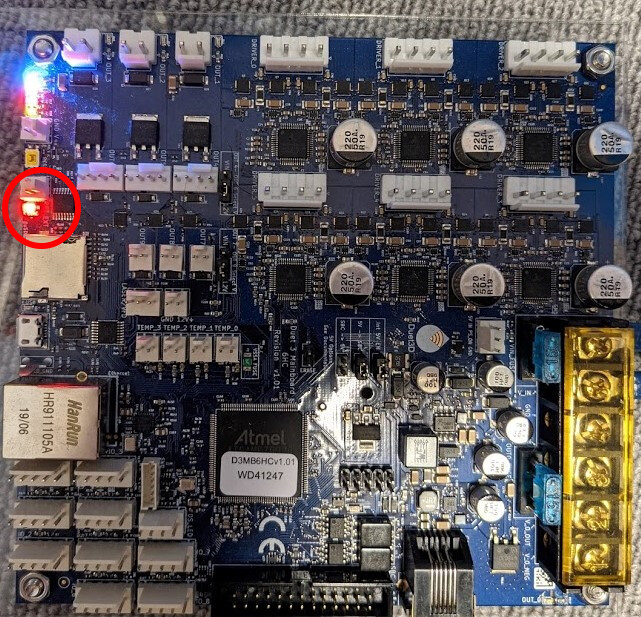
モータードライバのインジケータの確認
下図のように強くLEDが光る場合は配線がショート等している可能性があるため、モーター配線を見直してください

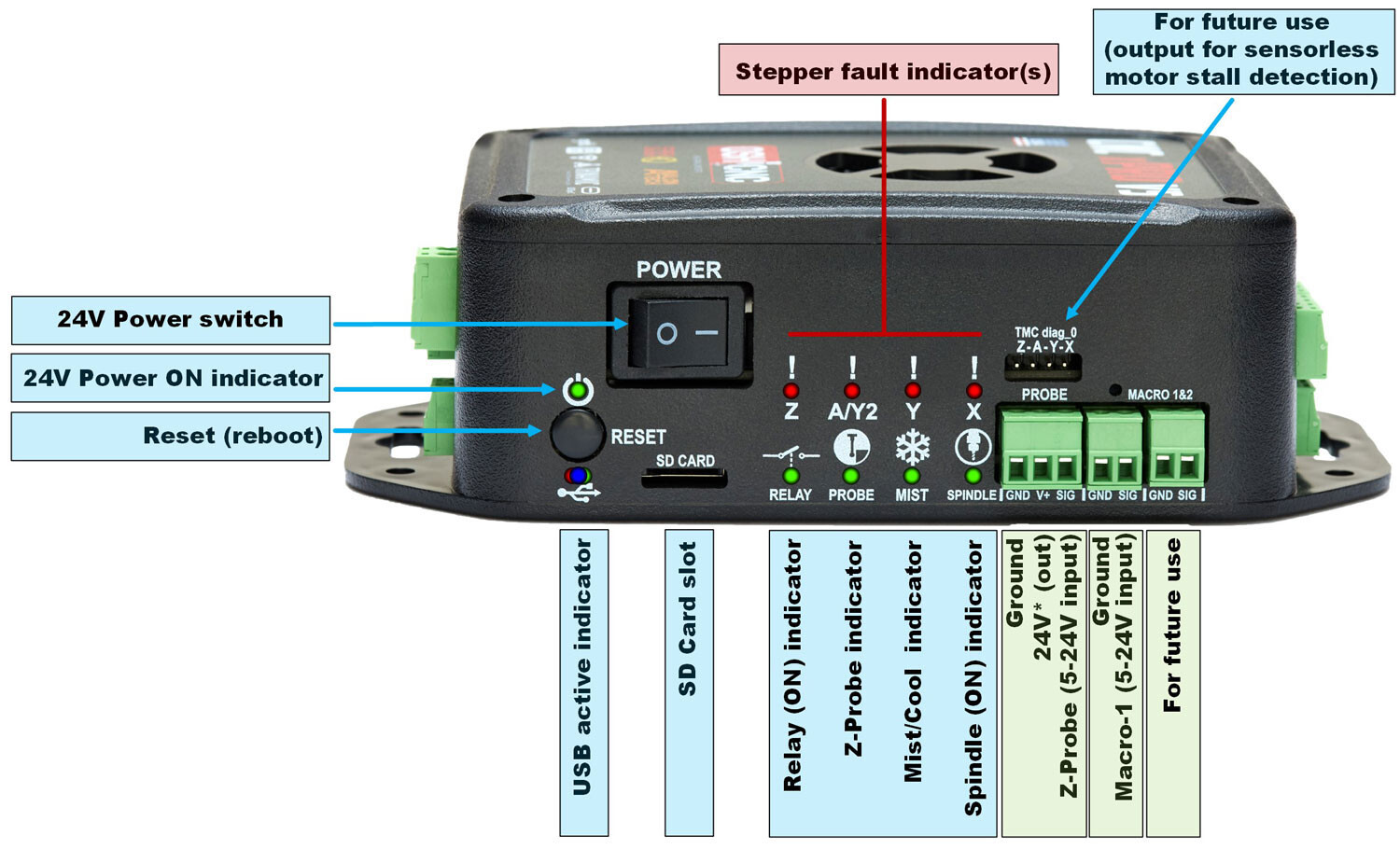
リミットスイッチの動作の確認(CNC xPRO)
CNCxPROに電源が入っている状態でリミットスイッチを押すとLEDが光ります。
取り付けているリミット全てに対してLEDが光るか確認してください。

スイッチを押してもLEDが光らない・光りっぱなしの場合
- 配線の確認(抜けていないか)
- リミットスイッチのNOとCに接続されているか
- CNC xPROのGNDとSIGに接続されているか
Basic hookup · Spark-Concepts/xPro-V5 Wiki · GitHub
Duet
電源
24V電源をONにした際にLEDはすべて点灯していますか
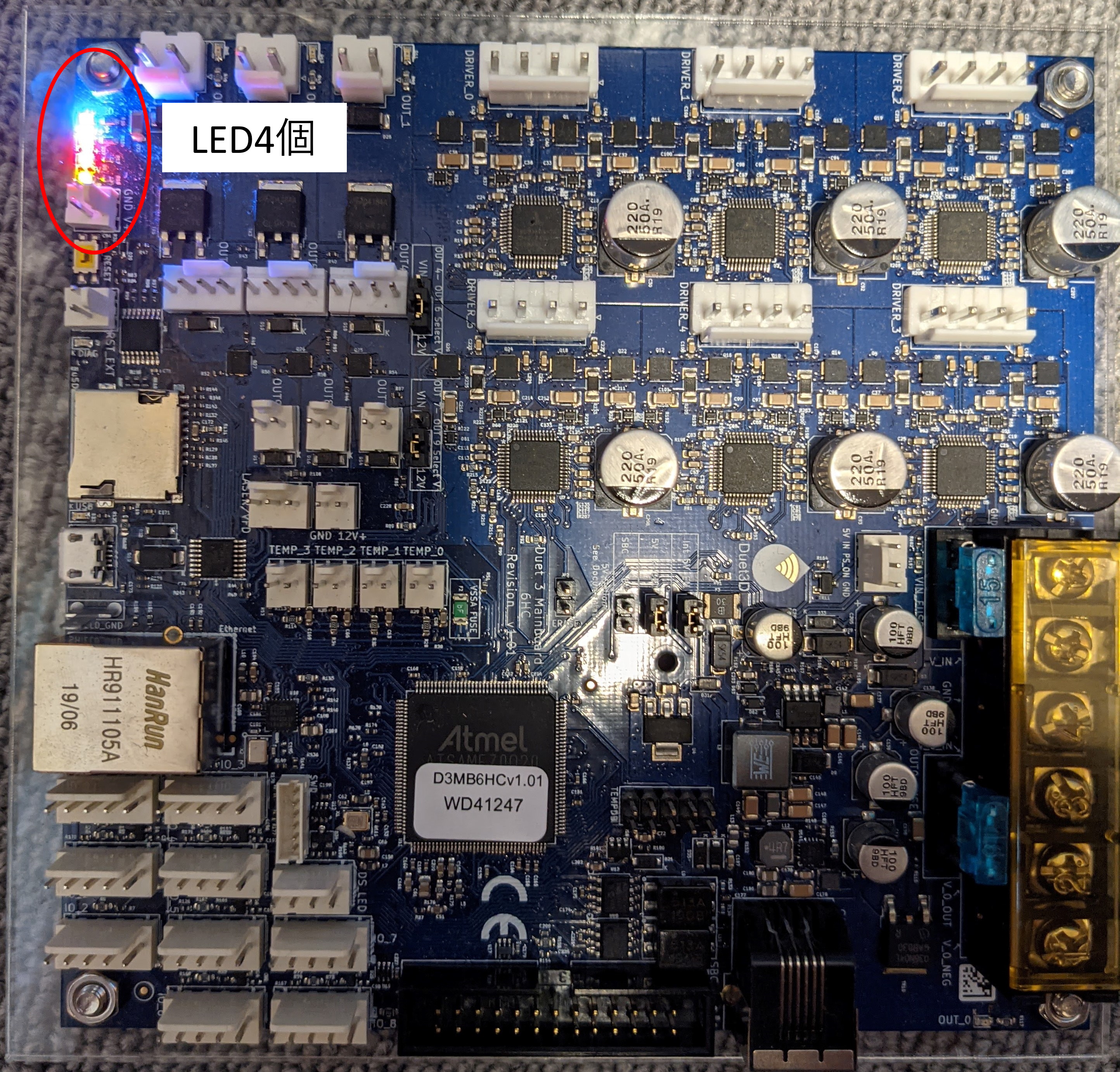
電源配線については以下のトピックを参照
DIAG LEDが高速に点滅していないか
1Hz(1秒1回)のゆっくりとした点滅は正常な状態です。