E-moc X5に関する質問はこちらにお願いします。
X軸、Y軸にリミットスイッチを取り付けることにより、機械座標が固定され、繰り返し精度が上がりました。現在、大型のモデルの加工に移りましたが、加工量が多くなり、荒削り時にC軸のウォームフォイールに、ごみが付着して脱調してしまいました。
ごみが付いている状況を添付します。

何らかのカバーが必要だと思います。
とりあえず、段ボールでカバーを取り付けました。

これで、様子を見てみます。
「いいね!」 1
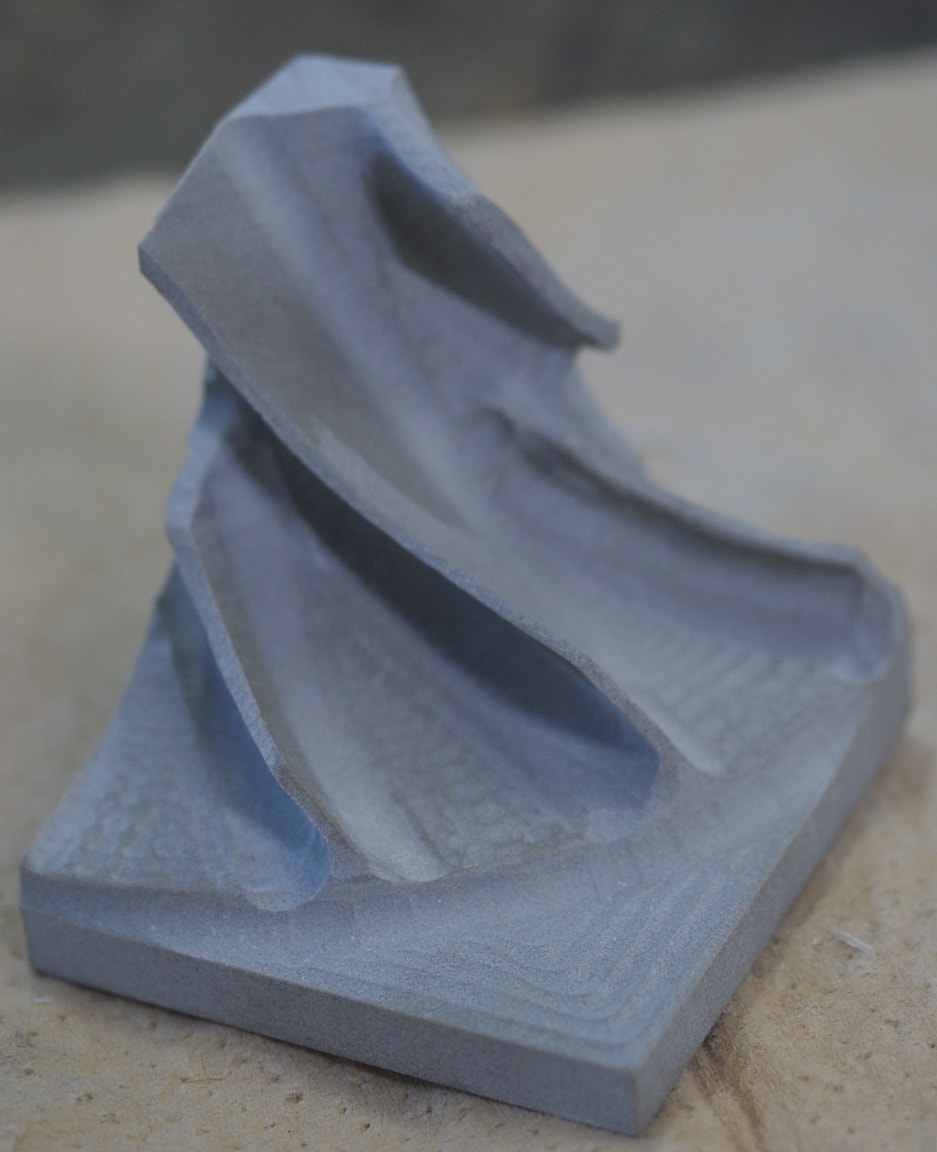
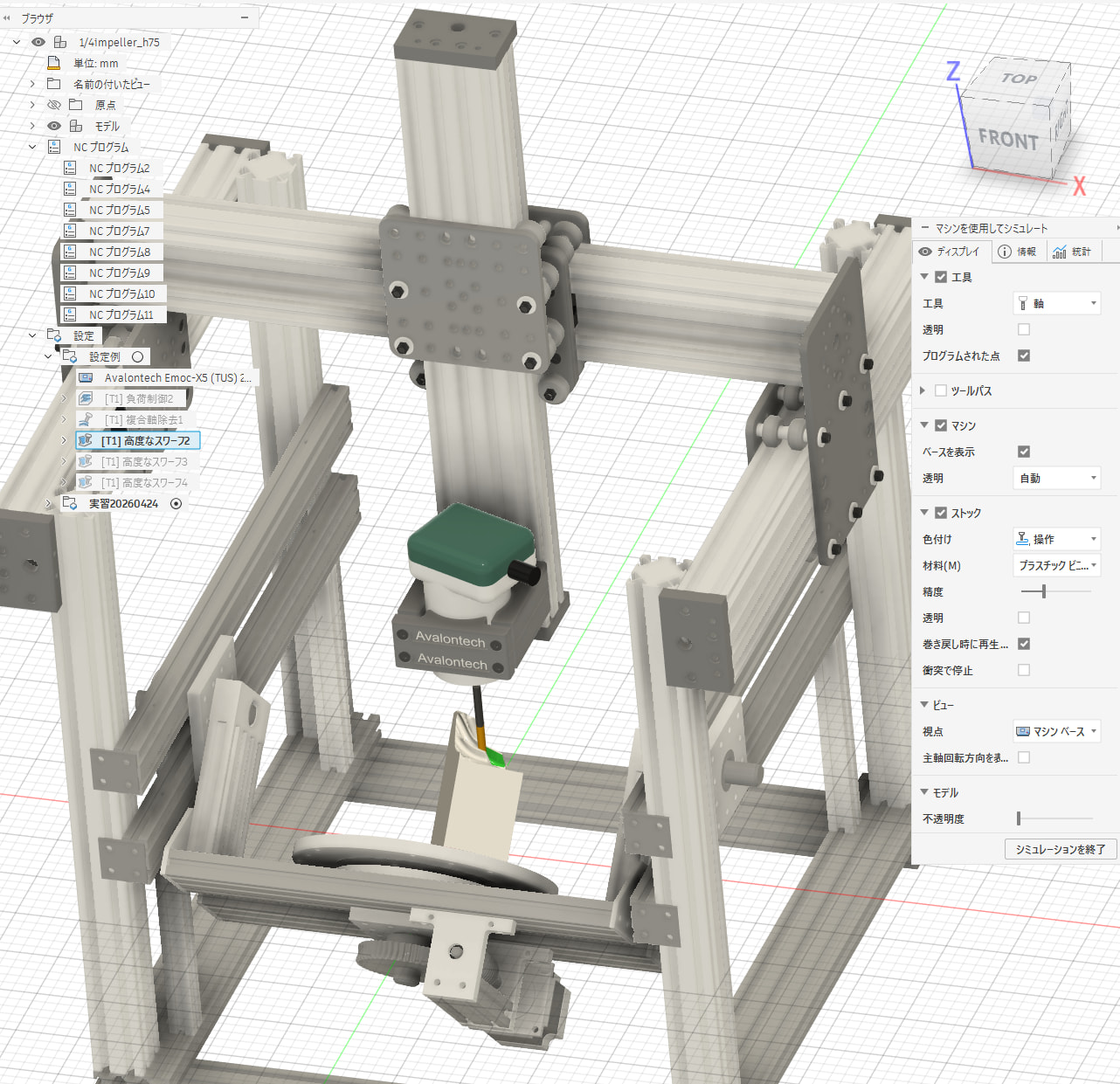
昨年購入したEmocX5、ようやく3月に開封・組立。Fusion + Manufacturing Extension でインペラー(1/4ですが)の5軸加工ができるようになりました。参考までに、写真をつけておきます。
負荷制御→複合軸除去→高度なスワーフ の流れでやってみましたが、お勧めの加工手順があれば、教えてください。

MaHa様
返事が遅くなり申し訳ありません.
加工されたインペラかなり綺麗ですね!?
本題のAvalonTechさんの展示会等にて展示しているサンプルのインペラですが,インペラ製作当時はパスの生成にFusionではなく,5軸加工前提の比較的産業向けのCAMソフトを使用しておりました.そちらのCAMソフトであればインペラ加工の専用サイクルがあったため,以下のような手順で加工したと記憶しております.
-
3軸荒加工
各ブレード間の空間を埋めたような形状まで3軸加工にて加工 -
5軸インペラ荒加工
同時5軸加工にて大まかなインペラ形状に荒加工 -
5軸仕上げ加工
ブレード表面,底の部分に大き目の切削痕が残っているので,スワーフ加工を用いて仕上げ加工を行い,滑らかな表面に
Fusionを用いる場合ですが,
私が加工する分にも同様の手順になるかと思います.ただ,以前FusionのCAMでインペラのパスを生成しようとした際,設定が難しくあまりきれいなインペラの加工パスにならず,諦めてしまいました…
AvalonTech内でFusionに詳しい方に聞いてみたところ,英語にはなりますがAutodeskの加工に特化したコミュニティページがあるようです.こちらであればFusionの5軸加工に詳しい方がおられるようですので,より良い加工方法や設定が分かるかと思います.
https://forums.autodesk.com/t5/fusion-manufacture-forum/bd-p/fusion-manufacture-forum-en
直接的なアドバイスにならず申し訳ありません.参考になりましたら幸いです.
よろしくお願いいたします.
HRMKさん
返信ありがとうございました。概ね同じ流れのようですが、良いCAMを選ぶと、インペラ加工用のサイクルがあるのですね。Fusion + Manufacturing extension では、5軸荒加工の際、ポケット加工が基本で、流れるような格好良いツールパスが作り出せていません。パラメータがたくさんあるのでforumも利用して修行します。楽しい機械ですね。開発ありがとうございました。
「いいね!」 1
MaHa様
そうですね..割り出し5軸加工であればFusionの機能はかなり十分ですが,同時5軸加工になるとFusionは少し弱いと聞いたことがあります.
流れるようなインペラ加工はThe5軸加工な感じで憧れますよね.
ぜひとも修行の結果拝見したいので結果報告をお待ちしております.
現在、球を使って回転中心を求める作業をしています。
A軸、C軸についても、加工する角度ごとに回転中心を求める為、C軸のキャリブレーションが必要になるのですが、A軸をプラス側に90°回転させて、C軸のキャリブレーションを行うとC軸の補正の為の回転方向が逆になり、補正量が増える方向に回転してしまいます。A軸が-90°の場合と+90°の場合は、回転方向が逆になるためと思われます。キャリブレーションの時に補正の為の回転方向を逆にするパラメータは、有るのでしょうか。
宜しくお願い致します。
kawade様
お世話になっております.
M673についての質問でしょうか?
GcodeDictionalyを見る限り本来であればPパラメーターで補正係数が効くはずなのですが,E-moc開発時から今まで,補正が効いたことは無いので正直使えない可能性が高いです.
そこであくまでも参考情報にはなりますが,M673を自作のmetaコマンドで置き換えるという手もあります.
私がマシン実機で最終確認ができていないため一応beta版としていますが,先日bed.g等々を更新したsysを公開しました.
(bed.gのみ置き換えても動作するはずです.config.g等独自に書き換えている場合はフォルダを上書きすると全設定デフォルトになってしまうので要注意です.)
本バージョンのbed.gはM673に頼らず,プローブ位置を独自で保存してmeta commandにより補正量を計算するように変更しております.
こちらであれば計算式を独自に変更できますので,補正方向等も自由に変更が可能です.
また,M673の場合,G30[Single-Z-Prove]で取得した座標のみ補正に使用可能だったため,1回のプローブにかなり時間がかかっていたのですが,meta commandの場合は座標値の取得も独自で行えるようになったため,途中までG0[高速移動]→G38.2[Straight Prove]が可能となりました.
この辺り参考になるかと思いますので一度bed.gをお読みいただけますと幸いです.
不明点等ありましたら手隙の際にお答えしますのでぜひご質問ください.
追伸
G38.2のストレートプローブはZ軸方向以外にも適用できますのでキャリブレーション時の動作は今よりも自由度が上がるかと思います.
よろしくお願いします.
回答を頂き、ありがとうございます。
M673についての質問でした。
bed.gを読ませていただきましたが、補正量の計算の所が良く理解できません。
まだ、meta commandを理解していない為だと思います。
とりあえず、回転中心を求める為の補正値を求めるのが目的なので、C軸の回転方向を逆にしてキャリブレーションを行ってみます。そのあとで、bed.gを確認してみます。
ありがとうございました。
補正量の計算はA軸を例にすると,
G91 G0 A{180.*{atan((var.pointA0 - var.pointA1 )/120.)}/pi} ;calculating and moving A-axis
↑この部分ですね

画像は以前にM673の解説用に作ったものですが機能は同じです.
青線と緑線の長さからarctanでA軸の必要な回転量を求めるようなイメージです.
数式にすると,
A軸の補正量 = arctan{(pointA0のZ座標 - pointA1のZ座標) / (pointA0のY座標 - pointA1のY座標)}
のような感じになっています.
bed.gではA0とA1のY座標が変化しない為,定数(=120)にしてあります.
また,arctan関数の出力は単位がradianになっているので,A軸の移動量を指示するために× 180 / πをしてdegreeへと変換しています.
また何かありましたらお問い合わせください!
C軸の補正をマクロにして確認しました。
G38.2を使うとA軸が0度の時も補正が出来て良いですね。
問題は、A軸を90度にした時のC軸の補正ですが、補正後のシフト量が分からない事です。
0,90,180,270度の各角度で座標系を別に設定して、シフト量を反映させようとしています。
変数をパラメータにして外部に出力する方法はありますが、簡単な方法はあるでしょうか。
宜しくお願い致します。
今まで全く気付いていませんでしたが確かにおっしゃる通りです
何ならA軸の角度を任意の指示した角度に補正することも可能ですね.
後半部分いまいちピンと来ていないのですが,補正後のシフト量が分からないと言うのはどんな感じでしょうか..?
A軸を90°回転させた後にC軸を補正したいということでしょうか..?
よろしくお願いいたします.
説明不足で、申し訳ありません。
言われているとおりです。A軸を90度回転させた状態で、各角度のC軸のづれ量をワーク座標系に反映させて補正する予定です。C軸の補正用にバイス取付板の厚さの部分を利用して、A軸の補正は、バイスの高さの部分を利用して補正する予定です。A軸とC軸を補正した状況で球による回転中心を求めてX,Y,Z軸の補正を行う予定です。
ご説明ありがとうございます。
補正方法についてはなんとなくイメージがつかめました。ありがとうございます。
重ね重ねの質問で申し訳ないのですが、本題のシフト量がわからないというのは、測定の際の計算や数値等々についてでしょうか、?それともワーク座標系に反映させる部分についてでしょうか、?
よろしくお願いします。
M673を使用した場合は、A軸やC軸の補正量がコンソールに表示されていました。
この補正量を加えて、A軸とC軸を加工するときに回転させて直角度を補正しようと考えていました。そのためには、補正した量を知る必要がありますが、G38.2を使うとコンソールに修正量が表示されないので、外部に出力する必要があると考えていました。
色々と動かして気が付いたのですが、G38.2を使う利点として、プロービングを行っても機械座標をリセットすることが無いことに気が付きました。平行を出したづれ量をワーク座標系に反映させれば、そのまま使えそうです。明日、確認してみます。
補正量の表示のことでしたか.
一応echoコマンド等を使えばM673と同様に補正量を表示することは可能と思われます.
補正量の使い道的にはmetaコマンドでそのままワーク座標を書き換える手もありそうですね.
ひとまず何とかなりそうで良かったです.