ArtCNCの改良案
2年ほどあれこれ使ってみて、投稿済みのものを含めていくつか改良案があるのでまとめて書いておきます。
■ナットブロックの陥没防止↓これ
3mmスペーサーではナットブロックのざぐり穴に食い込んでしまう場合があるのでワッシャーと1mm精密シムリングで代用した方が安定するのではないか、という提案です。
現在ワッシャーとシムリングに変更したものを使用していますが特に不都合はありません。
またガントリープレートの3mmスペーサーを1mm精密シム三つに変更すれば使用部品から3mmスペーサーを完全に消すことができるので使用部品も簡略化できると思います。
■リミットスイッチ固定用部品の標準化↓これ
現状のリミットスイッチキットのみではZのリミットスイッチをZ軸の最下部に付けることになりがちですが、テーブルや材料と接触する可能性があるのであまりよくないと思っています。
・L字ブラケットシングル
・スペーサー 40mm
・低頭ボルト 55mm
を各一個ずつ付けるだけでこれを改善できるので標準で付けておいた方が製品としてクオリティが上がると思います。
■ケーブルキャリア台の長さ変更
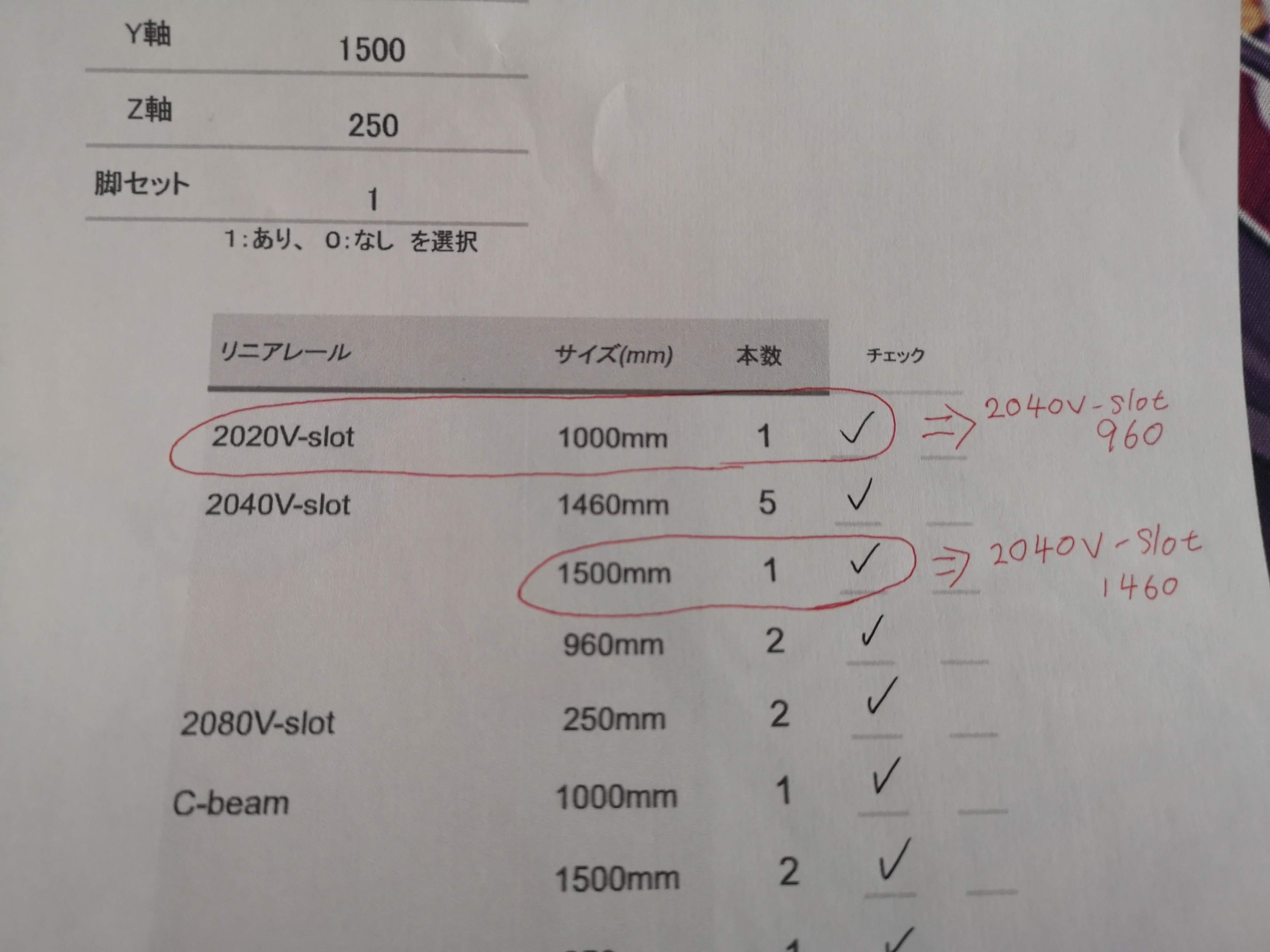
フレームリストの
2020Vslot 1000mmと
2040Vslot 1500mm
これはそれぞれX軸とY軸のケーブルキャリアを載せる台のレールですが、この長さのレールはケーブルキャリアの台にしか使われていません。2040の960mmと1460mmに変更することでリストから完全に消せるのでコスト減につながるのではないでしょうか。
X軸のケーブルキャリア台は短くなってもそのまま取り付けができます。
Y軸のケーブルキャリア台はスペーサー20mmと30mmくらいの低頭ボルト、直角固定具で下図のように取り付けができるので取り付け部品のコストはあまり変わらないと思います。(ブラケットシングルでも取り付けができますが、先端保護の黒いプラカバーを付けれなくなります。ここには保護欲しいので直角固定具にしました。)

固定方法が変わることで保持力が下がる気がしますが、軽く座っても大丈夫だったのでケーブルキャリア台としては問題ないと考えています。
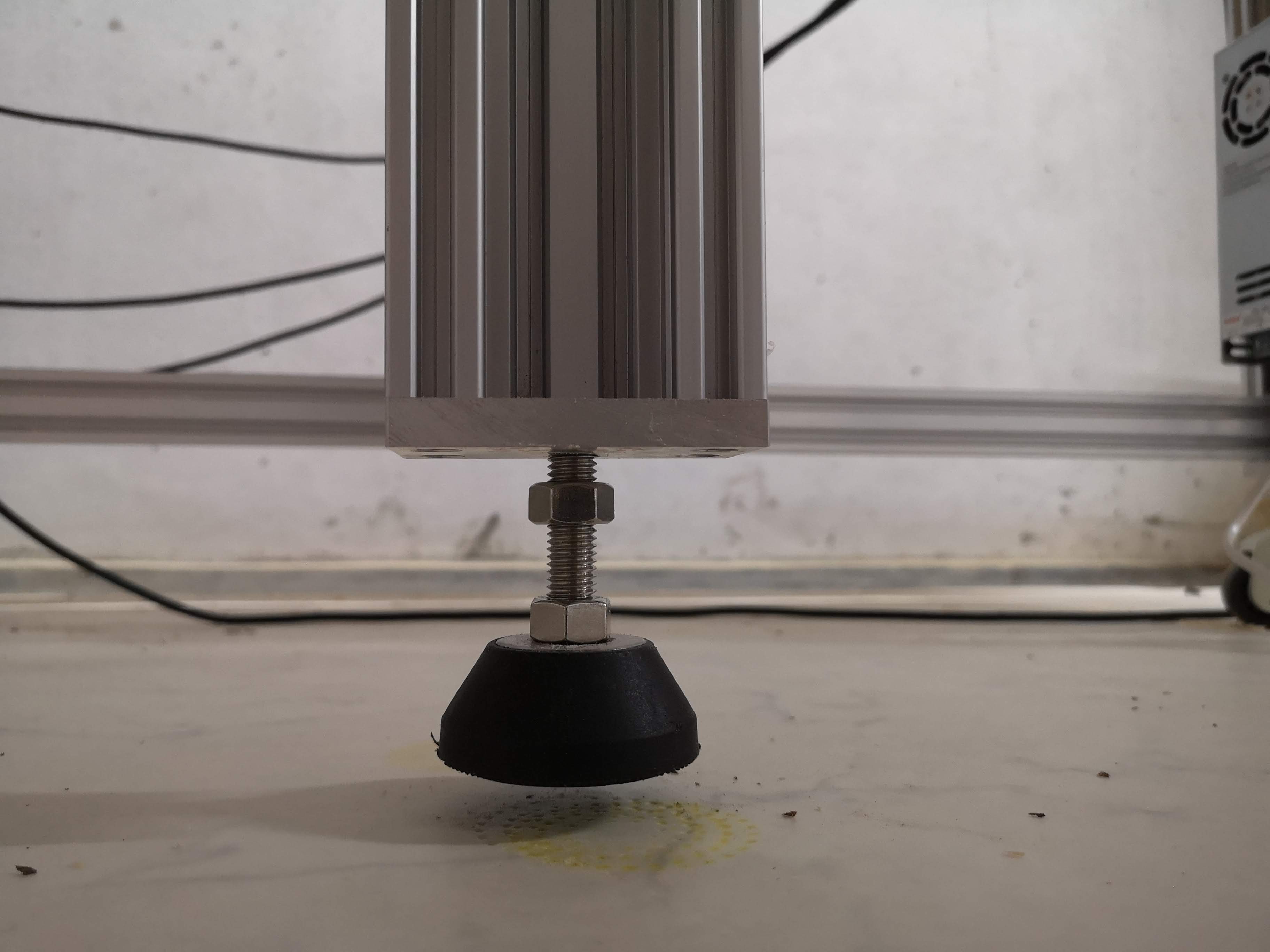
■スタンドゴム足の長さの変更か補足
産業用キャスターを四足付けた場合、たわみ調整用の真ん中の足が長さが足りずに浮きます。
もう少し伸ばせるゴム足か、調整用の板〇〇mmを用意する必要があるなどなにかしら対応をした方がよいと思います。