以前にメタルプリンターと呼ばれるローランドDG社のMETAZA(メタザ)で金属に文字をマーキングしたことがあるのですが、メタザのプリントヘッドにはダイヤモンドのピンが付いていると言われていたことを思い出し、前回の検証でCNCのエンドミルをドラッグナイフに替えてカッティングプロッター化した時のように、今度はダイアモンドピンに付け替えればアルミ程度なら文字をマーキングできるのではないかと試してみました。
以下に自分なりの手順やこれまで気付いた点などまとめてみます。

■ダイヤモンドピン(先端にダイヤモンドが付いた尖った軸鋼)について
海外の動画で一般的なCNC機をマーキングに使っているシーンを見ると、ピン自体にバネが内蔵されている専用のマーキング用ピン(Diamond Drag)を使っているようでしたが、残念ながら類似のピンも含めて自分でも手に入れられそうなものは見つけられませんでした。
メタザではプリントヘッド先端のダイヤモンドのピンをワークに細かく振動し打ち付けてマーキングしていたようでしたが、今回はピンを振動させることは考えず、ただ単にバネでピンに押し圧をかけながら引き摺ってワークをけがくことをイメージし、ピン先端にダイヤモンドが埋め込まれているシンプルで安くて評価が良さそうなものを探して購入。
届いたのがこれ。

軸径は約10ミリ。ある程度太い軸のほうが全体の剛性も上がるかと期待。
先端のダイヤモンドはピラミッド状に面が尖っていて、埋め込まれてる様子が少し無骨でしたが、無茶な条件で引き摺っても簡単に外れる恐れは無さそう。

■コネクター
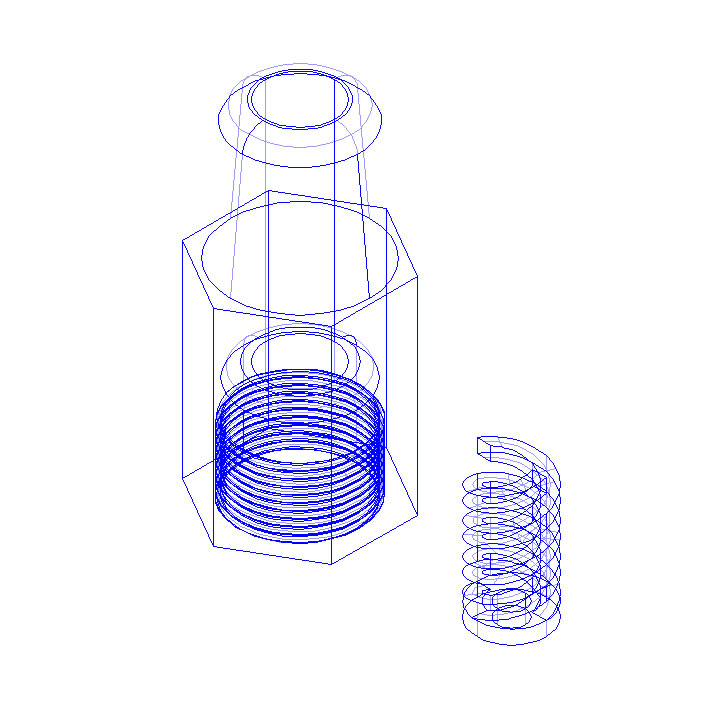
さてこのダイヤモンドピンをルータに装着するわけですが、以前CNCをカッティングプロッター化したときに作ったビニールカッター用のコネクターを応用することにします。
ビニールカッターの時はツバ状の出っ張りがストッパーの役割につかえたのですが、今回のダイヤモンドピンはただの円柱なので、ストッパー代わりに軸径より少し大きめなネオジム磁石をピン底に磁力接着しておきます。そのストッパー位置のズレた分だけコネクターの内部寸法を調整して再設計。
コネクタCG図
とりあえずプロトタイプが出来たのでルータに装着します。
ダイヤモンドピン自作コネクター

■マーキングデータ
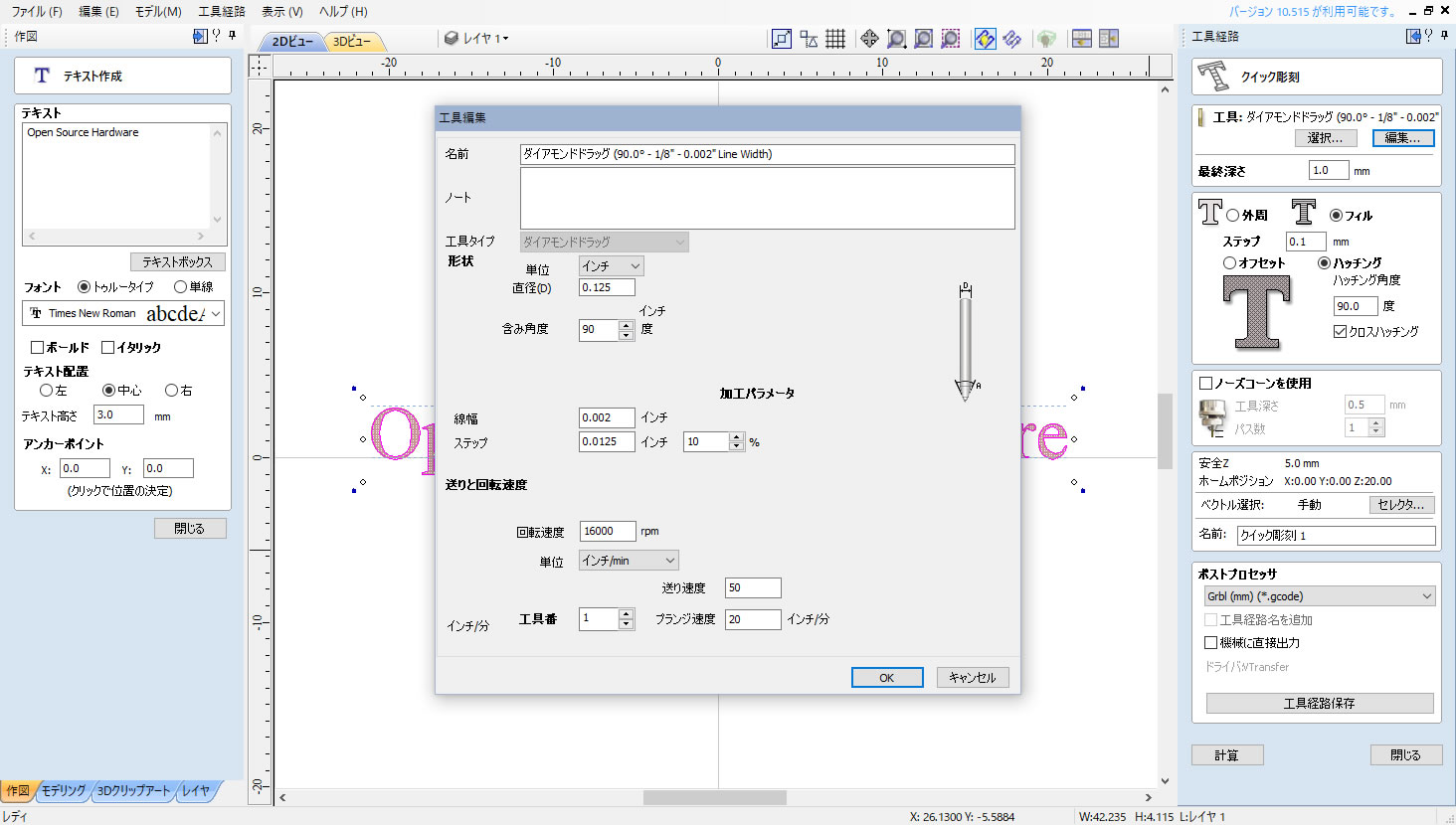
マーキングデータについては、文字であれば一般的にはグラフィックソフトやCADで文字フォントをアウトライン化し、Gコード化していく流れになると思うのですが、Vcarve上ではシングルラインの文字で作り始めることもできるので、細かい文字でも読み取りやすくマーキングしたい時には有用です。
今回は文字の大きさを3mmとし、シングルラインで文字を作り、パスをGコードで出力しマーキングデータを作ります。

■マーキング
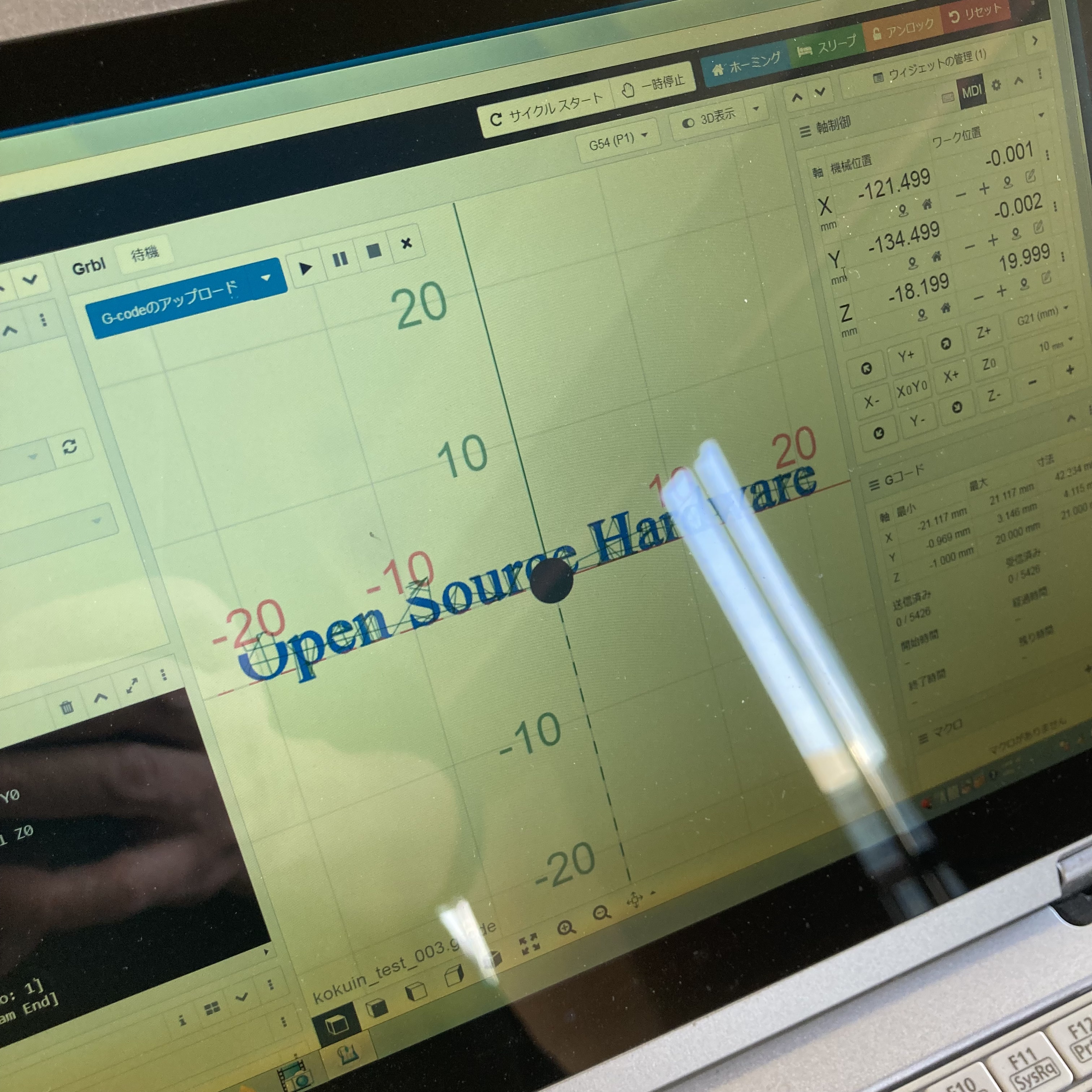
さて手元にアルミ板(A1050)厚1.0の端材があったのでこれにマーキングしてみます。
A1050はアルミとしては柔らかいので、切込み深さを浅めに設定しマーキングの状況を見て調整していくことにします。
送り速度600mm/min、切り込み深さ0.1mm(切削深さ0.5-Z基準高0.4)。
ルータはもちろん回転させずそのまま。
ダイヤモンドピン・文字マーキング01
(振動で撮影カメラが最後まで揺れ続けます)
")
綺麗に文字がマーキングできました。
触ると少しバリが出ていたのでとりあえず検証は終了。
■考察
・先端のダイヤモンドは大雑把にピンに埋め込まれているように見えるが、仕上がりを見る限りでは軸芯に対して中心で確かにマーキングしている模様。安価の割に購買者の評価が多かったのも納得。
・アルミであれば尖ったエンドミルで切削しても文字は彫り込めたとは思うが、薄板だとマーキングしたほうが均一な文字が綺麗に表現できそう。
・今回のようにコネクターでピンをルータ芯に取り付けてあると、マーキングと切削を組み合わせた工程が組めるので位置合わせ良く加工できる。(例:製造番号をマーキングした後そのままパーツを切り出せす工程とか)
・より硬いワーク(ステンレスとか)にマーキングするには、バネの剛性を上げるなどで押し圧を上げるか、もしくは太めの文字にして薄くても視認性を良くするかのどちらかの方法が今のところ考えられる。またもし曲線・曲面で構成されたワークを扱う場合は、圧に耐えられるよう強固に固定する工夫が必要と思われる。



")

