了解いたしました。
時間の方は、問題ありません。
5面加工後の裏側の加工方法について、検討中です。
宜しくお願い癒します。
以上
了解いたしました。
時間の方は、問題ありません。
5面加工後の裏側の加工方法について、検討中です。
宜しくお願い癒します。
以上
E-moc X5 5軸CNC組立キットの予約販売が始まったようです。
バイスに関するアタッチメントのオプション設定の話は、進んでいるのでしょうか。
状況をお知らせください。
以上
返事が遅くなり申し訳ありません。
ここ数カ月私の学業のほうが立て込んでおり、あまり進捗がないのが現状です。申し訳ありません。
今のところ、kawade様から提案頂いたバイスを元に私の方でAliExpressで幾つかバイスを選定し、AvalonTech様とどうするか打ち合わせている段階です。
現状の問題点としては、バイスと固定プレートを合わせるとかなりの重さになりますのでA軸駆動部がその重さに耐えられるかどうかです。少なくともウォームギアに過負荷が発生するので油膜切れが今以上に頻発すると考えられます。加工毎に給油してやる必要があるかと思います。
また、使用するバイスの決定後に動作試験は行おうと考えております。
また進捗がありましたら報告させていただきます。
どうぞよろしくお願いします。
ご連絡を頂き、ありがとうございます。
過負荷の問題は、ユーザがプレートを作っても同じ問題が発生しますね。
動作試験の結果をお待ちしています。
宜しくお願い致します。
公開された 10.Duetセットアップならびに操作手順の Duet3 sysフォルダのconfig.gについての質問です。
; EndstopsのM574 C1 0 P"io5.in" についてですが、M574では0のパラメータ値がなく、S1の間違いではないかと思うのですがいかがでしょうか。
また、前回の動作試験の状況等もお聞かせください。
宜しくお願い致します。
kawade様
返事が遅くなり申し訳ありません。
まずconfigの件ですがgcode dictionaryを確認したところ確かにそのようなパラメーターはありませんでしたので一度動作確認後、ドキュメント更新時に修正しておきます。ありがとうございます。
5軸の動作試験についてですが、学業の方で予定が立て込んでおりなかなか手が回っていない状況です。また、検証できましたらこちらのコミュニティに投稿いたします。
どうぞよろしくお願いします。
了解いたしました。
宜しくお願い致します。
Y軸の原点復帰用パラメータについて、質問が有ります。
X軸の場合は、G1 H2 X-16 F5000 ; go back a few mmと書かれており、16mm離れた所を原点に指定しています。Y軸の場合は、G1 H1 Y20 F2000 ; move to Y axis endstop and stop there (third pass)でぶつけた所を原点に指定しています。homeall.gとhomey.gの両方とも同じです。しかし、homey.gの方は、G92 Y0 ; set Maschine position Y-5とコメントが書かれており、過去に-5mm離れた所を原点に設定してたようです。心配している所は、 bed.gでは;Y-axis
G90 G53 G0 X-164 Y0 ; Move to “point for prove Y-axis”
と書かれており、Y0が設定されていることです。
ぶつけた所を原点に設定されているのは、間違いではありませんか?
カワデ様
ご連絡いただきありがとうございます.
ご指摘いただいた件についてですが,E-moc X5のsysを作成する際に,C-BeamMachineのsysをベースに,各部の追加・書き換えを行ったものになります.(C-BeamMachineでは-5mmの位置で原点を設定します.)
その際にコメントの書き換え必要箇所を私が見落としていたようです.
したがってぶつけた点が原点となり,コメントが間違っているということになります.後ほど実機で確認してBBS掲載のsysを更新します.
ありがとうございます.
先ほど更新を行いました.
こちらのコメントの修正と合わせて,以前ご指摘いただいたC軸エンドストップの設定ですが,
以前は上記のようになっていたところを以下のように修正いたしました.
M574 C0 S1 P"io5.in"
私自身のチェックだけでは抜けているところが多々ありますので大変助かっております.今後ともどうぞよろしくお願いいたします.
したがってぶつけた点が原点となりと書かれていますが、; bed.g
で;Y-axis
G90 G53 G0 X-164 Y0 ; Move to “point for prove Y-axis”
G91 G0 Z-15 ; Descend Z-axis
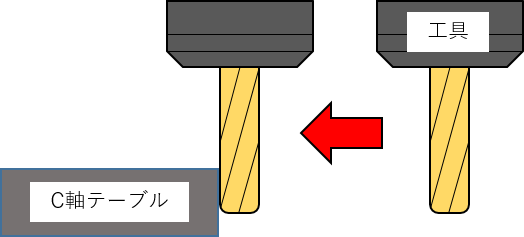
の所ですが、機械座標のY0に移動して、Z-15まで移動すると、Φ6mmのエンドミルでは、原点位置で干渉しませんか?
まず干渉についてですが,
G10 L20 P1 Z0 ; Overwrite Z-axis origin of G54 coordinate syste
G10 L20 P9 Z0 ; Overwrite Z-axis origin of G59.3 coordinate system
G91 G0 Z5 ; Evacuate from work
直前にC軸テーブル上面でプローブを行い,Z軸原点を設定後に5mm上方まで退避し,機械座標Y0の位置において相対値指令でZを-15移動します.機械座標Y0であれば,エンドミルはC軸テーブルから離れた位置になりますのでC軸テーブルと干渉することはありません.ただしワーク原点(=C軸テーブルの中心)で同様の動きをさせるとツールの種類に関係なく干渉が発生します.
(昨日投稿したsysは手違いでZ0の部分がZ-1となっているので再ダウンロードor修正をお願いします.)
その後
G38.2 Y-295
により機械原点のY0からテーブル中心の方向にエンドミルを移動させ,C軸テーブルの側面と接触した点でY軸原点を取ります.
X軸も同様にC軸テーブルにエンドミルを接触させて原点を取ります.
こちらで回答になっておりますでしょうか?よろしくお願いします.
ぶつけた点がY軸原点なので、ぶつけた点に移動させてΦ6mmのエンドミルをZ-15mmまで下降させるのは、危険そうでしたので確認させていただきました。
-5mmの点を原点に設定すれば余裕が出来ますが、原点の取り方をX軸と違ったのは、可動範囲を広くするためですか?
すみません.前の回答で質問の意図をはき違えていたかもしれません.
ホーミングの際にぶつけるのはY軸のガントリープレートと4040V-Slotアルミフレームですので,Y軸の機械原点でZ軸を下げるのは問題ありません.
通常のC-BeamMachineにおいても,(例えば)X-5の位置で原点を設定しますが,
; homex.g
; called to home the X axis
;
G91 ; relative positioning
G1 H1 X2000 F1800 ; move quickly to X axis endstop and stop there (first pass)
G1 H2 X-5 F360 ; go back a few mm
G1 H1 X2000 F100 ; move slowly to X axis endstop once more (second pass)
G1 H2 X-5 F360 ; go back a few mm
G92 X-5 ; set Maschine position X-5
G90 ; absolute positioning
X-5の位置でX-5を設定しています.原点を設定する場所が異なるだけで最終的な0の位置は同じになります.
これはX軸の-16mmを省くと工具固定座とメインフレームの干渉が発生するためです.
意図しない干渉を防ぐためにX軸の可動範囲をわざと狭くしています.
リミットスイッチを使わずに、機械に干渉させてその点を原点にするイメージが出来ていないために、心配していました。X軸との違いも説明して頂けたので、理解できました。ありがとうございました。
Config.gについての質問です。
最新版をダウンロードして確認したのですが、
; Axis Limits
M208 X-295 Y-295 Z-295 A-95 C-99999. S1 ; set axis minima
と書かれており、x軸とy軸が同じ値になっています。
X軸は、-360mmの間違いではないでしょうか?
ご質問いただきありがとうございます。
CADで確認したところ正しくはX-328mmとなるべきですね。
(干渉防止の為にX軸原点を16mmオフセットしているので360-16-16となります。)
config.gをver.1から更新する際の私の確認不足が原因と考えられます。申し訳ありません。
現状のままでもマシンのソフトリミットが若干狭いのみですのでさほど大きな影響はないと考えられます。しばらく実機での確認ができそうにありませんので動作確認後に更新致します。
了解いたしました。