ArtCNCを使用していたのですが、アップグレードキットを購入してLargeにしました。
やはりステッピングモーターもハイトルクのもに変えるべきでしょうか?
加工内容としては片面に化粧板のついたMDF、両面素地のMDFやラワンランバーを輪郭加工する程度です。
CNC自体初めて組み立てた初心者ですので、教えていただけますと幸いです。
よろしくお願いいたします。
ArtCNCを使用していたのですが、アップグレードキットを購入してLargeにしました。
やはりステッピングモーターもハイトルクのもに変えるべきでしょうか?
加工内容としては片面に化粧板のついたMDF、両面素地のMDFやラワンランバーを輪郭加工する程度です。
CNC自体初めて組み立てた初心者ですので、教えていただけますと幸いです。
よろしくお願いいたします。
こんにちは。
運用上余裕があるのであれば、とりあえずお試しで運用してみてトルクがたりなさそう(加工中、移動中に脱調している=寸法が合わない等)と感じたら変えるというのでも良いかと思います。
安全側に振るのであれば、とりあえずモーター交換をしても良いかと思います。
とくにArtCNC Largeはリードスクリューが太くなっているのと、Y軸上に載っているフレームのサイズも大きくなっているのでArtCNCに比べて動かすのに必要な力は増えているはずです。
モーターの余裕のある分が加工に使える力だと考えると、余裕は多くあっても損はないのかと思います。
回答していただきありがとうございます。
おっしゃる通り一度試してみてから替えようと思います。
ちなみにですが、脱調などを起こした場合フレームなどのネジの締め直しのような作業は必要になってくるのでしょうか?
よろしければ教えていただけますとありがたいです。
脱調を起こしても多くの場合フレームのネジの締め直しは必要ないかと思います。
ただ、脱調後は原点位置を見失っている状態なのでそのまま加工などを続ける場合はホーミングを実施して、機械原点は取り直すようにしてください。
また、ArtCNC系はy軸が2本構成なので片側モーターだけ脱調するような場合、本来のx軸に対して傾いてしまう可能性があります。
これはホーミングで直ればいいですが、念の為確認して傾いてるようであれば調整すると良いかと思います。
ありがとうございます。
プレカットをしているのですが明らかな脱調したり、精度が1mm~2mmほどズレてしまいます。
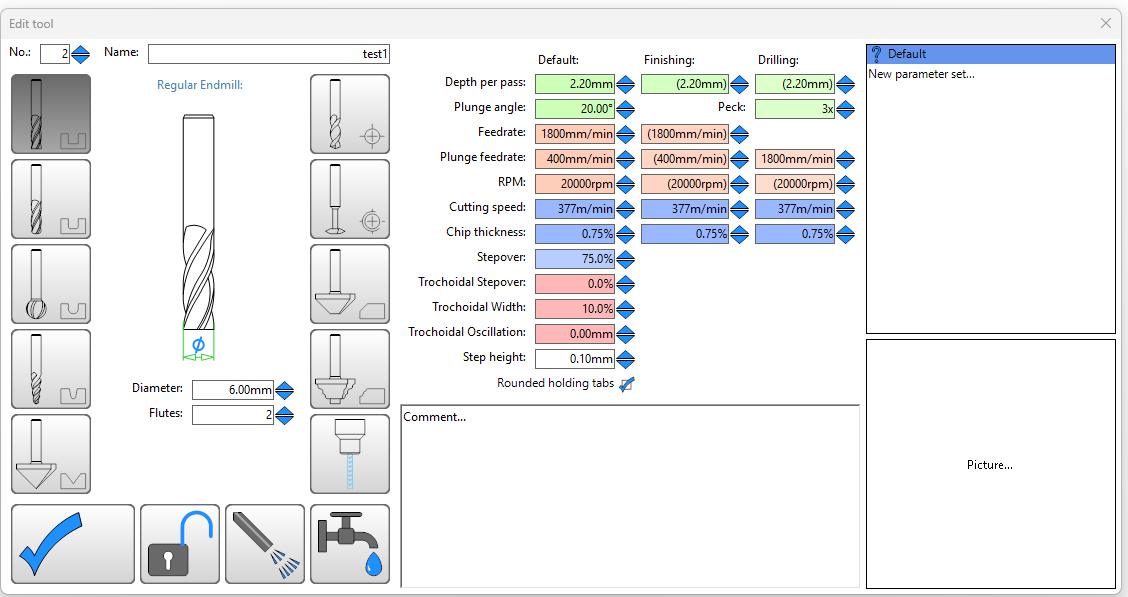
PRO5を使用しておりGRBLのパラメーターとCAMの設定は以下になります。
パラメーターに問題はありませんでしょうか?
もし問題がなければモーターのトルク不足かと考えております。
よろしくお願いいたします。
通常の移動時に脱調の様子は見られず、加工時に明らかな脱調の様子が見られているのであれば、おそらくモーターのトルク不足なのかと思います。
ステッピングモーターの特性として回転速度が遅い場合にはトルクが出ますが、回転速度が早くなっていくとトルクが落ちていきます。
なので、現在指定している送り速度を1800mm/minから下げて例えば600mm/minにする、パラメータの$110などの最大送り速度も同じく下げるなどすれば現在のモーターでも使えるかもしれないですが、当然加工時間も伸びると思うので少しでも加工を早くしたいということであればモーターを変えたほうが良さそうな気がします。
ありがとうございます。
ハイトルクモーターへと変更しようと思います。
変更するにあたってモーターを付け替えるだけで問題ありませんでしょうか?
GRBLの設定や配線など、なにか変更しなければいけないものはありますか?
よろしくお願いいたします。
モーターを付け替えるだけで問題ないかと思います
ありがとうございます。
それとやはり精度が全然でないです。
おっしゃる通りGRBLのパラメーター変更で明らかな脱調はなくなりましたが
一辺100mmの正四角形ですら、1mm~2mmほど短くなります。
どこから見直すべきなのでしょうか?
推測のため必要な情報があれば添付しますので、教えてもらえると助かります。
また切削が終わり、原点に戻った直後にホーミングをしようとしたのですが、急にZ軸だけガガガッとつまり動かなくなりました。
ジョグコンで動きを確認したのですが、+-どちらを押しても下方向にしか動きません。
先ほどまでGコードを読み取り切削していたのになぜ急になのか本当に意味がわからなくて困っています。
ちなみにstep/mmの設定はされましたか?
もしされていないようであれば、移動距離を測定して、$100~$102を更新するとよいかと思います。
一方向にしか動かない場合、大体コネクタ回り(緑のコネクタ)で接続不良が起きていることが多いです。
一度コネクタ回りを見直してみてください。
あまりに接続不良が起きる場合は、フェルール端子を使ったり、ケーブルの接続解除しないのであれば圧着スリーブなどで固定してしまうのも一つの手かもしれません。
教えていただいた調整方法でstep/mmの設定をもう一度やってみます。
高頻度で意味不明な動きをしたり、急にモーターが一個だけ回らなくなったりなどがあったので、フェルール端子で接続してみます。
大体はstep/mmの設定である程度精度は出るものなのでしょうか?
これも状況によりけりとしか言えませんが、動く距離の問題であればstep/mmの設定で解決すると思います。
10mm動く様に指令しているところを、実際9mm動いているので、正しく10mm動くように調整するという話なので。
これが、テーブルや材料のたわみ、材料の置き方、固定の問題であったり、加工のパラメータ(送り速度、スピンドルの回転速度、加工対象物の材質)によって寸法がでていないという話になってくると、step/mmで解決するものではないので、一個ずつ試して原因を探して潰すということになるかと思います。
ちなみにナットブロックのボルトの締め付けについてなのですが、だいぶ緩くしないとリードスクリューが指で動かせないぐらい硬くなります。
これは正常な範囲でしょうか?
ArtCNC系だとそもそも大きいので、手で回すのでも多少力が必要になるのではないかと思いますが、全く動かせないくらい重いというのは締めすぎな気がします。
多少締めてテンションをかけること自体はバックラッシュ低減(移動行き帰りの遊びを減らす)意味で効くのですが、同時に移動にかかる負荷も増えるので、このへんは手で動かせる程度になるくらいに調整が必要かと思います。
手で動かせる程度に調整するとナットブロックが少しカタカタする程度までボルトを緩めなければいけないのですが、それは問題ありませんでしょうか?
部品そのものが不良品の可能性も考えています。
さすがにナットブロックがカタカタしている状態はナットブロックが固定できていない状態だと思うので、良くはなさそうです。
ちなみに確認なのですが「リードスクリューが指で動かせない」という部分はモーターのカップリングを手で掴んで回すと動かないという意味で合っていますか?
もし、モーターのカップリングではなくリードスクリュー自体をダイレクトに指で回すという話であれば、それは動かないだろうとなるので・・・
一応、確認してみることとして
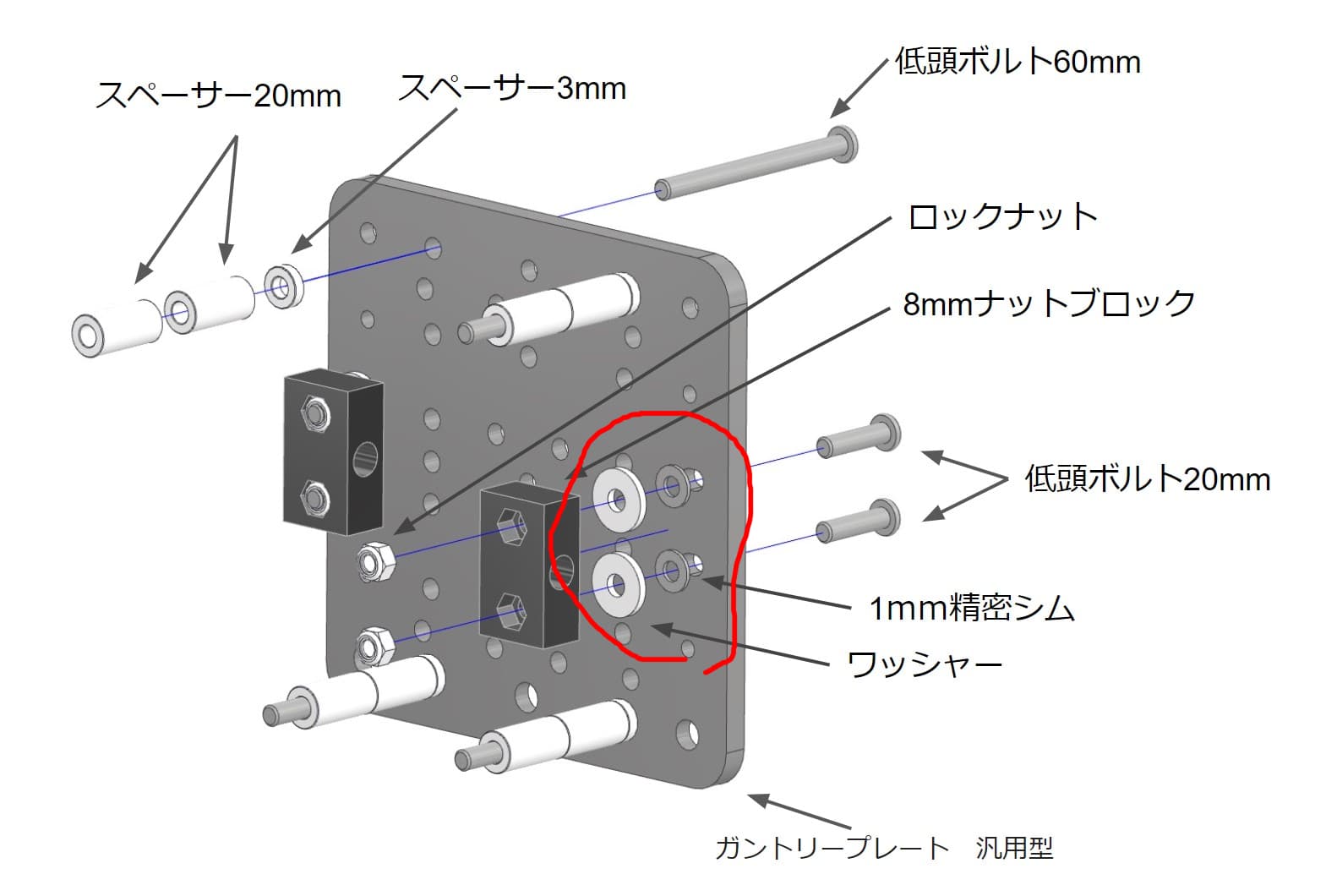
X軸とZ軸に関しては、ナットブロックはワッシャーなどで高さ調整(3mm)がされているはずです。もしこのワッシャー類が欠けているとその分締めないといけなくなるので動きが固くなる可能性があります。また、これはワッシャーとシムの順番も重要だった気がします。
Y軸に関してはスペーサーは不要と書いてあるので、ナットブロックでリードスクリューと高さが合うようにしてあるのだと思います。なのでこっちはただ締めておしまいです。
ちなみにbbsの過去の質問にはハイトルクのモーターで動かしてみて脱調しなければ大丈夫といった話がありました。
リードスクリューが指で動かせないほど固くなるというのはカップリングを掴んでという意味です。
わかりづらくて申し訳ございません。
bbsの感じですと、カタカタするぐらいならかなり硬いほうがマシといった感じですね。
一度その調整をしてみます。
教えていただいたことを全て確認後、まだ精度が悪いようでしたら、また質問させていただきたいと思います。
ご丁寧に対応していただき、ありがとうございました。