電圧変換をしなくてもいい24V対応レーザーユニットを試供品として貰ったので使用してみました。
配線位置などはCNCxPROのwikiを参考にしながら作業を行いました。
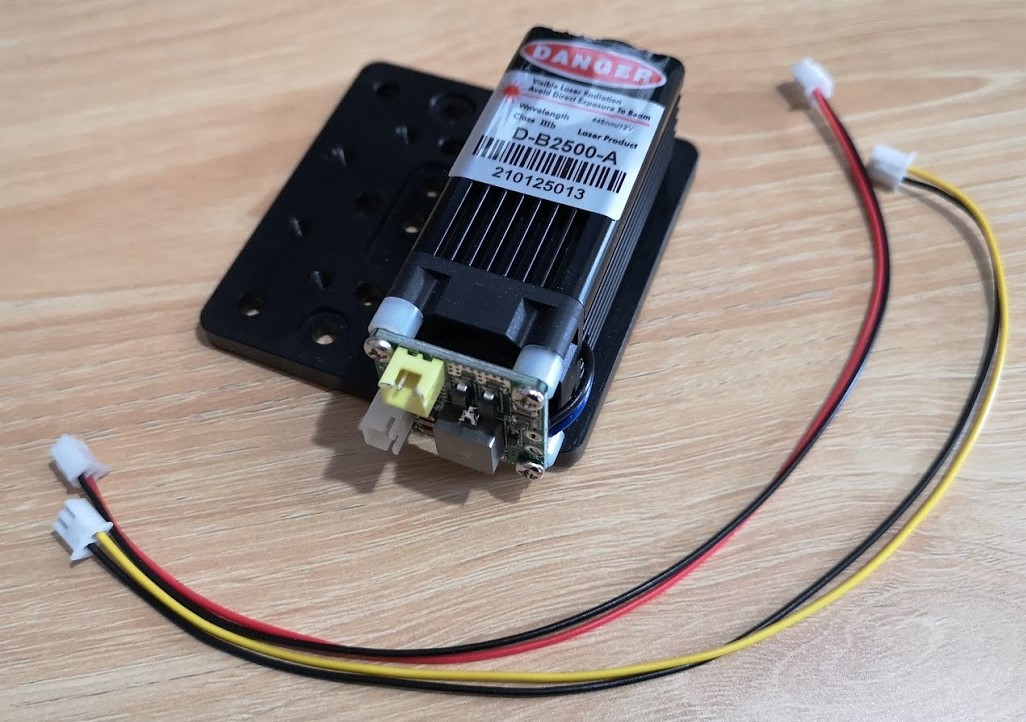

24V用って言われて渡されましたが、思いっきり12Vと書かれています…
確認したところ中身は24V用になっているそうです。
配線
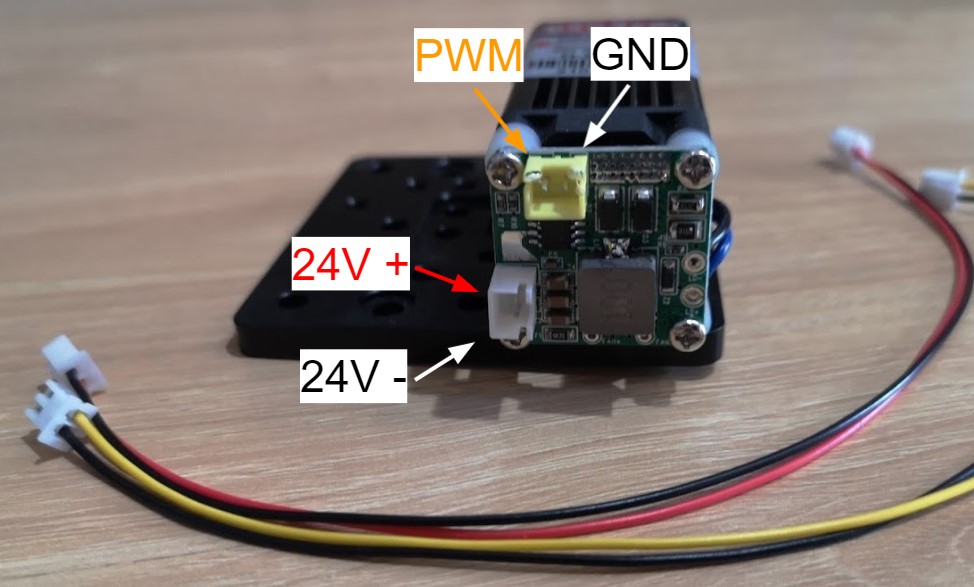
本体上部に小さい基板が付いていますのでそちらに電源と制御とを繋いでいきます。
薄型直流電源24Vは白い端子に、基板のPWM出力とGNDは黄色の端子に図のように接続します。
付属のケーブルが短いのでリミットスイッチ用の2Pケーブルで延長して使用しました。

問題と解決案
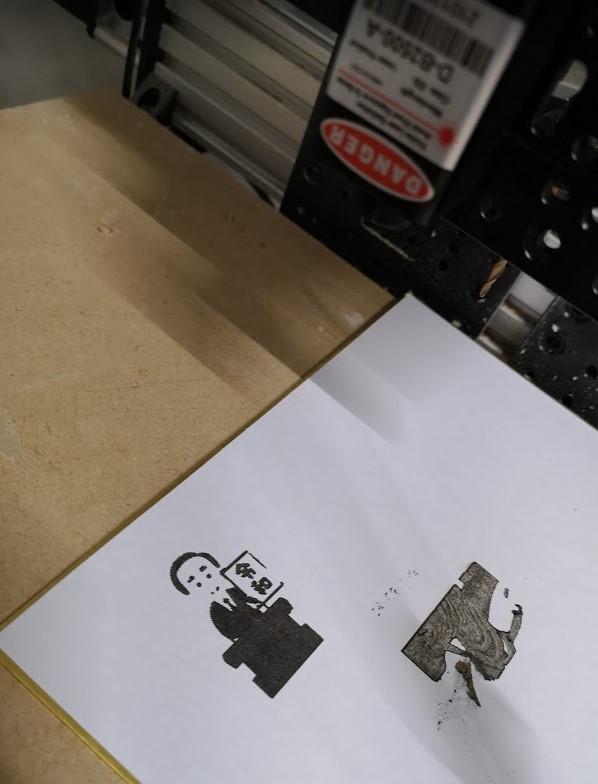
電源を入れるとレーザーが垂れ流される問題があります。↓これ
レーザー加工を開始するとレーザーが出るべきでないところではレーザーが止まりますが、何の命令も出ていないときはレーザーが垂れ流しとなってしまいます。
上記のトピック内で記載のあるように、PWMとGNDの間に1kΩの抵抗を入れることでこの問題は解決することができました。
別の解決案としては物理的なスイッチを入れ、加工を開始するまでレーザーに24V電圧がかからないようにすることでも回避することができると思います。
LeserWebの設定について
以前S0~S1000でレーザーの出力制御と書きましたが、CNCxPROV5のドキュメントを見ると
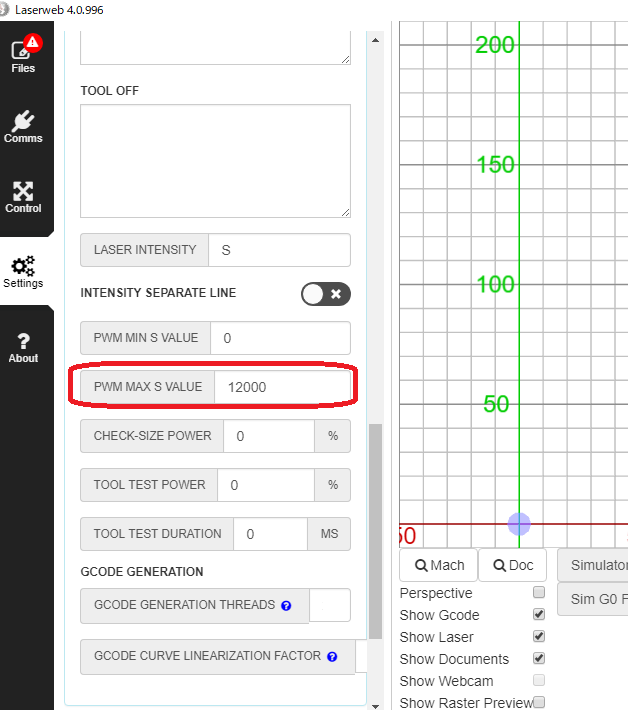
0-5VのPWM制御はデフォルトではS12000が最大
0-10Vの制御は0-1000 というような記載があります。
実際に5V PWMに接続した状態でS0-1000でデータを作るとPWMの電圧が非常に低く焦げ目がつきませんでした。12000ではこんがり焼けました。
LaserWebを使用する場合、画面左のSetting>G-code>PWM MAX S VALUEを12000にすることで出力されるGコードのS値の最大を変更することができます。
CNCxPROV5はレーザー/スピンドル制御関係のパラメータが複数あるようで、うまく設定すれば0-10Vの方に接続して運用することもできそうでしたが、コマンドを入れても弾かれてしまったので試すことはできませんでした。
とりあえず24V対応レーザーユニットとCNCxPROV5、LaserWeb4を利用する場合は
CNCxPROを$32=1でレーザーモードを有効にする
LaserWebの最大出力のS値を変更する
物理的なスイッチか1kΩ抵抗で垂れ流し対策をする
で刻印は可能でした。