ご無沙汰しております。avalontechさんのレーザーモジュールを購入させて頂き、接続が済んで電源を接続したところ、いきなりレーザー照射が始まりました。非常停止ありでは木材表面を軽く焼く程度、非常停止を解除して通常のモーター制御させながらだとそこそこ木材を焼けます。制御電圧が1->2Vに変化してそうです。
電源は12v変換後の入力と、制御は基盤xProV4のPWM(variable spindle)とGNDから接続してます。grbl controllerで$32=1に変更しました。M5も直接入力して変更すみ。laserwebでも動作はするのですが、ずっとレーザーがOnでraster動作なのでひたすら範囲内を黒く焼いていきます。cncルーターとしてはそれなりに使えていました。
接続、設定等で怪しそうな助言を頂ければ幸いです。以上よろしくお願いします。
こんばんは。
自分が昔試したときはxPROのV3でしたが、配線はGNDとVariableSpindleで合っていた気がします。
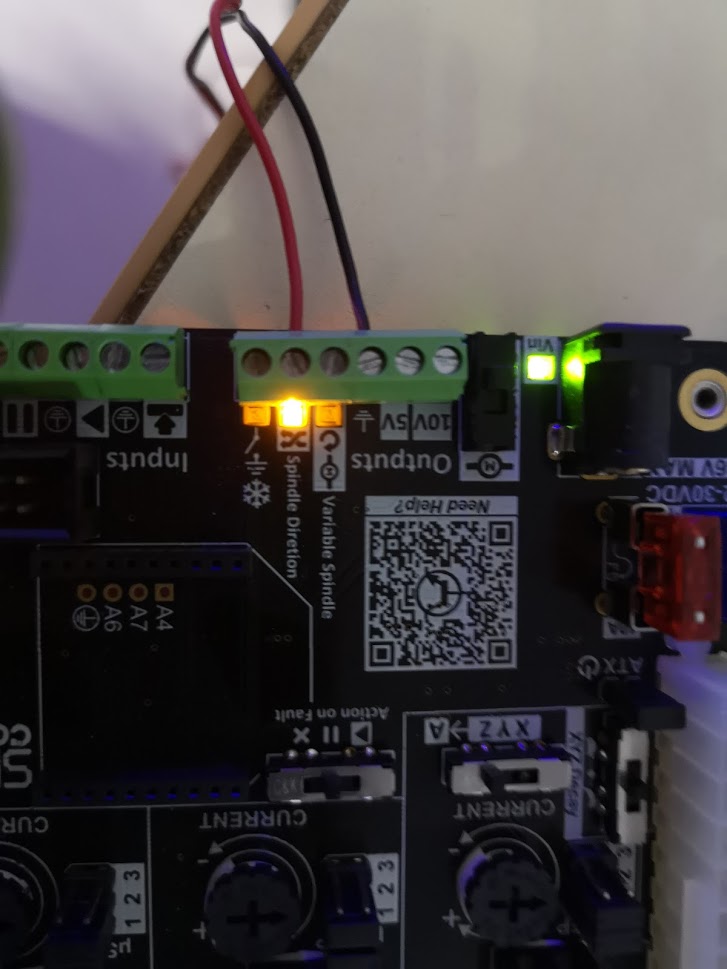
V4の基板はPWMが0-5Vと0-10Vを切り替えるスイッチが横に付いているのですが、0-5Vになっていますでしょうか?
コンソールに直接入力でM4S0 やM4S20 と入力してみてもレーザーの出力は変化せずにフルパワーで出力されっぱなしでしょうか?
Gym様 早速の回答ありがとうございます。
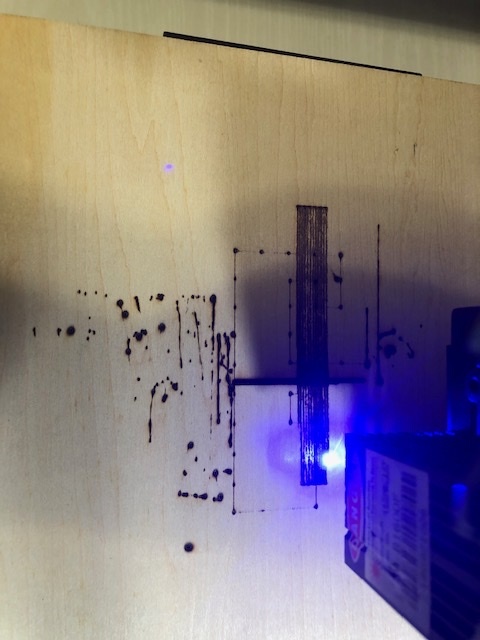
恐らく写真のSWと思いますが、5Vになっていました。またコンソールからのM4S0やM4S100もダイレクトにキーインで試してみましたが照度、焼け具合は変化無しでした。唯一の焼け具合変化は、制御ボードのオンオフ(非常停止ボタンの)で、M4S0後でも非常停止を解除したらPWM端子横のLEDが点灯し木の表面を焼き始めました(写真の太めな点)。非常停止を押した状態では動かすと焼けませんが、停止してるとレーザー照射で軽く焼けませす(写真の小さな点)。
ご助言宜しくお願いします。

久しぶりにレ=ザーを引っ張り出して繋いでみたところ
CNCxPROV3ではGNDとvariable spindleに接続することでM4でレーザーオン、M5でレーザーオフ、S〇〇で出力調整 ができました。
CNCxPROV4で試してみたところ
Variable SpindleとGNDの電圧を測ったら常に1.75V程の電圧がかかっており、レーザーが弱く照射されっぱなしになり、オフでも弱いレーザーが照射され続けていました。
M4コマンドを送るとSpindleDirectionの方のLEDが光るのでGNDとSpindleDirectionに繋いでみたところM4でレーザーオン、M3でレーザーオフといった感じでオンオフ制御はできました。ただ電圧が0Vか4.9Vのオンオフで強さの制御はできませんでした。
Variable SpindleとGNDの方はCNCjsのレーザーテストコマンドでは出力の切り替えができましたが、手動ではなぜかうまくいきませんでした。そして相変わらず常に1.9Vかかっているのでオフになりません…
常にかかっている1.9Vが元凶のような気もしますが、SpindleDirectionの方につなぐことでオンオフができているのもちょっと気になります。
もうちょっと粘ってあれこれしてみたところ
レーザーを外した状態ではM3S〇〇でVariable SpindleとGNDの電圧が0~4.95Vで制御ができました。
レーザーユニットに付いている小さい制御板のCNCxPROとつなぐところに常に3Vの電圧がかかっており、これをCNCxPROにつなぐとオフVariable SpindleとGNDに常に電圧が2V弱かかり、常にレーザーが出ている状況になっているようです。
Gym様
色々とトライアルありがとうございます。M4とM3でDirection端子側に約5Vオンオフは確かに再現できました。またレーザーをつないだ状態でレーザーモジュール側の基板のspindle端子が何故か3Vも同様でした。「レーザーを外した状態ではM3S〇〇でVariable SpindleとGNDの電圧が0~4.95Vで制御」は再現できませんでした。結局、レーザーモジュール基板or設定何がおかしいのでしょうか?CNCjsも試してみたいと思います。
Variable Spindle出力は電圧を上げる出力しかなく下げる事が出来ないようになっています。
レーザー装置にCNC基板に接続していない状態で制御ケーブル(信号とGND)に抵抗(1KΩ)を繋いでレーザーが出力されないか、電圧はどこまで落ちたか確認してください。
(抵抗が用意できるならば)
正しくレーザーが切れて、電圧が下がっているようならば、その状態でCNC制御基板に繋げば正しく動くようになるはずです。
morih様
情報ありがとうございます。運良く家に1kΩ抵抗があったのでレーザー基板側の信号とGNDに繋いでみたところ0.5V位に落ちレーザー発光はありますが木材は全く焼けない状態までなりました。後は上手くxproボードのPWMとGNDに0-5Vが出力されればいけそうです。が一昨日のメールに書いた様にDirectionの端子側には電圧がたったりLEDも点灯しますが、Variable端子側はLED点灯や電圧がM3、M4S○○コマンドでたちません。及びlaserwebでJOBで動かしてもXY動作はしますがレーザーは変化がありません。
Gym様 「もうちょっと粘ってあれこれしてみたところ
レーザーを外した状態ではM3S〇〇でVariable SpindleとGNDの電圧が0~4.95Vで制御ができました。」の部分ですが何か設定でコツが有れば教えて頂ければ幸いです。
コンソールに直接Gコードを打って確認できたのは
G1F〇〇 と入力してからの
M3S〇〇 でSの値に応じてVariable Spindleの電圧が変化しました。
F1F〇〇 とM3 を一度入力してからは S〇〇 だけの入力で電圧が変化しました。
G1F〇〇 は速度〇〇で直線の動きという指示なのでM3でレーザーを出すときの出力には影響しませんがこの指示がない電圧は変化しませんでした。
M4は動く速度(F〇〇の値)に応じて出力を変化させるコマンド(早く動くときはレーザーを強く、遅く動くときはレーザーを弱くして均一に焼けるようにする)ですので、止まっている状態でいくらM4S〇〇 と入力しても電圧は変化しませんでした。
LaserWeb4で画像データを焼くGコード作ってみたところ、M4を使ってGコードが書かれていました。
実際にXYの動作とS〇〇がセットで書かれているGコードではM4でもXYが動きながら電圧が変化するのが確認できました。(丁度いい抵抗がまだ見つかってないので2Vから6Vくらいの電圧でしたが)
Gym様
G1F○○とM3後にS500で4.5V位だったので、laserweb設定でTool onをM3にし、PWM値をとりあえずS0-S500の範囲にしてみました。(今までTool onがブランクにしたままでした) 適当なjpgで作成してみたところ、G-Codeも大丈夫そうだったのでJOBを実行してみたら絵を焼けました。
M4も試しながら速度と出力の条件を探してみます。
ありがとうございました。取り急ぎ御礼まで。