お休み中に、申し訳ありません。スイッチについては、パラメータで対応することにいたしました。C10を設定することにより、ベットレベリングを完了することが出来ました。ありがとうございました。
質問の件ですが、センサーレスホーミングは、私も初めてですので現状を私の感覚で説明します。感想としては、かなりの衝撃で当たっている感じです。特にY軸の場合は、本体が揺れるほどです。y軸が移動するときに、ケーブルキャリアーが動くためか、音が気になります。まだ、ほとんど動かしていませんので感覚程度と考えてください。A軸の動きは、現状では気になっていません。Y軸の原点復帰は、気になっています。他に質問が有りましたら、ご連絡ください。
言葉では説明できませんので、原点復帰動作のビデオを撮りましたので、状況を判断して頂きたいと思います。
調整が必要な場合は、ご連絡ください。
「いいね!」 2
Y軸の右側の音が気になり調べていましたが、原因が分かりました。Y軸の右側のシャフトカラーが緩んでいました。原点復帰時の衝撃ではないと思いますが、シャフトカラーのネジ止めには注意が必要ですね。締め直してから、再度状況を説明いたします。
ご回答いただきありがとうございます。
確かにY軸のホーミングは特に衝撃が大きいですよね…ただ、これよりも弱くすると、左右でずれが生じたとき等抵抗が大きくなった際に誤検知が生じたり、逆に軸の端で検知してくれなかったりと中々難しいものです。さらにセンサレスホーミングに影響するパラメーターが多く、適切なものを一概に決めれない為現状はほぼ確実に検知してくれるものを使用しています。
より良い値を見つけましたらsysの更新を行いたいと思います。
貴重なご意見ありがとうございます。
動画を見た際に音が気になりましたが、原因が判明したようで良かったです。シャフトカラーはもともと固定に少しコツがいるように感じていますので確かに注意して締める必要があるかと思います。
XYZ軸のシャフトカラーを全て締め直しました。締め付けが甘かったようです。
締め付けてから、原点復帰動作を実行した所、Y軸の音は他の軸と同じぐらい静かになりました。Y軸の原点復帰動作は気になりますが、様子を見ることにいたします。色々とサポートをして頂き、ありがとうございました。
[quote=“HRMK, post:12, topic:1703”]
Duet3についての質問です。
初歩的な質問ですが、今回初めて使用するので、ワーク座標の保存方法が分かりません。
CNCjsでは、一度設定すると電源を落としても保存されているため、再現できます。
ワーク座標を保存できませんと、電源を入れるたびにベットレベリング作業が必要になります。宜しくお願い致します。
ご質問ありがとうございます。
ワーク座標の保存ですか…Duetをしばらく使用していますが私はそのような機能は聞いたことがないです。
キャリブレーションで補正してるオフセット値を定数にすることで省略は可能ですが、ユーザーの組み立て精度や大きな衝撃でフレームが歪むと値が変わってしまいますので私が公開しているsysではほとんどが変数となっています。
よって、公開しているsysを使用する場合は電源のオンオフやconfig.gを書き換えた場合、基板が一度リセットされますので毎回キャリブレーションが必要とお考えください。
よろしくお願いします。
了解いたしました。
「いいね!」 1
こんにちは。
ワーク座標系の保存ですが、M500コマンドにてパラメータの保存、M501コマンドにて読み出しが可能です。
M500 P10
を入れるとsystemフォルダのconfig-override.gに座標系の設定が保存されます。
デフォルトのconfig.gの末尾にはM501が入っているようですので、デフォルトでDuet起動時にconfig-override.gを読みに行ってワーク座標系を復元するという処理がされるかと思います。
ですので、ワーク座標系が決まったら、とりあえずM500 P10を入れておくという使い方で良いかと思います。(マクロ化しておくか、NCプログラムの先頭に差し込むと楽かもしれません。)
「いいね!」 1
nyaruさん
保存の方法を教えて頂き、ありがとうございます。
現在、原点復帰した後、ベットレベリングしてワーク座標系の値がどのくらい変わるか、書き留めています。値が安定していれば、使えそうです。ありがとうございました。
現在、写真の様に精度調整をしています。
X軸を基準として、Y軸に対して直角になるように調整しています。全体的にY軸が右側に10cmで0.3mmほどズレていました。4本の支柱を支えているネジ等、関係してそうなネジを緩めて、y軸が左側に寄るように調整して0.2mmまで追い込んだのですが、0mmまで追い込めません。なにかヒントになるようなことはありませんか?あれば教えてほしいのですが。
宜しくお願い致します。

y軸が2個付いており、両側の原点位置がづれていると、X軸とY軸の直角を出すのが難しくなりどうですが、いかがでしょうか?
ArtCNC系でもそうですが、Y軸2本系のマシンはY軸同士が平行かどうか、原点位置が同じかどうかは重要だと思います。
原点位置を同じにすることに関しては現設定では原点検出は複数モーターの負荷検知のようなので、Y軸の位置を合わせるしかないような気がします。
configのM574 Y1 S4をM574 Y1 S3にすると1つのモーターのみで負荷検知となるようなので、リミットスイッチがY1軸にのみついている状態と同じとなり、位置に関するシビアさはマシになる気がします。(電源orモーターオフ状態でY1,Y2のどちらかを少し手で回せば調整できるはず)
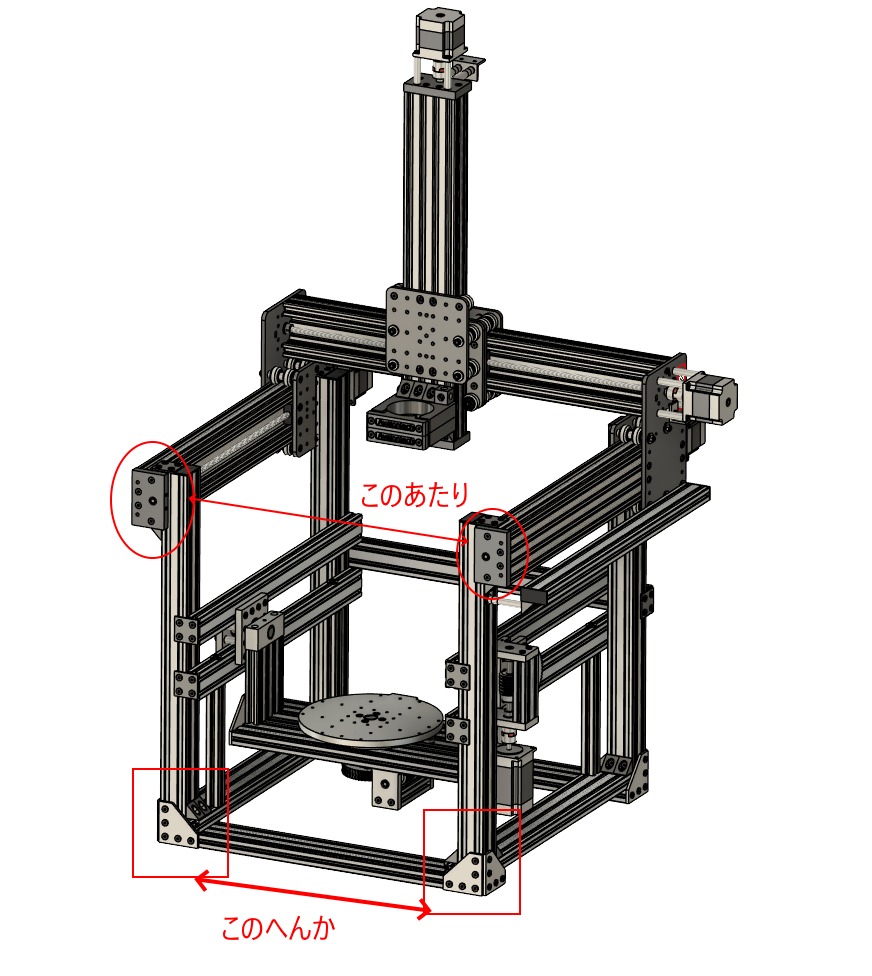
これはちなみに↓こういったことであってますか?

もしそうだとしたら私は下図のあたりのいずれかを緩めて、軽く叩いてみると思いますがY軸の並行がとれるのかという話にもなるので、なかなか難しそうですね・・・
E-moc X5があくまでも教育向けとなっている要因の一つがその精度と調整です。卒研の時(V1制作時)に私がやった時はそこまでの精度は出なかったと記憶しております。
E-mocにセンサレスホーミングを導入した理由の一つが、リミットスイッチの取り付け誤差による左右のY軸原点のズレをなくす為でした。センサレスならばフレームに直接当てるため理論上は左右で原点が一致するからです。現実では部品や組み立ての精度があるのでどうしてもズレは生じてしまいます
また、キャリブレーションにY軸の補正も入れようとしたのですが、実装済みの補正の様に一筋縄ではいかないため現状手つかずです。
最近学校の研究でDuetのメタコマンドをよく使うようになってから少し目星はついてきたので余裕ができ次第チャレンジしてみようと思います。
これも結局モーターがオンになる時にどの位置でローターが拘束されるかは不明なので若干(0.04mm程度?)のズレは生じるのではないでしょうか…
フレームをずらせば確かにXYの誤差は無くせるかもしれませんが今度はA軸の回転中心も一緒に動いてしまうためあまり解決策ともいえないのです…
nyaruさん
サポートして頂き、ありがとうございます。
測定範囲は、写真での指摘の通りです。ここまで追い込んだのは、ズレの方向が分かっていましたので、支柱関係のネジを修正できそうな箇所から緩めていき、叩きながら追い込んでいきました。これ以上修正できそうもないので、サポートを依頼した状況です。構造上、ズレは修正できない事が分かりましたので、この状態で進めることにいたします。緩めたネジを全て締め直して測定した結果は、直角のズレは、10cmあたり0.25mm、直角(Z軸)は、10cmあたり0.2mmでした。木工加工を目的にしていますので、このぐらいのズレは問題ないかもしれません。製作後に写真を掲載する予定です。
「いいね!」 1
構造上、ズレは修正しきれないことが分かり、前に進めることが出来ます。Y軸のキャリブレーションが出来るようになると良いですね。
質問が有ります。
これから加工するときは、バイスを使う予定ですので、バイスの固定板をテーブルに固定して使う事になります。キャリブレーションの為に電源を入れるたびに固定板を取り外すのは、大変です。A軸とC軸はリミットスイッチが付いていますので、キャリブレーションを実行した結果の位置は、再現性が有ると思います。
そこで質問です。
A軸とC軸の機械原点は、リミットスイッチの位置にして、キャリブレーションの0度は、ワーク原点にできないでしょうか。そのようにできれば、キャリブレーションをX,Y,Z軸だけ行えるようになれば、電源をOnするたびに固定板を外さなくても使えると思うのですが、いかがでしょうか?
少しご希望に添えなかった点は申し訳ありません。
キャリブレーション毎の繰り返し精度は以前ロータリーエンコーダで検証して確認しましたが、リミットスイッチでの検出精度は未検証です。ただそれなりの精度はあるかと思いますので可能だと思います。
現状G54にはキャリブレーション後の原点を反映するようにしているのですが、機械原点も何故か同じ値に書き換わってしまうんですよね。リミットスイッチを基準にするならばおっしゃる通り固定板の取り外しは省略できるかと思います。週末にE-mocを触るタイミングがありますのでそこで検証してみようかと思います。
了解いたしました。
宜しくお願い致します。
「いいね!」 1
kawade様
お世話になっております.
まずこちらの原因ですが,回転軸の補正に使用しているM673を実行すると機械座標系の回転軸原点が自動的に上書きされてしまうようです.
ひとまず簡易的な回転軸のキャリブレーション省略方法として,一度ホーミング・キャリブレーションを実行後にDuet Web ControlのコンソールからA,C軸で実行された補正量を読み取り,homingファイルのオフセット量を調整するという方法があります.
ホーミングとキャリブレーション,オフセット量の調整を2,3回繰り返す必要がありますが,一度設定してしまえばホーミングのみで回転軸のキャリブレーションが不要となります.
どうぞよろしくお願いします.
早速試してみました。
先ずは、コントロール画面のジョグ操作で、キャリブレーションされた原点からリミットスイッチがON(ONになると画面で表示されます)になる距離をメモしておきます。次にhomingファイルのオフセット値をメモした距離を基にして計算して設定します。原点復帰後にキャリブレーションを実行するときに、A軸及びC軸のウォームギアが動く方向を確認して、オフセット値をウォームギヤが動かなくなるまで調整しました。
XYZ軸のレベリングは、bet.gをA軸とC軸を外すように改造して、マクロで実行するようにいたしました。
これで、取付板を付けたままでレベリングができます。
ありがとうございました。
「いいね!」 1