OpenSource Hardware オープンソースハードウェアのコミュニティ
【写真投稿用】みんなのCNC!(キャンペーン応募はここで)
自作CNC
Tohru
2019 年 5 月 6 日午前 10:56
2
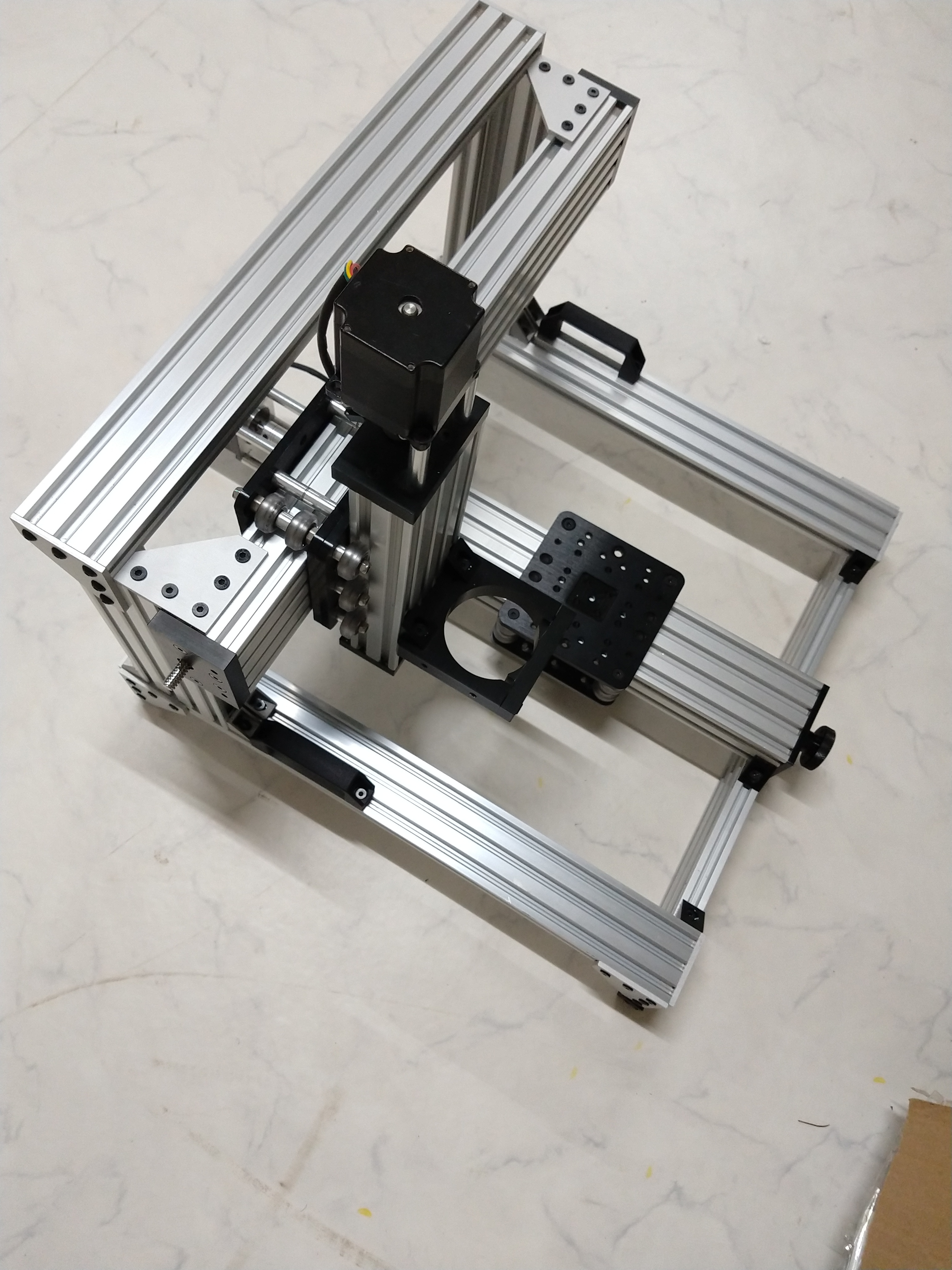
地下でこっそり開発しているc-beam machine剛性強化版v3です。変更点は後ほど公開します
15571401127881398193138989195380
3024×4032 2.67 MB
アースと配線について
トピックに投稿を表示