こんにちは。
自分も両面加工をするときに同じように平行四辺形になっており、その時はY軸の位置が左右で合っていないのと、Y軸がハの字になっていたのが原因でした。
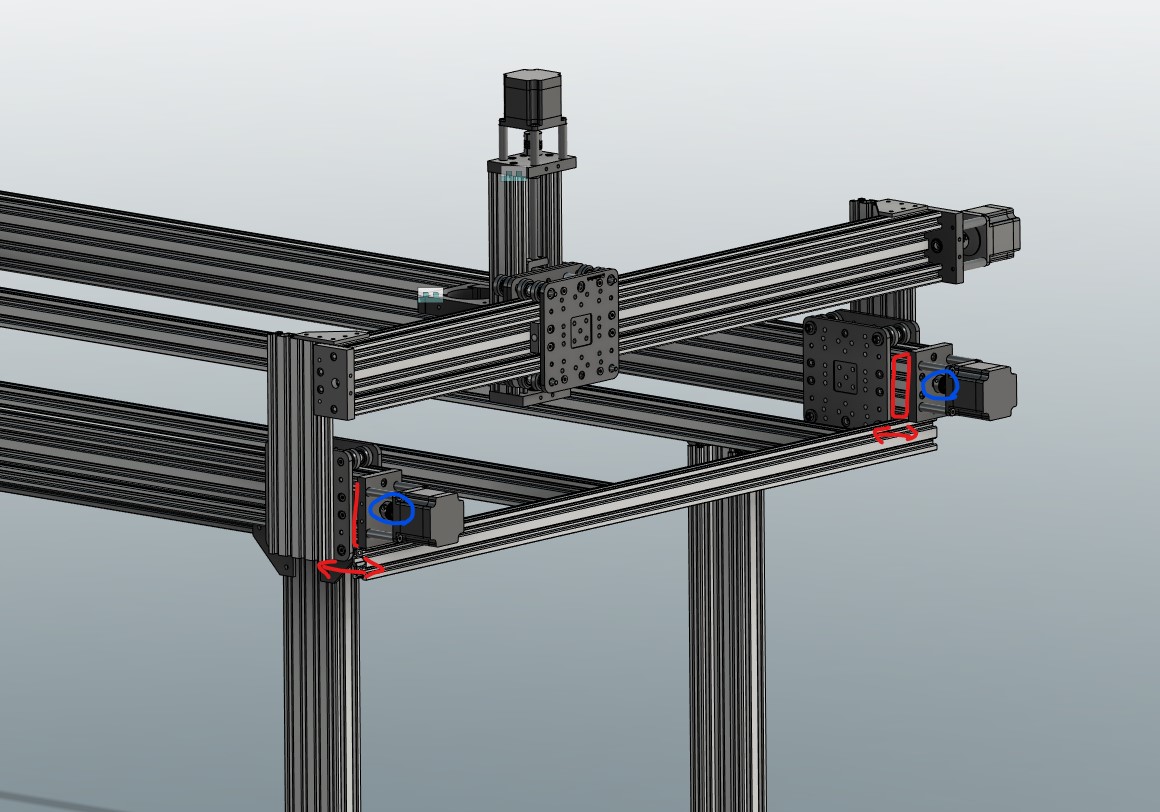
Y軸の位置についてはマシンをYの端っこに移動させたとき、画像の赤の部分の隙間が右と左でずれている状態でした。
電源を入れていないときならカップリングを回して左右個別に手動で位置調整ができるので(画像青部)手でくるくる回して直しました。
ハの字になっていた部分についてはちょっとだけ分解する必要がありますが、Y軸のC-Beamリニアレール部分をズラすだけなので直角固定具をいくつか外すだけでした。
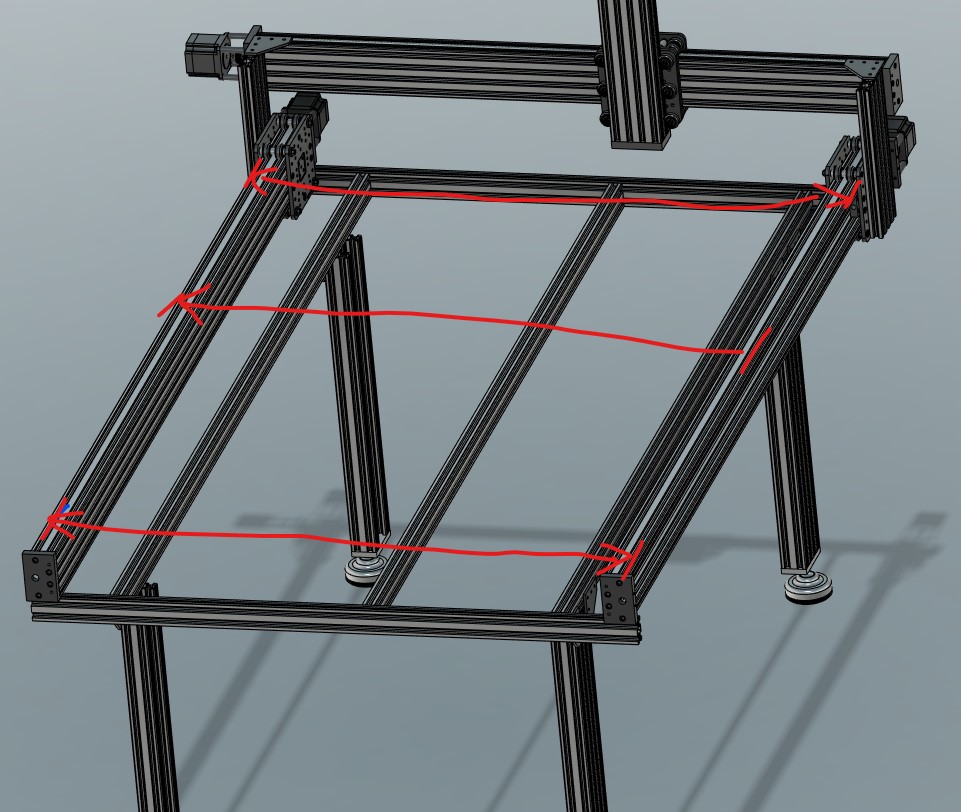
三点くらい測って下図の幅がずれないようにしました。