CNCjs関係
どうやってNCプログラムを読み込むのか
制御基板に接続後、CNCjsのG-codeのアップロードボタンを押し、NCプログラムのファイルを選択します。
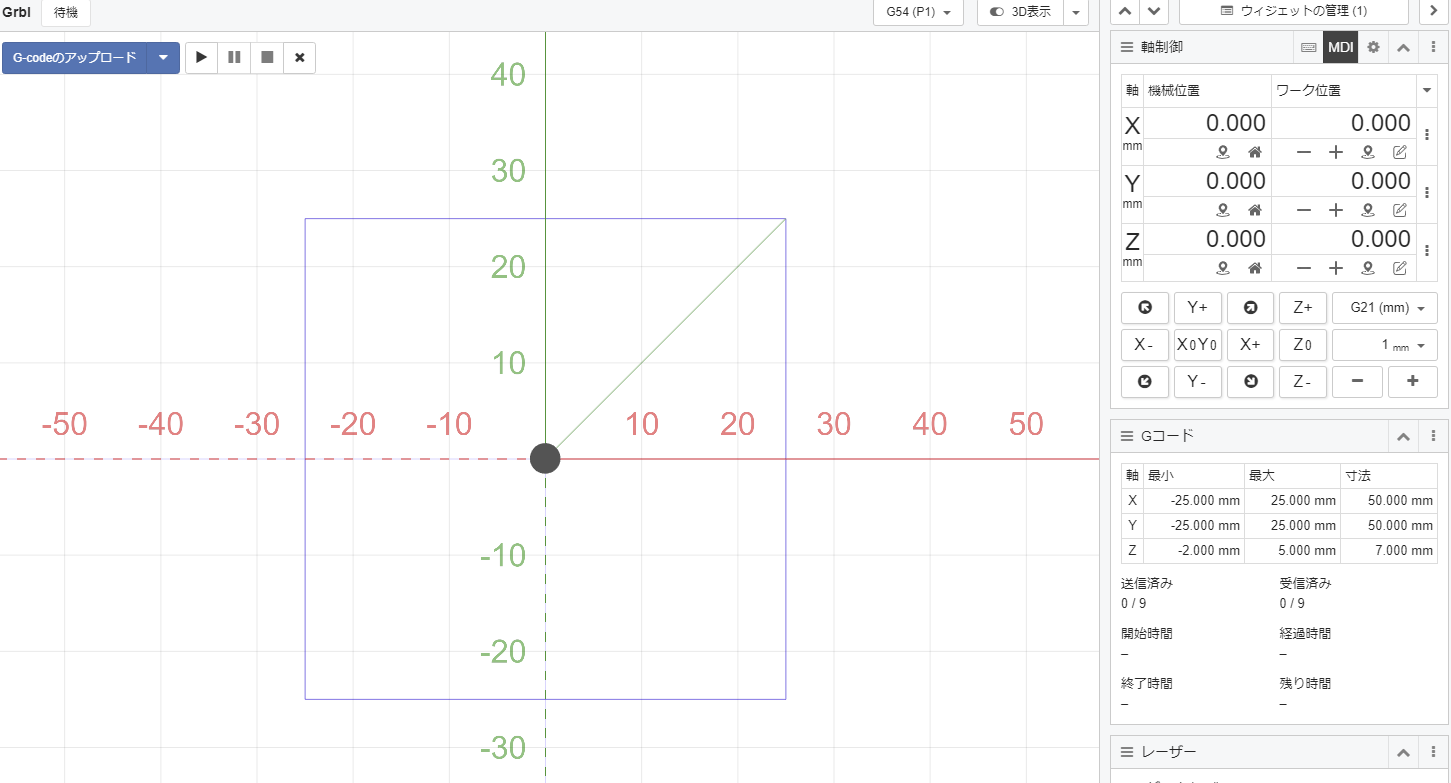
無事NCプログラムが読み込まれると下図のように加工経路等が表示されます。
実行する際はG-codeのアップロードボタンの隣の再生ボタンを押すとNCプログラムが制御基板へと送られ実行されます。
右上ボタンのホーミング・スリープ・アンロック・リセットの意味は?
ホーミング:機械原点を探しに行く動作をおこないます。
スリープ:スリープ状態にします。
アンロック:エラー・アラームを解除します。
リセット:制御基板をソフトウェア的にリセットします。
Invalid gcodeといったエラーが出る
環境等によって何が起きているかが異なります。
不正なGコードを示しているようなので、まずは使っているCAMの設定を確認してみてください。
特にFusion360ではgrbl用のポストを使用しているかを確認してください。
解決しない場合はエラーのログ、NCプログラム等を本コミュニティに投稿して問題を共有してみましょう。
NCプログラムを途中から再開できますか
CNCjsには指定行から再開の機能はありません。
中断したプログラムを再開するには以下の情報を参考にしてください。
基本的には元のNCプログラムを編集するか、最初からNCプログラムを流すかです。
https://wiki.shapeoko.com/index.php/FAQ#Continuing_a_cut_which_is_interrupted
またCNCjsではなくUGSという別のソフトウェアには指定行から再開の機能があるそうですが、現時点ではコミュニティ内で案内はしていません。