Art CNC 組立キットを使っています。
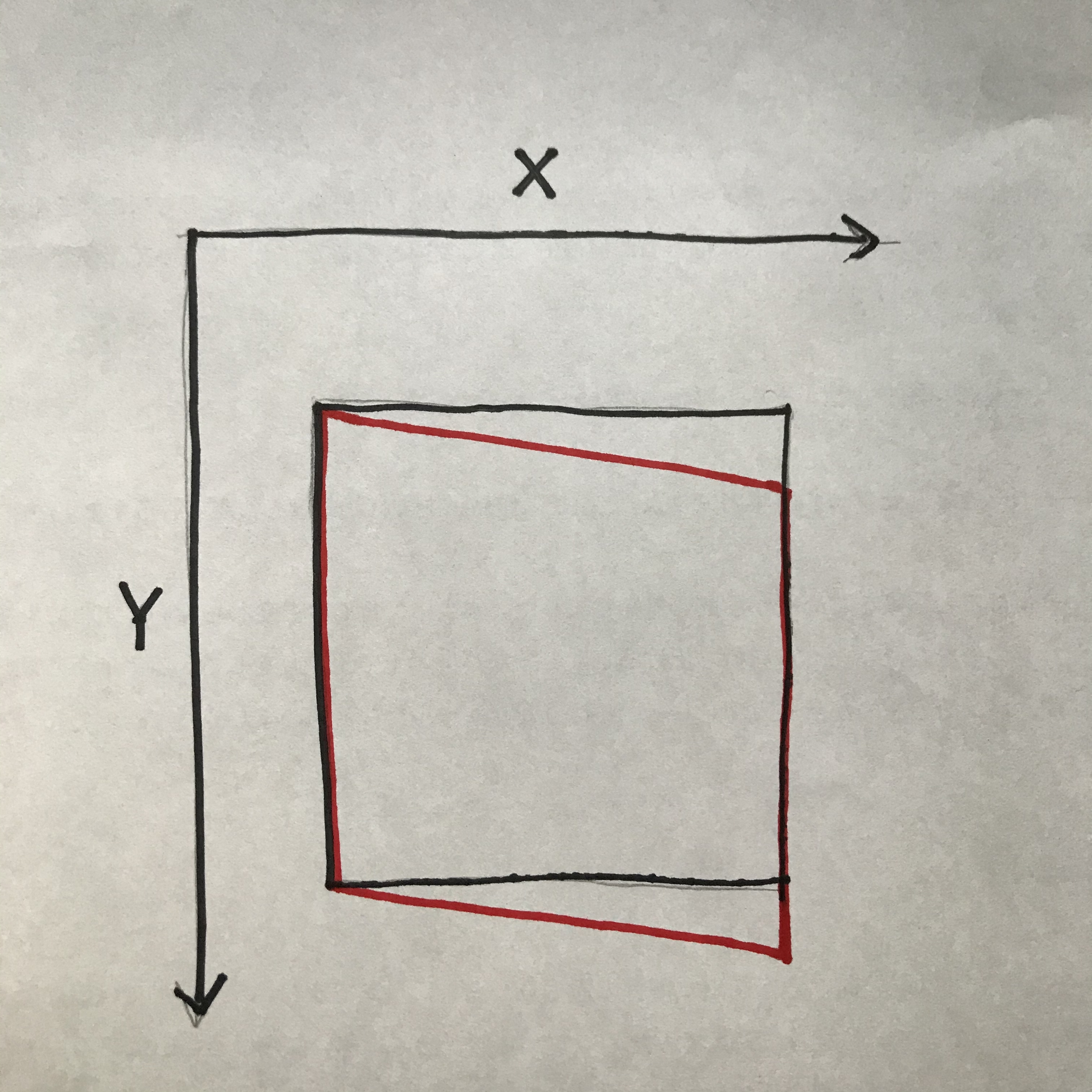
例えば、木材から四角を切り出そうとすると、
図のように平行四辺形になってしまいます。
(図は分かりやすいようにオーバーに描いています。)
これを調整するには、フレームを組み直すしかないのでしょうか?
それともソフトウェアでの調整や
どこかにこれを調整する部品があるなど、
より簡単に調整する方法が
ありましたら、教えてください。
よろしくお願いいたします。
Art CNC 組立キットを使っています。
例えば、木材から四角を切り出そうとすると、
図のように平行四辺形になってしまいます。
(図は分かりやすいようにオーバーに描いています。)
これを調整するには、フレームを組み直すしかないのでしょうか?
それともソフトウェアでの調整や
どこかにこれを調整する部品があるなど、
より簡単に調整する方法が
ありましたら、教えてください。
よろしくお願いいたします。
こんにちは。
自分も両面加工をするときに同じように平行四辺形になっており、その時はY軸の位置が左右で合っていないのと、Y軸がハの字になっていたのが原因でした。
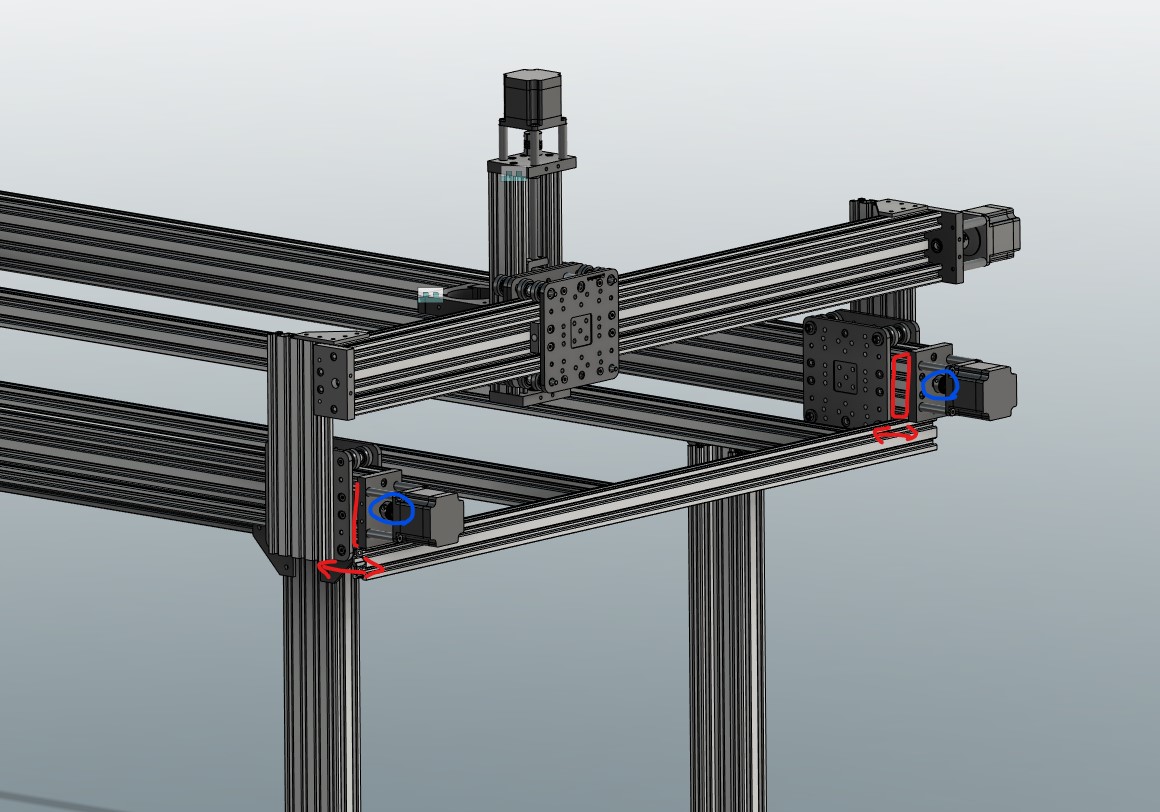
Y軸の位置についてはマシンをYの端っこに移動させたとき、画像の赤の部分の隙間が右と左でずれている状態でした。
電源を入れていないときならカップリングを回して左右個別に手動で位置調整ができるので(画像青部)手でくるくる回して直しました。
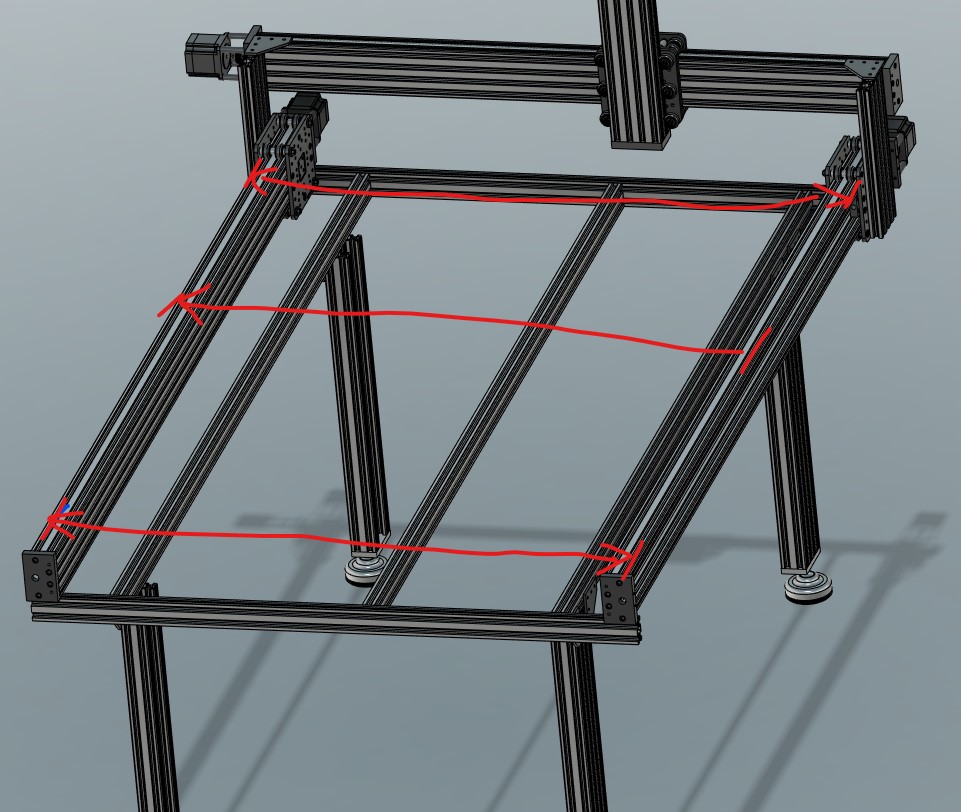
ハの字になっていた部分についてはちょっとだけ分解する必要がありますが、Y軸のC-Beamリニアレール部分をズラすだけなので直角固定具をいくつか外すだけでした。
三点くらい測って下図の幅がずれないようにしました。
画像付きでご説明くださりどうもありがとうございます!
とても分かりやすかったです。
2つの場合をそれぞれ確認してみたところ、
上の画像と同じ状況が起きていたので、今、手動で改善しました。
追加で質問させてください。
ドリルで穴あけ加工をしたときに、穴が真円にならず
X方向に長い楕円になっています。
おそらくZ軸が垂直になっていない、
もしくはZ軸にブレがあるのだと推測していますが、
こういう場合の調整にいい方法がありましたら
教えていただけないでしょうか?
ドリルーは正直分からないです。
マキタのルーターの回転速度は一番遅くても10000rpmで、通常の穴あけドリルの10倍以上の速さで回ってるのであんまり向いていないと思っています。
ドリルのNCデータをFusion360で作っている場合、ドリルサイクルをチップ切断に変更し、ちょっと入る一回抜く、ちょっと入る一回抜くという動きにすると切りくずが詰まりにくくなって良いらしいですが、今回の件はこれで解決しない気がするのでなんとも難しいです
XYが動いてできる平面と加工テーブルが並行ではないかもしれません.
面出ししてやると改善されるかも.

なるほど〜!!ありがとうございます。
この動画、勉強になりますね。
最初から最後まで見てしまいました。
面だしや筐体のチェックをしてみます。
ありがとうございました!