TeEm
1
こんにちは
ArtCNC Largeで産業用スピンドルを使っています。
木材加工後に制作物を確認すると、写真のような焼け焦げた跡が散見されるようになりました。
材料はウォールナットです。
これについて原因を探りたく、ご意見いただければ幸いです。
個人的な見解は以下の通りです。
①エンドミルの劣化によるもの
②加工時に発生する粉塵によるもの
③回転数が高すぎる
①に関して、
エンドミルの交換により焦げはなくなりましたが、また焦げ始めるまでの期間が短く一概に劣化だけが原因とも言えないように思われます。
②に関して、
粉塵の除去を定期的に実施することで若干焦げ付きのあるエンドミルでも焦げることなく加工ができることを確認しました。
③に関して、
回転数をはじめ400Hzで設定しておりましたが、250Hzまで落として検証してみました。元来木材加工に24000rpmも必要ないということに気が付き、現在は回転数を落として検証中です。
ひとまず現在は回転数を落とし、定期的な粉塵除去を実施することで加工ができておりますが、参考のため皆さんのご意見を伺いたいです。
このほか考えられる要因、改善策などございますでしょうか。
宜しくお願い致します。
ita
2
私も以前、同様の現象になりました。ツールパスの中にエンドミルと同じ径の穴を空ける動作(ドリルのように上下動作するだけ)があると穴の部分がコゲてました。木材加工時は我が家のスピンドルの最高回転速度12000min-1で走らせてました。
対応としては穴を空ける動作だけパスを分けて、回転速度を3000~4000min-1程度に落として加工するようにしました。それでうまく行ってます。
TeEm
3
ita様 ありがとうございます。
同志がいて安心しております。
やはり焦げの原因に回転速度は関わっていそうですね。
Gym
4
こんにちは。
自分はマキタのトリマーを使っていますが回転速度はほぼダイヤル1(10000rpm)です。
送り速度は侵入退出ランプでも400mm/min以上になるようにして同じところに留まったりゆっくりになりすぎないようにしています。
あとエンドミルの摩擦熱が大きくなりすぎないように刃数の少ないものを使うようにしています。
最近は一枚刃がマイブームです。
PAUL
6
私もマキタのトリマーでダイヤル:1程度でローズウッド、ウォールナット、グラナディロ等々に穴をあけてますが、焦げたことはないです。
使用しているエンドミルは2枚刃のフラットです。
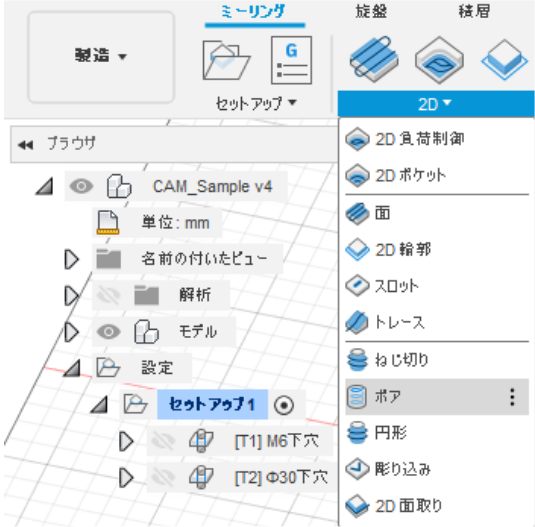
私はFUSION360を使ってますが [製造]の
ボア加工で1mm程度で複数回切削してます。