了解いたしました。
クレードル取付後に、高トルクNEMA23を取り付けたウォームユニットをモータを手で回して、テーブルのA軸の回転を確認した所、負荷が掛かっている状態で(0度から-90度)回すと滑らかに回転しますが、負荷が掛からない(-90度から0度)状態で回すとかなりの振動が発生します。潤滑油で収まるレベルの振動ではなく、ウォームホイールの位置を変えたり、ネジを締め直したりしたのですが、振動が取れません。原因が分かれば、教えてほしいのですが、ウォームユニットの写真を添付します。宜しくお願い致します。
kawade様
お世話になっております.
A軸の振動についてですが,こちらでも検証を行ったところ,同様に0°方向に手動で回転させるとクレードルに振動が発生しました.
まず考えられる原因ですが,
- ウォームギアのバックラッシ
- 手動送りによる加減速の繰り返し
この2点が原因と考えられます.
まず1点目のバックラッシですが,通常の歯車では原理上避けようのないものですので現状できる対策としては,少し強めに歯車同士を押し当てる等になります.
また今後の改造案として,かなり高価ではありますがウォームギアをバックラッシが無い伝達機構に取り換えることで振動は多少減少すると考えられます.
2点目の加減速の繰り返しについてですが,上記のバックラッシや,クレードル部の重心が回転中心から離れた位置にあること,マシンの剛性などから,今回のような手動送りや微小距離で頻繁に動作と停止を繰り返すとどうしても振動が発生します.
そのためNCコードによる加工時の微小送りに対してはconfig.g内のM566の値を通常のC-BeamMachineよりも大きくすることで細かな加減速の繰り返しを緩やかにして対応させています.
(M566の詳細はリンク先のGcode dictionalyを参照してください.)
長くなりましたが,まず一度検証として仮配線でA軸モータと制御基板を接続して動作させていただけますでしょうか?
それでも振動が収まらない場合には他に何らかの原因があると考えられます.
よろしくお願いいたします.
現状でも振動が発生しているとの事で、安心しました。かなり、重たい物なので心配していました。
一通り、組み立てが完了してから、調査してみます。
ありがとうございました。
「いいね!」 1
素朴な疑問です。
3. 工具固定座取付で右上側だけ3wayキューブコネクタを使っている理由を教えてください。宜しくお願い致します。
Z軸のセンサレスホーミングを行う際に、通常の直角固定具ではガントリープレートとの接触面が斜めになってしまうためです。
了解しました。
- A軸エンドストップに使う低頭ボルトM5 15mmですが、長さが足りないようです。板厚3mm+スペーサー9mm+ワッシャー2mm=14mmになり、ナットが止められません。手元になった20mmの低頭ボルトで止めたのですが、問題が有りそうですか?90度回転させて調整もできました。
CAD上にて確認しましたところ、エンドストップキット付属のマウント(板)の厚さが実物とCADモデルで異なっていたようです。
テスト機を確認したところM5低頭ボルト20mmを使用しておりますので、スイッチにガタつき等が無いようであれば20mmの低頭ボルトで問題ありません。
手元のボルトを使用されたとのことですが、ボルト含め数が不足している部品等はありませんでしょうか?ご迷惑をおかけし申し訳ありません。よろしくお願いします。
了解いたしました。
手元のボルトが不足した場合は、請求するようにいたします。
「いいね!」 1
[quote=“HRMK, post:11, topic:1703”]
ケーブルキャリア取付
ケーブルキャリア取付をしていますが、参考図の様に取り付けられません。参考図のケーブルキャリアは、前後に曲がりそうですが、添付の写真の様に配布されているケーブルキャリアは、一方向しか曲げられません。上から取り付けようとすると直線になってしまい、曲げられません。違った仕様の物が送られてきたのでしょうか?
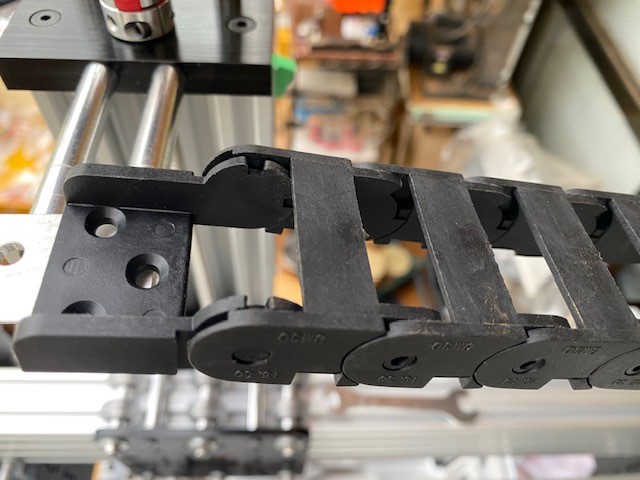
了解いたしました。
「いいね!」 1
キャリブレーションで問題が発生しています。
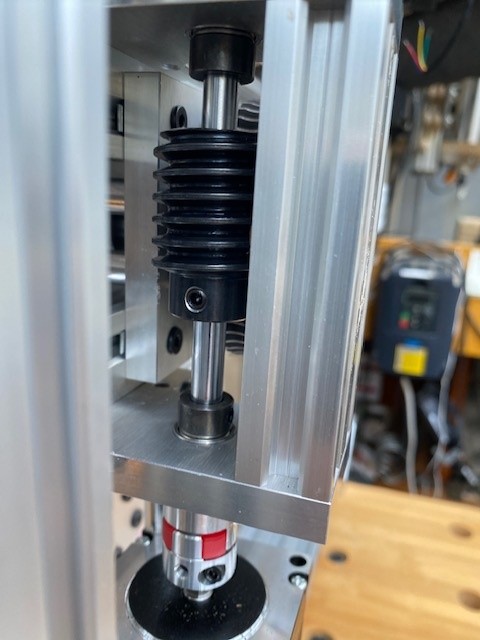
Φ6mmの工具を40mmほど出して取り付けて、再度原点復帰した所、添付の写真の様に工具とA軸の側面とが干渉してしまいました。

115mmの制限は理解していましたが、原点復帰時の制約は書かれていませんでした。
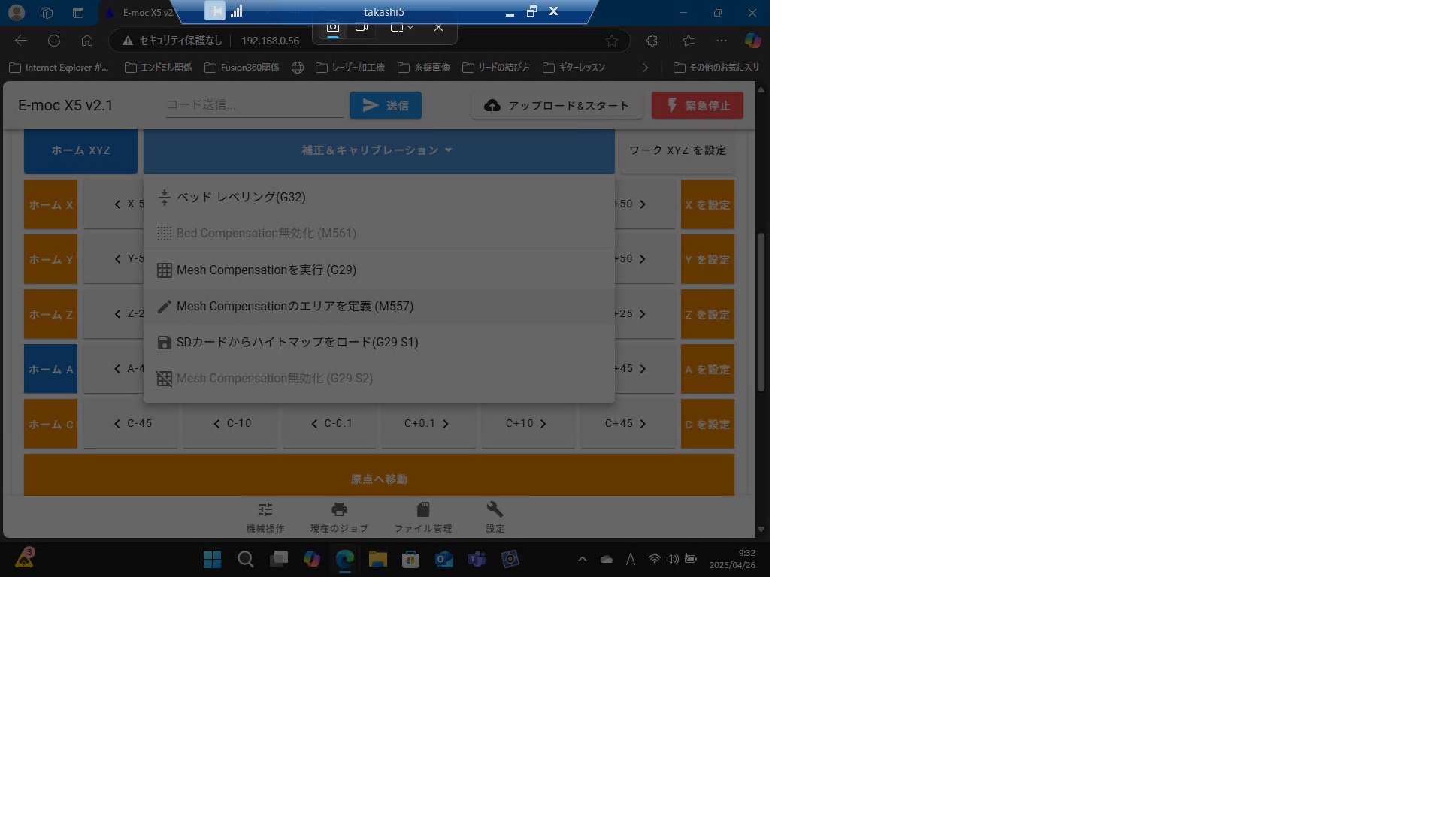
工具の出量を少なくして、原点復帰後にメニュのキャリブレーションをしようとした所、メニューを押してもベットレベリングのメニューが無く実行できません。
仕方がないので、コードを送信からG32(G32.1はコード表にのっていませんでした )を実行した所、A軸が90度回転しているときに工具と干渉してしまいました。

何か、組み立て方で問題が有るのでしょうか。
干渉の原因を教えてください。
宜しくお願い致します。
干渉の場所は工具ではなく、モータとZ軸のレールの右前面の所でした。
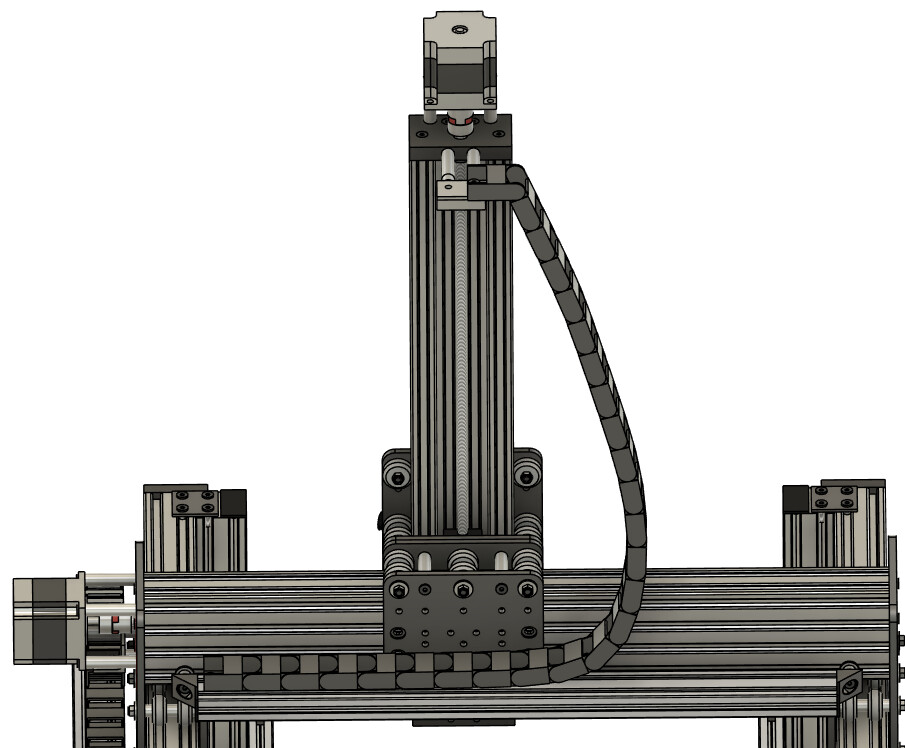
まずはじめに,こちらの画像を見る限りだとZ軸のガントリープレートが逆向きになっているのではないでしょうか,?
その点を踏まえたうえでご質問に回答させていただきます.
まず突き出し長さの制限ですが,短い側の制限の検証を行っていませんでしたので,こちらで検証します.少なくともA軸を-90度にした位置でZ軸リードスクリュー固定座が干渉しない位置と予想されます.
(私の場合はRT0700を最大限突き出させていたので,画像を見る限りだともう少し突き出してスペースを確保した方が良いかもしれません.)
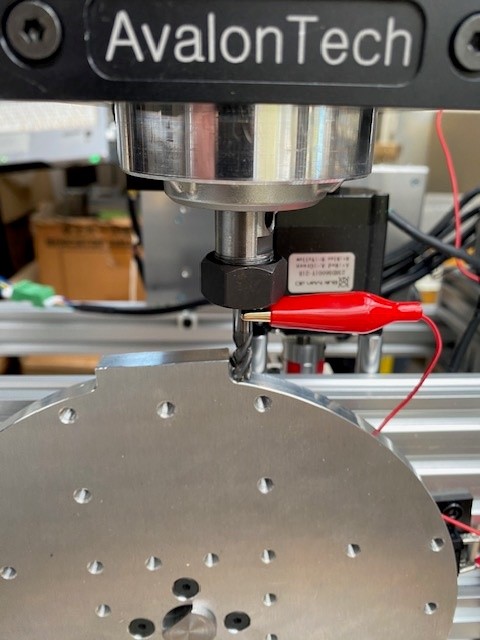
こちらの画像に表示されている「ベッドレベリング(G32)」がキャリブレーションを開始するボタンになります.実行される内容はコード送信からG32を送信する場合と全く同じです.
G32を開始するとsys内のbed.gというファイルが自動的に実行されるのですが,G32.1
は私が独自に作成したGコードの為Gcode dictionalyで検索しても表示されません.G32.1を実行した場合はsys内のG32.1.gが実行されます.ファイルの中身はX,Y軸の原点のオフセット量が変数か定数化が異なるのみで他はbed.gと同じです.
こちらで回答になっていますでしょうか?よろしくお願いいたします.
Z軸は、モータを取り付ける時に、柱を裏側と思い込み間違ってしまったようです。
再度組み直して確認することにします。
ベットレベリングのメニューについては、ベットレベリング(G32)を押してもエラーになり、実行できませんでしたので、コード送信を使いました。組み直してから再確認をいたします。
「いいね!」 1
承知しました.
ベッドレベリングができなかった原因ですが,ホーミングはされていましたでしょうか?
G32は全ての軸がホーミングされていないと実行できなかったはずです.組みなおし完了後にコード送信[G28],もしくはホームXYZですべての軸をホーミングしてからG32を実行してみてください.
よろしくお願いします.
ホーミングの件は、最初は原点復帰を1軸ずつ実行していたので、抜けがあったようで、今回は全て原点復帰を実行後にメニューのベットレベリングを実行した所、実行できました。
ベットレベリングを実行中にA軸が-90度回転して、Z軸が下りてくる所で干渉しそうになったので、緊急停止させました。写真を添付いたします。
原点のリミットスイッチの位置がいけないのでしょうか?
返信が遅くなり申し訳ありません.
原因として考えられるのはC軸用リミットスイッチの取り付けの向きが反対になっているためと考えられます.
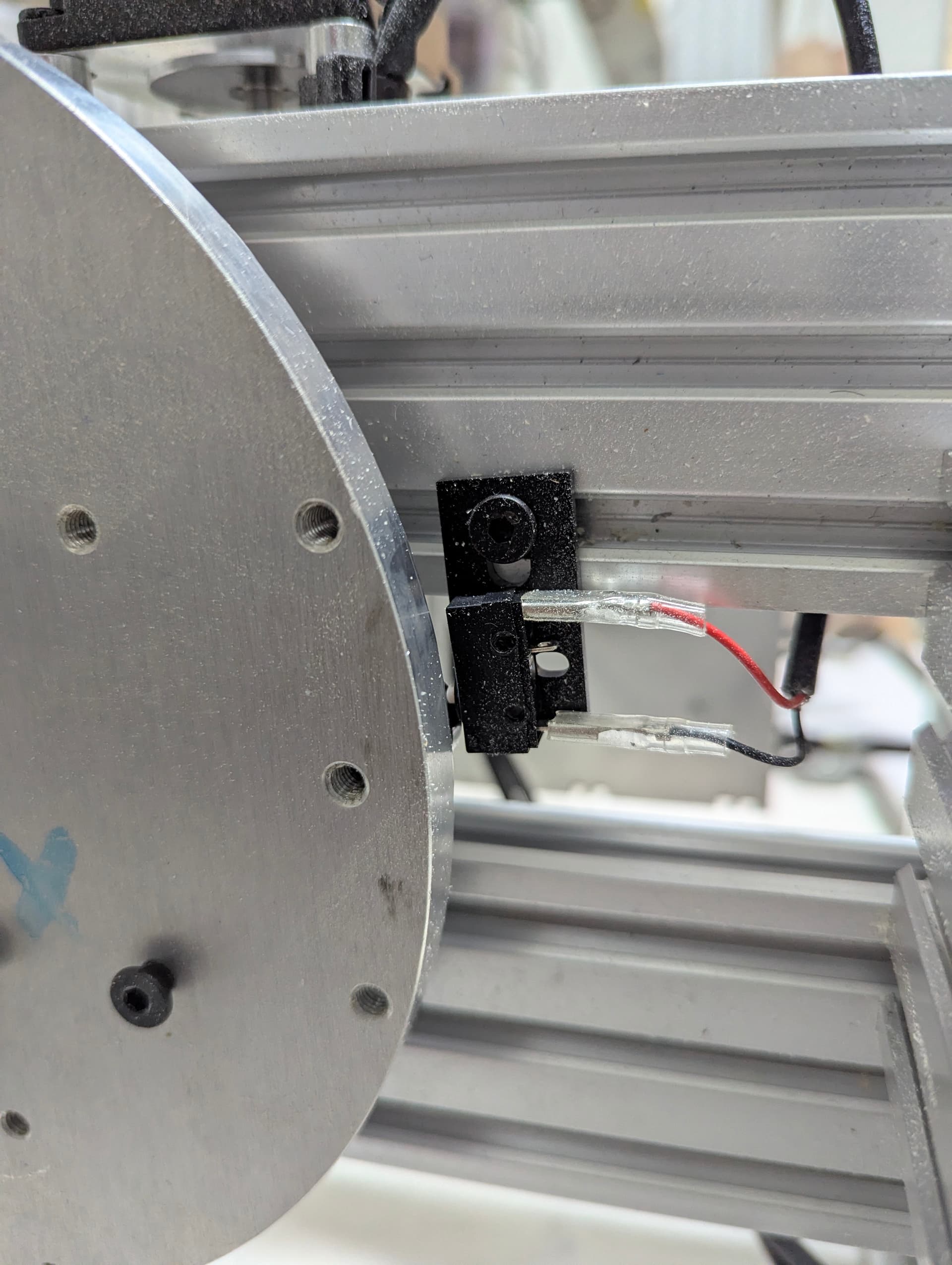
少し見にくいですが,テスト機ではスイッチの部分が画像下側寄りになるように取り付けております.
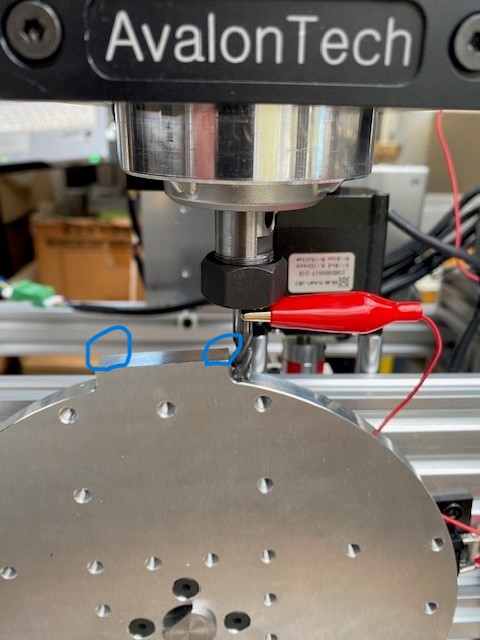
本来であれば青い丸で囲った平面部分をプローブするはずですのでスイッチの取り付けによる誤差分のズレで間違いないかと思います.
解決方法としては,スイッチの取り付け向きを直すか,homeall.g,homec.gのパラメーターを変更して原点のオフセット量を調整するかの2つとなります.
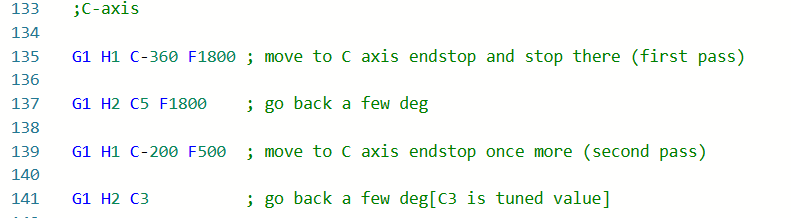
パラメーターを調整する場合はC3をC10程度(詳細な値は未検証)に変更することでうまくいくかと思います.
よろしくお願いいたします.
また一つ質問させていただきたいのですが,
E-moc X5はAvalonTechさんから販売する初めてのセンサレスホーミングを採用したマシンのため,ホーミングのパラメーターは手探り状態なのが現状です.マシンの組立精度,使用環境の温度等で多少影響が出ると考えていたのですが,カワデ様が使用している中でホーミングに関して何か問題は発生しましたでしょうか?