はじめまして、ギターの作成をしているものです。
そこで、色々とご質問させてください。
スピンドルについてはこのようなセット品では110v or 220Vのものがほとんどで、使用できるか問い合わせているところですが、100V対応の日本で販売される一般DIYなどに使用されるルーター等を使用したほうが素人には良いでしょうか?
このようなルーターを使用するにはCAD、CAM、Gコードセンダー、の三種類が必要ということがわかり、CADとCAMについてはFUSION360をすでにインストールし練習を始めているところで、勉強が必要ですが、理解可能だと判断しました。
最後にこの機種以外でサポートも含めおすすめの機種や使用する上での参考になるサイト等ありましたら教えていただけますでしょうか?
一つだけでもかまいませんので教えていただけますと幸いです。
Tohru
2020 年 5 月 26 日午前 10:37
2
hairworksさんはじめまして,
2.難しい加工しなければルーターで十分です.もし電気関連の経験や知識がないなら工業用スピンドルは結構しんどいです.
3.
主観的なところもありますが,ご参考になれば幸いです.
ご返信ありがとうございました!
1.Workbee CNCというものなのですね、かなり金額は違いますが、保証なども考え正規販売者からの購入を検討します!
2.やはりそうなんですね、全く知識はないのですが、工業用スピンドルを検討している理由は、ギターをこういったCNCで作成すると2~3時間ほどかかるためです。
3.なるほど、オープンソース系のソフトのほうがインターネットでの検索やこのコミュニティでの質問ができ、調べやすそうで良いですね!
全く知識がなく、失礼な質問などしてしまうかもしれませんが、最後まで経過をお伝えしていこうと思いますので、助けていただけますと幸いです。
「いいね!」 1
YUIYUI
2020 年 6 月 7 日午後 11:41
4
私の経験がお役に立つかと思います。
私の趣味もギターです。いつかマイギターを作りたいですね。
ご連絡ありがとうございます!
やはりルーターはDIY用がおすすめなのですね。
mach3に関しては正直GRBLと比較して何ができるのか全くわかっていません。
nyaru
2020 年 6 月 9 日午前 5:43
6
ルーターの使用時間ですがこちらでGymさんが5時間加工したとのことでした.
マシン:ArtCNC
スピンドル:マキタRT0700C ダイヤル3(17000rpm)
切削物:カリン 20mm厚
物が大きいので条件は大体以下の設定で分割して行いました。荒取りで5時間くらい。
荒取り
エンドミル:6mmフラット4枚刃
切削条件:切削送り1440、切込み量2.4mm、切り込み深さ10mm
荒取り2
エンドミル:3mmフラット二枚刃
切削条件:送り1400 切り込…
ルーターはこちらのを使っているようですが,たぶんDIY用ですよね.使うルータによると思いますが,下記の種類のルータであれば想定していらっしゃる2~3時間は大丈夫じゃないでしょうか.
またmach3ですが,私も詳しくはないのですが本格的な制御(例えば4軸動かしたいとか・・・,mach3は6軸まで対応可なので)をしたいという考えがあれば良いかと思いますが,3軸である分にはgrblとCNCjs等のGコードセンダーで問題ないと思います.
ちなみに,grblは制御基板のソフトウェアでGコードセンダーとは異なります.制御基板のソフトウェアに合ったGコードセンダーでデータを送信する必要があります.なので,Mach3の制御基板にgrbl用のGコードセンダーではうまく動作しない可能性があります.組み合わせにもご注意ください.
YUIYUI
2020 年 6 月 22 日午後 10:40
7
売られているcncの加工エリアはモーターの移動範囲ですが、移動範囲はフレームの長さで決まります。モーターはどこまでも動きます。ですから、フレームを長い物に変更できる方なら、より大物加工可能なマシンに改造できるのでは? 剛性には注意する必要がありますが。
コメントありがとうございます!
インターネットで調べるとRT0700Cを使用して私が想定しているものと同様の加工をされている方がいました。
休ませながらであれば使用可能ということなので、初心者の私にはよさそうです!
コメントありがとうございます!
組み立て、動作確認をしているところなのですが、どうもまともに動いてくれません…
結局産業用スピンドルをしたのですが、重量があるせいかZ軸が少し押しただけで下がってしまいます。
それを改善するために保持トルクの設定である$1を長めに設定しても保持トルクが切れると同様に下がります。
他の方の動画を見ますと、保持トルクを発生させていない(?)ようですし、その状態でも自重で下がってしまうような挙動はなさそうです。
なにか設定や配線などが間違っているのでしょうか?
どなたか助けていただけますと非常に助かります。
https://drive.google.com/file/d/1NZS34GNIyLVAjkHN3QoSYN0vn0so-pOa/view?usp=sharing https://drive.google.com/file/d/1e2LDtLN4mrbxOSiVp7Vy7MeiaLRPeaJw/view?usp=sharing
動画URLを貼り付けたところ私の環境では正常に見られませんでしたのでURLのはじめのhを抜いて再記載させていただきます。
ttps://drive.google.com/file/d/1NZS34GNIyLVAjkHN3QoSYN0vn0so-pOa/view?usp=sharing
ttps://drive.google.com/file/d/1e2LDtLN4mrbxOSiVp7Vy7MeiaLRPeaJw/view?usp=sharing
Gym
2020 年 7 月 25 日午前 1:50
13
自分も同じように軸がビクンビクンしていたことがあります、arduino Sheild V3の電流値が高すぎるのが原因だった気がします。(だいぶ昔なのでうろおぼえですが)
arduino Sheild V3は工作用の基板の上で大きめの電流を制御しているので、CNC用の基板に比べると繊細なので、電気ノイズに弱い、電流値の調整がシビア、接触不良が起きやすいなど結構大変でした。
コメントありがとうございます!
やはり違う基板を購入して見たほうが良いのかもしれませんね。
皆様お久しぶりです、以前の保持トルクに関しては電流値の調整でCncjsのコントローラでは一応は使えるようになりました。
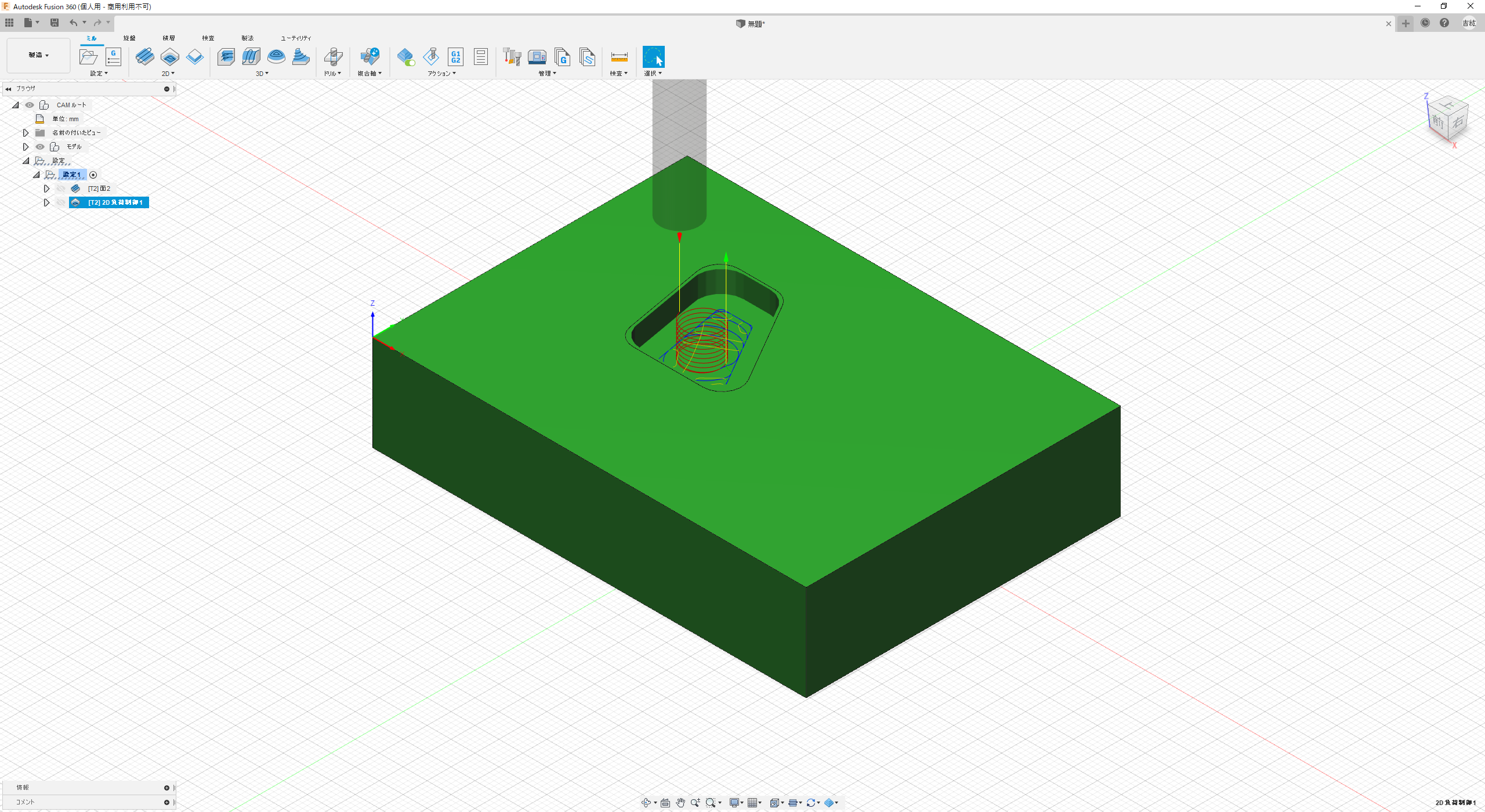
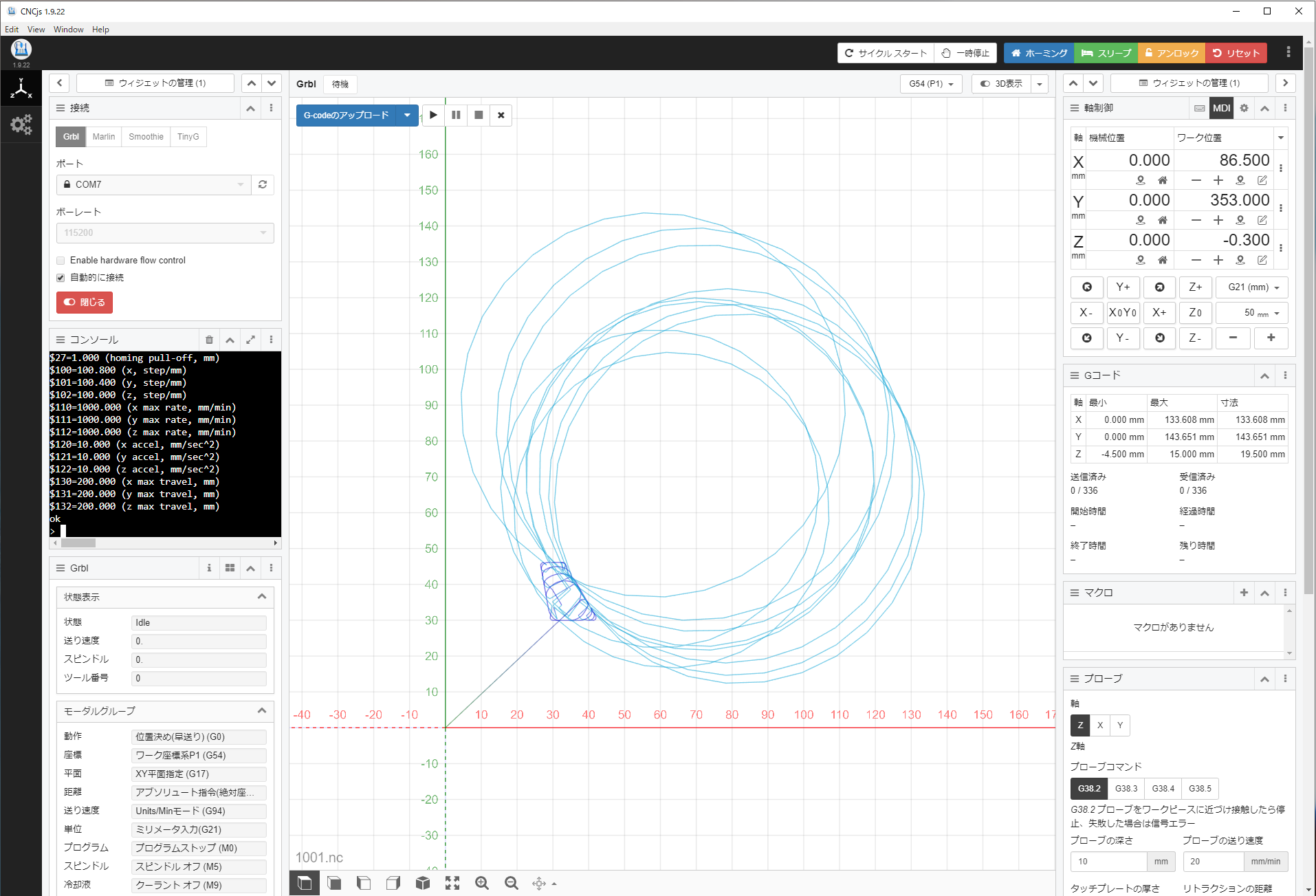
そのようなことがあり、やっとの思いでfusion360上でgコードを作成し、CNCJSでコードを読み込ませたところ下記のような乱れた状態になります。
nyaru
2020 年 10 月 22 日午前 12:53
16
こんにちは
"Invalid GCode ID: 33"ですが,以下のリンクを見てる感じだとFusion側の問題かCNCjs側の問題かは分かりませんが,GコードのG2,G3で円弧を生成できないために起きているようです.(G2,G3でおかしな値が指定されている?のかも)https://github.com/grbl/grbl/issues/619
Fusion360でポストは何を使っているのかは分かりませんが,カスタムポストに変更すると直るかもしれません.
もしくは一度NCファイルをこちらに貼ってみてください.原因がわかるかもしれません.
いつもご返信ありがとうございます!
知識がなく、検索などをしてから検証するため、大変恐縮ですがまずはNCファイルを貼り付けさせていただきます。1001.nc (6.5 KB)
nyaru
2020 年 10 月 23 日午前 2:38
18
G2,G3の円弧中心指定にIJKすべて含まれているため円弧の計算が合わなくなっていると思われます.(G17のときはG2,G3はI,Jのパラメータを使うので,Kパラメータを無視して計算が合わない?)
grblではチェックのために、現在の場所と目標地点の半径の差を計算しています.この半径の差がgrblのパラメータの$12(Arc tolerance)に収まっていないとエラー33が返されます.
} else { // Arc Center Format Offset Mode
if (!(ijk_words & (bit(axis_0)|bit(axis_1)))) { FAIL(STATUS_GCODE_NO_OFFSETS_IN_PLANE); } // [No offsets in plane]
bit_false(value_words,(bit(WORD_I)|bit(WORD_J)|bit(WORD_K)));
// Convert IJK values to proper units.
if (gc_block.modal.units == UNITS_MODE_INCHES) {
for (idx=0; idx<N_AXIS; idx++) { // Axes indices are consistent, so loop may be used to save flash space.
if (ijk_words & bit(idx)) { gc_block.values.ijk[idx] *= MM_PER_INCH; }
}
}
// Arc radius from center to target
x -= gc_block.values.ijk[axis_0]; // Delta x between circle center and target
y -= gc_block.values.ijk[axis_1]; // Delta y between circle center and target
float target_r = hypot_f(x,y);
// Compute arc radius for mc_arc. Defined from current location to center.
gc_block.values.r = hypot_f(gc_block.values.ijk[axis_0], gc_block.values.ijk[axis_1]);
// Compute difference between current location and target radii for final error-checks.
オリジナルを表示
なのでFusionのポストの設定で直せるかと思います.あるいはgrblパラメータの$12を大きくするか.
詳しくご回答いただきありがとうございました。
またよろしくお願いいたします。
皆さんお久しぶりです。
CNCシールド(V3.0)とDRV8825、2.8Aのステッピングモーターの組み合わせでギターの作成(エボニーなどの非常に硬い木や樹脂も含む)をしたいと思っており、なんとか動くところまでこぎつけ、正常に使用できるよう調整しているところでございます。
そこで同様の組み合わせで使用している方にお伺いしたいのですが、VREFと最大動作スピードは具体的にいくつにしておりますでしょうか?
ただ、これではかなりトルクが弱く、限界に近い速度や硬い素材の場合に脱調をしてしまい安心して使用できません。
比較的大きな物を削り出しますので、できれば最低でも2000mm/minで作動させたいのですが、調整ではどうにもならないものなのでしょうか?
また、CNC X Proを使用している方にもお伺いしたいのですが、 NEMA23ステッピングモーター トルク1.26N.mやそれ以上の物を使用した場合、2000mm/min以上ので動作させても脱調などの問題はありませんでしょうか?
よろしければご回答いただけますと嬉しいです。
nyaru
2021 年 2 月 16 日午前 4:28
21
CNC xPRO v5を使ってますが、grblで$110あたりを変更し無負荷(切削を行わない)の状態でG1 X◯◯ F3000とやっても脱調はおきません。