■ビニールカッター(Vinyl Cutter)
前回検索したドラッグナイフの動画をその後改めて見直すと、ピンタイプのドラッグナイフ(ビニールカッター)を使って薄物をカットする時にカッティングパスを適正化(角頂点で旋回化パスを追加)するシーンがあまり無い点に気づきます。
もしかしたら面倒な適正化作業をしなくてもピンタイプは軽量?な為、 角頂点でも刃先が勝手に旋回(swivel)して、切削用ツールパスのままでなんとなく切れてしまっているのかもしれません。
ビニールカッターは探すと替え刃15本付きのセットで600円ぐらいで買えそうだったので、早速発注して試してみることに。
届いたのがこれ。

先端に穴が開いていて、ここに付属の刃のついた(オフセット0.25mm)ピンを差して使います。
刃の出入りは調整可能で、具合の良いところで真鍮リングを締めて固定。
つまみ棒を押すとピンが取り出せて簡単に交換できる仕組みとなっています。
(この値段で結構よくできている印象)
さてこれをどうやってCNCに取り付けるかですが、ルータのコレットナットを外して見てみるとサイズ的にビニールカッターを直接固定できそうです。
そこでルータのねじ山に合わせてコネクターを作ることにしました。
ビニールカッターコネクター3D図
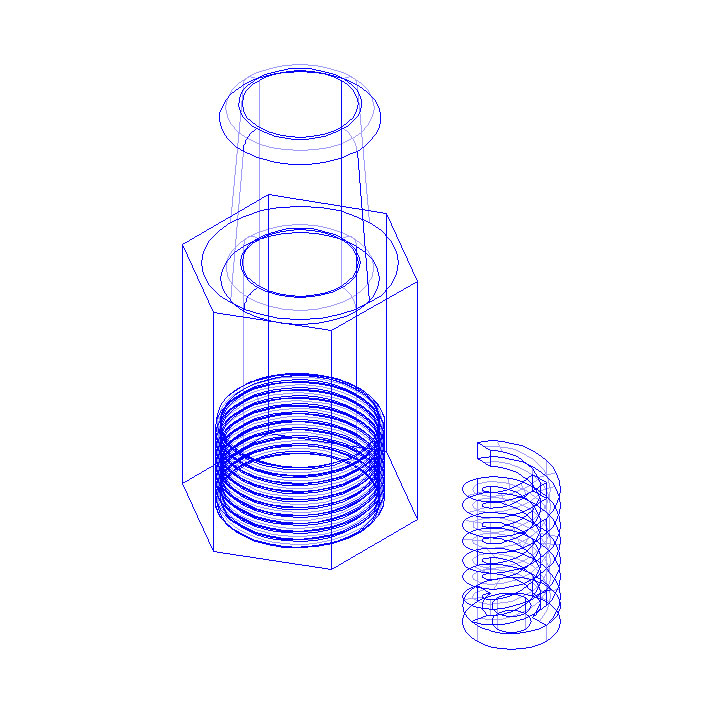
前回と同様にバネで押し圧をかけながらカットできるよう工夫してとりあえずプロトタイプが完成したので早速実装してみます。
(コネクターに内蔵したバネの許容可動域は約2.5mm)

■カッティング
今回は薄物カットということで、できればカッティングシートを切りたかったのですが手元に無かった為、代わりに黒画用紙(厚0.2mm)を切ってみることにします。
まずは前回同様Z軸加工原点をテーブル面(カッティングマット面)に、加工深さを1mmにして四角形ツールパスをCAMから書き出し、そのまま(適正化しないで)切ってみます。
四角形カット(適正化無し)
検証")
あっさり綺麗に切れました。
角頂点もなぜか綺麗に直角に切れていて、ちょっと拍子抜け。
続いて星形のツールパスで検証します。
星形カッティングパス(適正化無し)
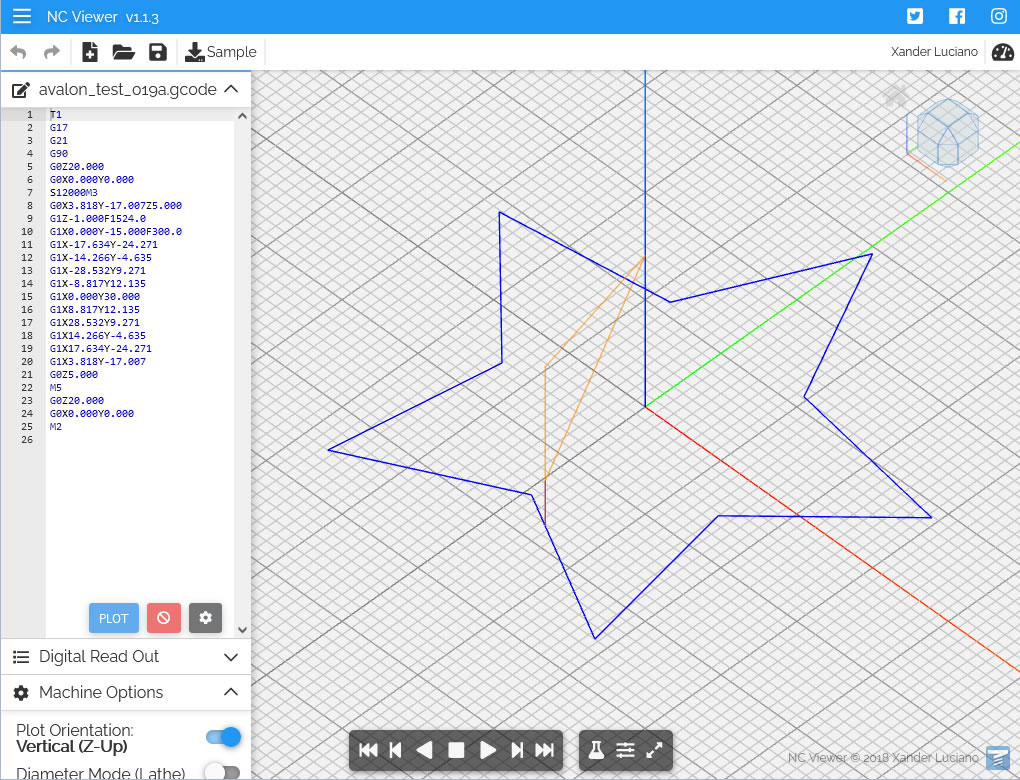
適正化無しの鋭角と鈍角が連続する角頂点でどれだけ刃が追随するか実際切ってみます。
星形カット01(適正化無し)
検証")
途中の鋭角頂点で刃が引っかかり切り詰まりました。
先ほどの四角形カット時と異なり、鋭角(<90度)の角頂点がある場合は刃は意図的に旋回させたほうが良さそうです。
そこで今度はツールパスを適正化して再検証してみます。
まずgcode swivel_vj.xlsの設定画面でBlade offsetを0.25に、Swivel Heightを1に書き直してツールパスを適正化。
ここで問題が。
適正化後のデータ中身を見てみると、なぜかF値が指定されていなことに気が付きます。
星形カッティングパス(適正化有り)F値追加
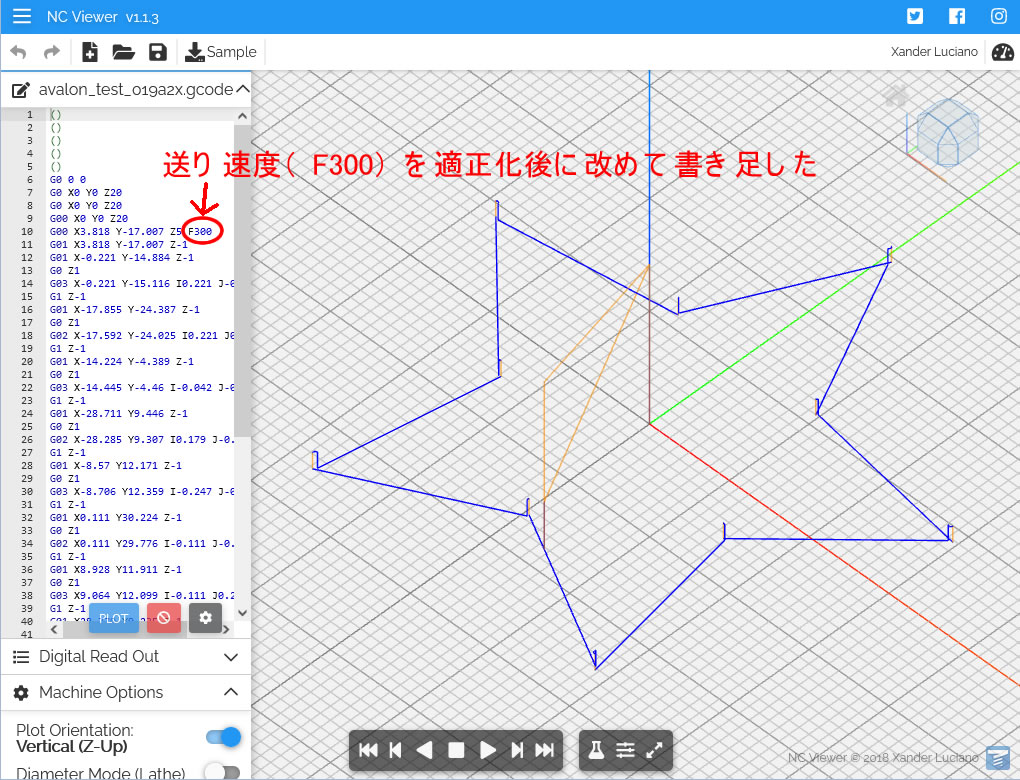
このままだとCNCが動き出したとたん止まってしまうので、送り速度(F=300)を書き足して改めて検証します。
星形カット02(適正化有り)
検証")
また鋭角(<90度)頂点で刃が引っかかり切り詰まりました。
角頂点ごとにZ軸は浮き上がるのですが、刃が十分に旋回できなかったようです。
そこで今度はZ軸加工原点を0.5mm上げることで実質、旋回時の刃のZ軸退避高さを高くしてみます。
(再適正化したツールパスを作り直してもよかったのですが面倒だったので同様の加工になるよう代替え処理しました)
自分のイメージでは画用紙の中央部が若干テーブル面より浮き上がるので、その分を入れつつも刃先は完全に画用紙から抜けきらない絶妙な寸法(0.5mm)を設定して再検証。
星形カット03(適正化有り)&Z軸加工原点+0.5mm
&Z軸加工原点+0.5mm")
今回はとりあえずうまく切れましたが、途中でカット圧で画用紙が浮き上がり気味でしたので偶然切れた感は正直否めないです。
うまく切れない時は刃の出方で調整するよりも、Z軸加工原点を再設定したほうがコンマ数ミリで調整できるので効率的かとは思いますが、まだ多少の設定調整は必要かもしれません。
検索したドラッグナイフ動画でカッティングパスを適正化するシーンがあまり無かったと感じたのは、たぶんカッティングシートのような2層断面のものを切っていたせいかもしれません。
(表層だけがカットされ下層は切り残りテーブルにしっかり固定されるので、刃先が勝手に旋回してツールパスに追随しやすかったのかも)
いずれ機会があればカッティングシートを使って再検証してみたいと思います。
薄物をカットする時は切ったところから解放されていくので、マステで固定するよりバキュームテーブルでテーブル面と吸着固定するほうが理想的だと思いました。