こんにちは
本職の方が配線しているのであれば、間違いはないかと思いますが念の為以下を確認してみてください。ちなみに制御基板にCNCxPRO v5を使っていると想定してのチェック内容です。制御基板にDuet3を使っている場合は確認内容が少し異なるため、新規スレッドを建てるなどして質問してください。
- 制御基板への電源入力の極性、プラスマイナスがあっているか(間違っていた場合、逆接保護回路はあると思いますが制御基板が壊れる可能性があります)
- 入力電圧は24V来ているか(キット付属の電源を使っている場合はたぶん問題ないですが念の為電圧を確認してみてください)
- 電源ユニットのLEDは点灯しているか(点滅や消灯していた場合、電源ユニットの異常か短絡など配線の異常かもしれません)
- CNCxPROv5の電源ボタンは入(I側)に入っているか
- USBケーブルでPCに接続したときにPCに認識されるか
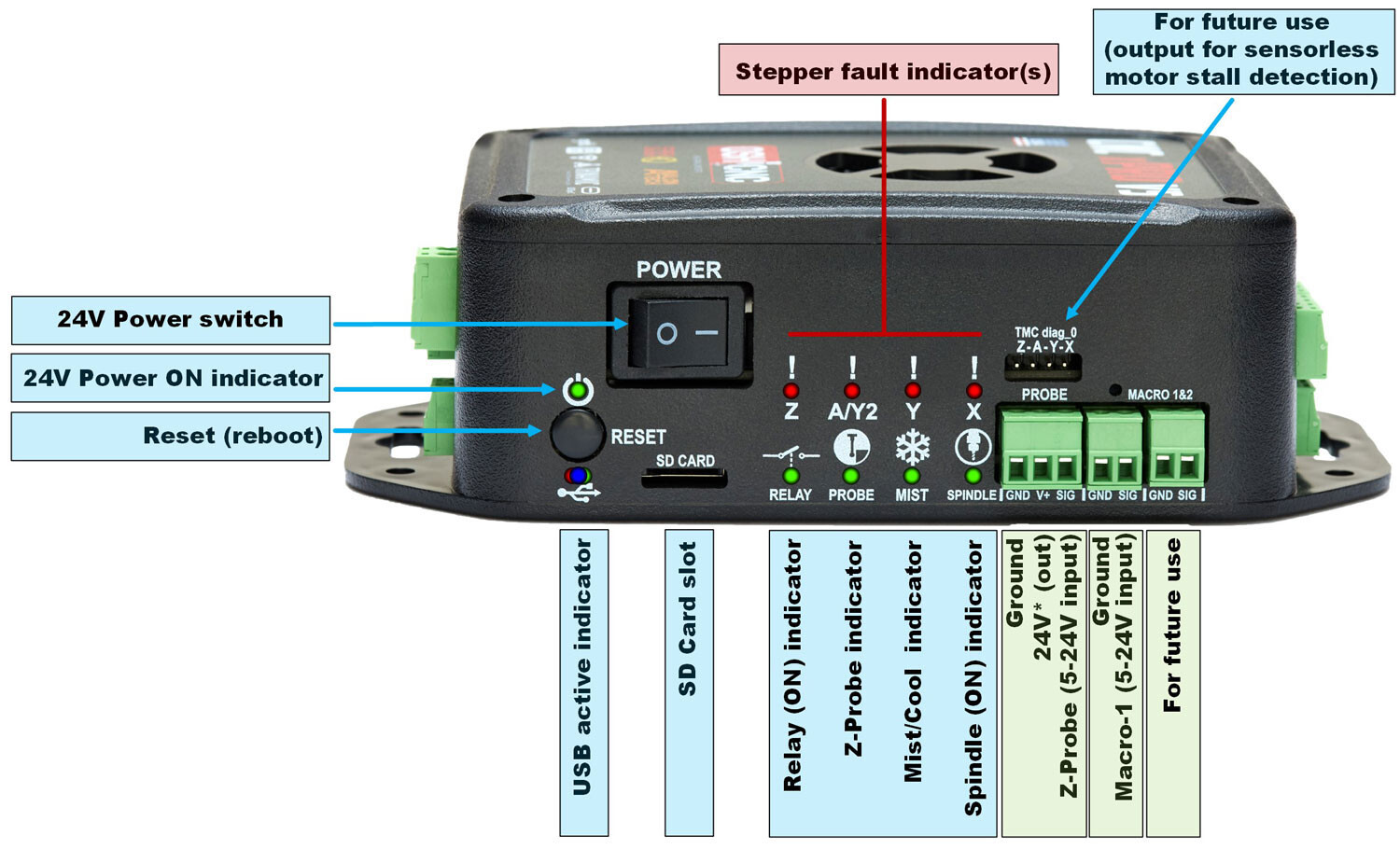
( from: Side_Panel · Spark-Concepts/xPro-V5 Wiki · GitHub )
上の画像のスイッチの状態が電源入の状態です
上記の点をを確認してみて問題がなさそうであれば初期不良の可能性もあるので一度販売店に相談した方がよいかと思います。
参考: