マシン:C-Beam MachineXlarge
スピンドル:マキタRT0700C ダイヤル3(17000rpm)
切削物:ポリカーボネート板 6mm厚
エンドミル:3mmフラット 二枚刃
切削条件:切削送り720~2200、切込み量6mm、切り込み深さ0.5~2mm
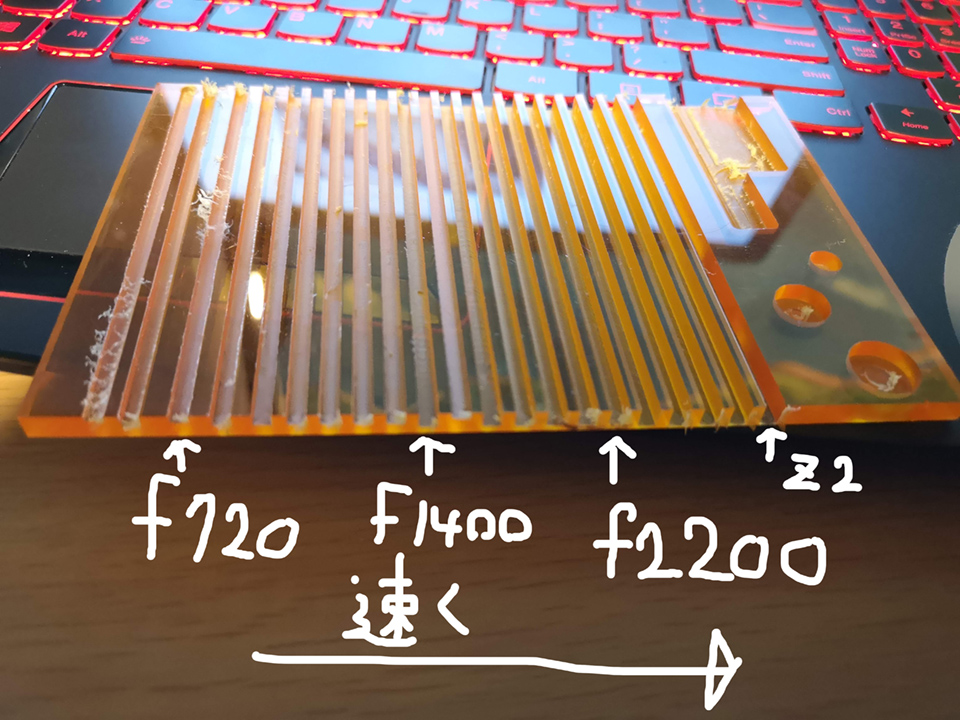
切り込み深さ1mmで段階的に切削送り速度を上げて加工条件探しの結果、写真のようになりました。
左が切削速度遅め、右が切削速度早めでF720からF2200で段階的に速くしています。回転速度はダイヤル3で固定(17000rpm)
送り速度1600以上だと綺麗に切削できました。
右の5本で切削送りF2200のまま、切込み深さを1.2、1.4、1.6、1.8、2と深くしていきましたがいずれも綺麗に切削できました。