Tohru
1
0から模索するのは楽しいですけど,成功するまでかなり苦労しますね.
切削動画や切削条件などをここでまとめます.
みんなの知恵をシェアしましょう!
投稿数が多くなったら,整理します.
以下のフォーマットに統一していただいたら助かります.
・動画or写真 (動画はここじゃなく,Youtubeなどにアップしましょう)
・使用マシン :C-Beam Xlargeなど
・使用スピンドル&回転数:マキタRT0700 1万回転 や 1.5wレーザーなど
・エンドミル
・切削物: アルミ合金6061T6など(アルミだけで書いたら純粋アルミになります.アルミ合金は全く別条件になります)
・切削条件:送り速度 切削深さ 切込量など
・結果: エンドミルが死んだ,切削物が飛んだ,ブレーカが落ちた ECT...
特別に注記がない場合を除き,この記事に投稿したデータは

この 作品 は クリエイティブ・コモンズ 表示 4.0 国際 ライセンスの下に提供されています。
CC BY以外のライセンスや他所に転載されたくない方は注記を書きましょう.
「いいね!」 1
Tohru
2
送料込み5000円未満のトリマを使って,アルミ合金を削ってみました.
・マシン:C-Beam 剛性強化版
・スピンドル:高儀TR-100 2.4万回転
・切削物: 5052アルミ合金 硬さ58 HBS
・エンドミル:4刃6mm
・送り速度300mm/min(多分) 送り量 wh= 1mm2mm
・普通に削れました
Tohru
3
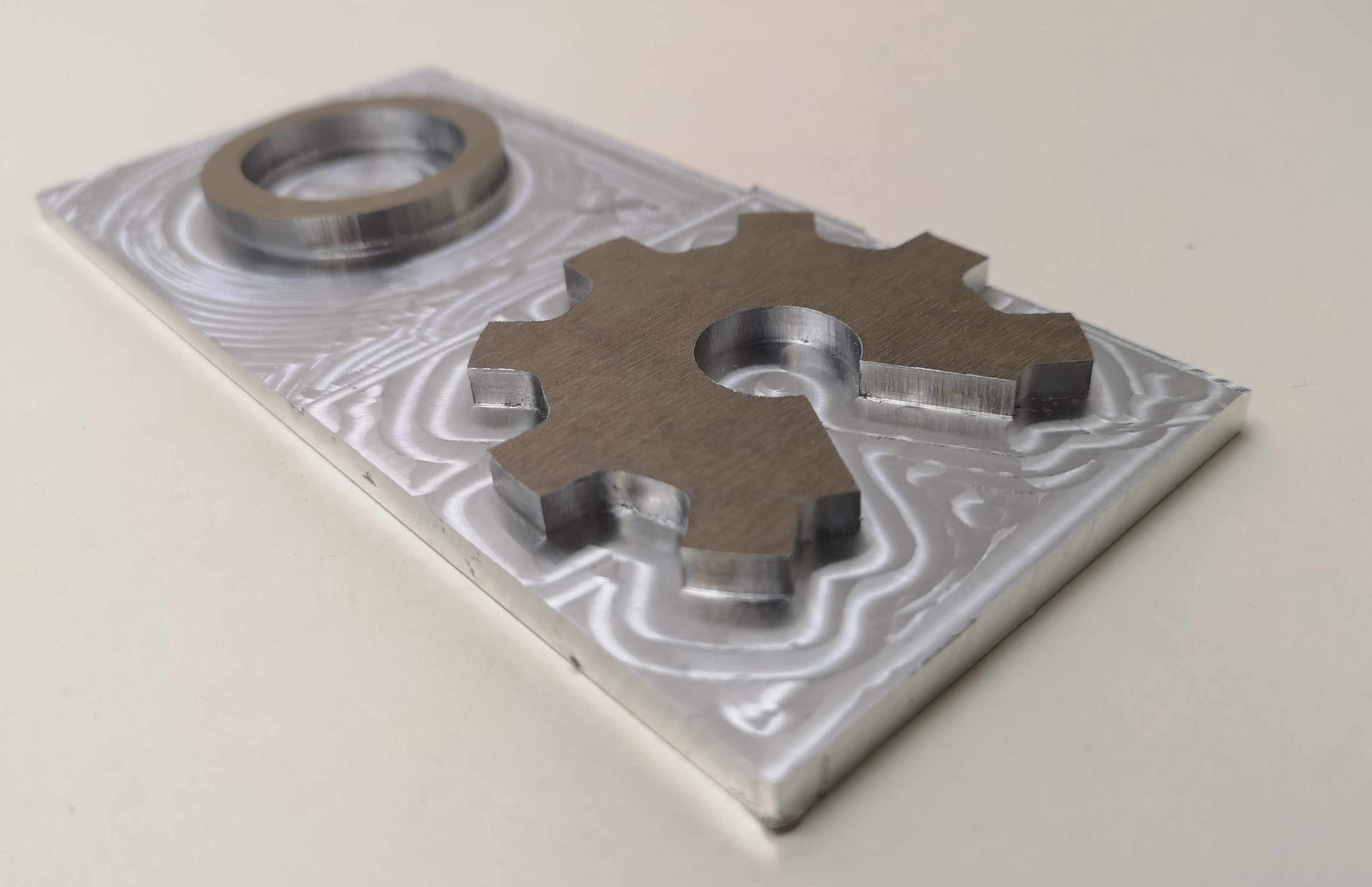
産業用800wスピンドル装着し,調子に乗って失敗した例です.
サラダ油でもいいので,切削油を使いましょうね.
・マシン :C-Beam Xlarge
・スピンドル&回転数:産業用風冷スピンドル800w 24k回転
・切削物: アルミ合金6061T5
・エンドミル:4刃6mm
・切削条件:切削油なし 送り速度150mm/min(たぶん) 切削深さ0.7mm 切込量6mmなど
・結果: アルミが溶けてエンドミルと材料が溶着、材料の固定が外れた。
Gym
4
マシン:C-Beam MachineXlarge
スピンドル:風冷スピンドル800W 15000rpmくらい
切削物:サンモジュール(ケミカルウッド
エンドミル:6mmフラット→3mmボール
荒取り切削条件:切削送り500、切込み量1.5mm,切り込み深さ3mm
仕上げ切削条件:切削送り400、ピッチ0.2mm
結果:成功(切り子細かすぎた
条件が分からなかったのでアルミと似たような上っけんでやりましたが、サンモジュールに詳しい人に聞いたところ回転3000rpmで送り1000くらいでいけるそうです。次はそのくらいの条件でやってみます。
Gym
5
せっかく加工範囲が広いので余ったMDFで広々と5000兆円
マシン:C-Beam MachineXlarge
スピンドル:風冷スピンドル800W 10000rpmくらい
切削物:中密度繊維板(MDFボード)
エンドミル:4mmフラット四枚刃 8000RPMくらい
切削条件:切削送り600、切込み量1.5mm、切り込み深さ2mm
結果:成功(もふもふ
これまた条件がわからないので控えめの条件で加工。
Tohru
6
海外のMBcreates氏の動画です.
アルミ合金加工なら4刃より2か3刃のほうが良さそうです.
Gym
7
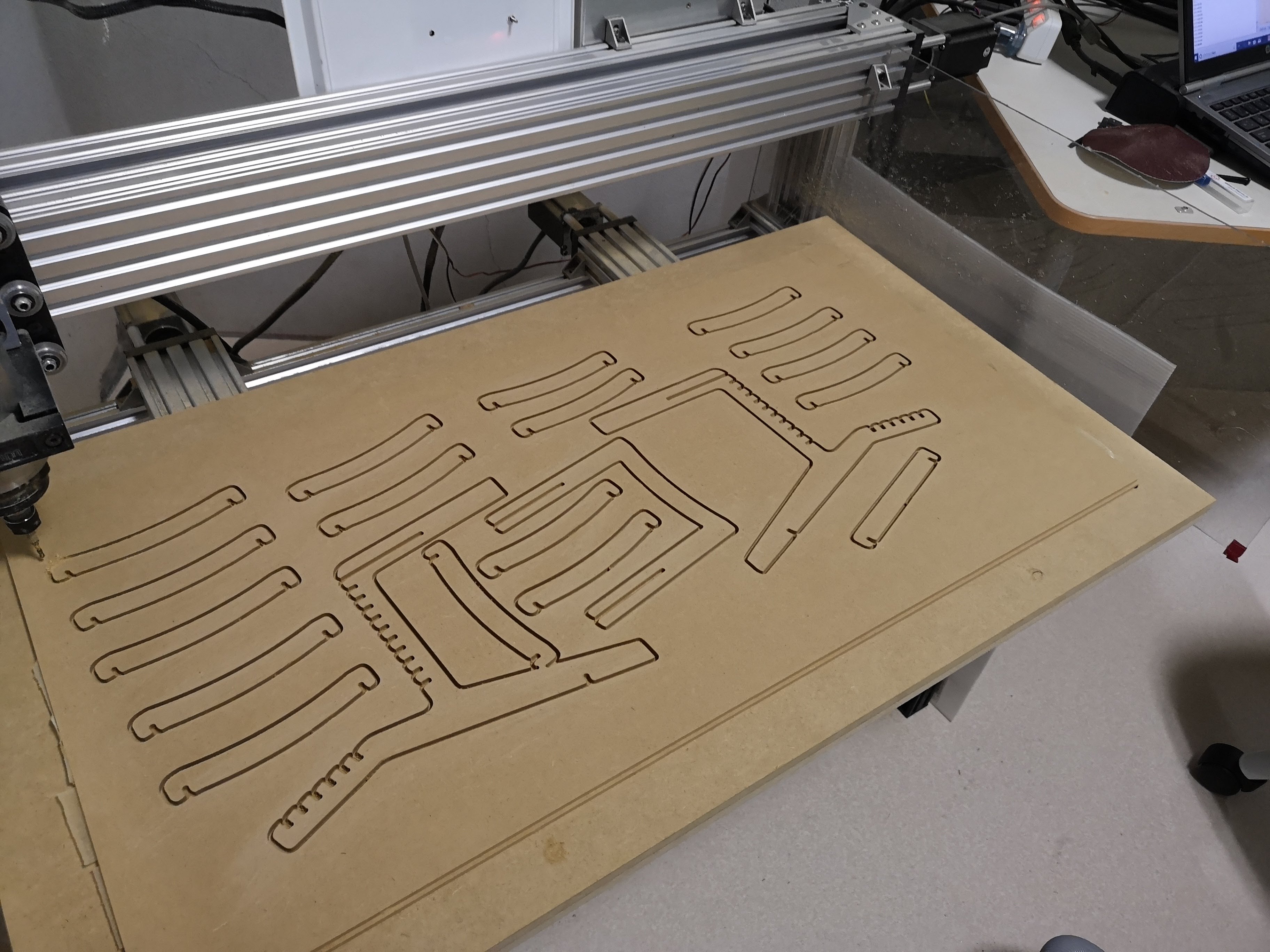
OpendeskのデータをFusion360でいじって椅子のミニチュア。
良い感じにできたのでそのうち別トピックで詳細も書きたいと思います。
マシン:C-Beam MachineXlarge
スピンドル:風冷スピンドル800W
切削物:中密度繊維板(MDFボード)4.1mm
エンドミル:4mmフラット四枚刃 8000RPMくらい
切削条件:切削送り500、切込み量4mm、切り込み深さ4.1mm、輪郭加工で一発彫りだし
結果:成功(バリとりは必要)、加工時間20分
Gym
8
チタン をダメ元で削ってみました。削れました!
マシン:C-Beam MachineXlarge
スピンドル:風冷スピンドル800W
切削物:純チタン t3プレート
エンドミル:6mmフラット 16000rpmくらい、たまにオイルのスプレー吹きました
切削条件:切削送り600mm/min Z切り込み1mm、切り込みピッチ0.7mm/min
Gym
9
マシン:Art CNC
スピンドル:マキタRT0700C
切削物:MDF板
エンドミル:3mmフラット四枚刃 16000rpmくらい
切削送り1500mm/min Z切り込み3 切り込みピッチ1.2
で加工時間40分ぴったりでした。条件はだいぶ余裕があるように感じました。
Gym
10
マシン:Art CNC
スピンドル:マキタRT0700C
切削物:パイン材20mm
エンドミル6mmフラット四枚刃
切削条件:切削送り500 Z切削ピッチ6mm 切削ピッチ4mm
木材は場所によって硬さが異なるのでZ深さを6mmは場所によってはきつそうでした。具体的には木目の濃い部分でスピンドルがビビッていたように見えました。
Gym
11
マシン:C-Beam MachineXlarge
スピンドル:風冷スピンドル800W
切削物:紫檀(たぶん
エンドミル:6mmフラット四枚刃 16000RPMくらい
切削条件:切削送り500、切込み量1mm、切り込み深さ4mmで粗取り。仕上げ代0.5を0.4ピっチの等高線で加工
最初小さい塊一個だけでは両面テープの粘着力が足りずに材料が吹き飛びました。
負荷を減らすor大きい塊で粘着面を広くすることで加工できました。
Gym
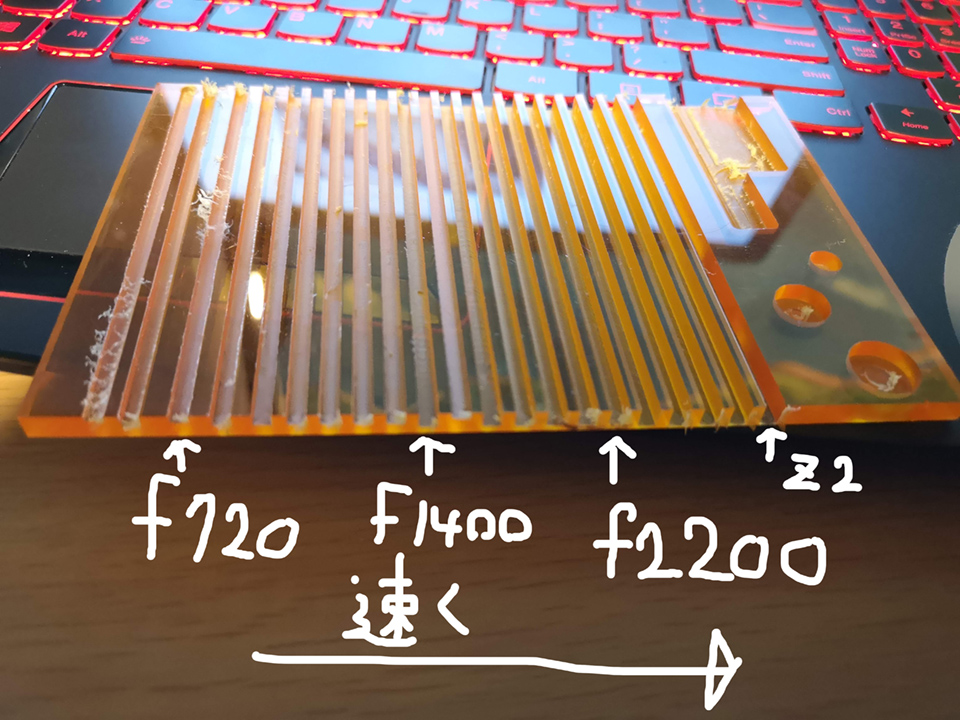
12
マシン:C-Beam MachineXlarge
スピンドル:マキタRT0700C ダイヤル3(17000rpm)
切削物:ポリカーボネート板 6mm厚
エンドミル:3mmフラット 二枚刃
切削条件:切削送り720~2200、切込み量6mm、切り込み深さ0.5~2mm
切り込み深さ1mmで段階的に切削送り速度を上げて加工条件探しの結果、写真のようになりました。
左が切削速度遅め、右が切削速度早めでF720からF2200で段階的に速くしています。回転速度はダイヤル3で固定(17000rpm)
送り速度1600以上だと綺麗に切削できました。
右の5本で切削送りF2200のまま、切込み深さを1.2、1.4、1.6、1.8、2と深くしていきましたがいずれも綺麗に切削できました。
Gym
13
マシン:ArtCNC
スピンドル:マキタRT0700C ダイヤル3(17000rpm)
切削物:カリン 20mm厚
物が大きいので条件は大体以下の設定で分割して行いました。荒取りで5時間くらい。
荒取り
エンドミル:6mmフラット4枚刃
切削条件:切削送り1440、切込み量2.4mm、切り込み深さ10mm
荒取り2
エンドミル:3mmフラット二枚刃
切削条件:送り1400 切り込み量1.2 切り込み深さ5
仕上げ
エンドミル:3㎜ボール二枚刃
切削条件:送り1200 ピッチ0.6
HAL900
14
マシン:C-Beam 剛性強化版
スピンドル:マキタRT0700C ダイヤル1(10,000rpm)
切削物:塩ビ板 2mm厚
エンドミル:3mmフラット 二枚刃
切削条件:切削送り200mm/min
初心者が最初にとりあえず簡単に動く条件でサンプルを作ってみました。
Gym
15
マシン:C-Beam XLarge
スピンドル:マキタRT0700C ダイヤル3
切削物:ポリカーボネート板8mm厚
エンドミル:3mmフラット 二枚刃
切削条件:切削送り1800mm/min Zピッチ1mmづつ 輪郭加工なので径方向のピッチはなく刃物全体で削っている状態。
以前ポリカ板の綺麗に切れる条件を出していたのでそのとおりに加工して問題なく成功。
両面テープが刃物に付着すると切削面もねばっとするので両面テープに切り込み過ぎないほうが綺麗にできそうでした。
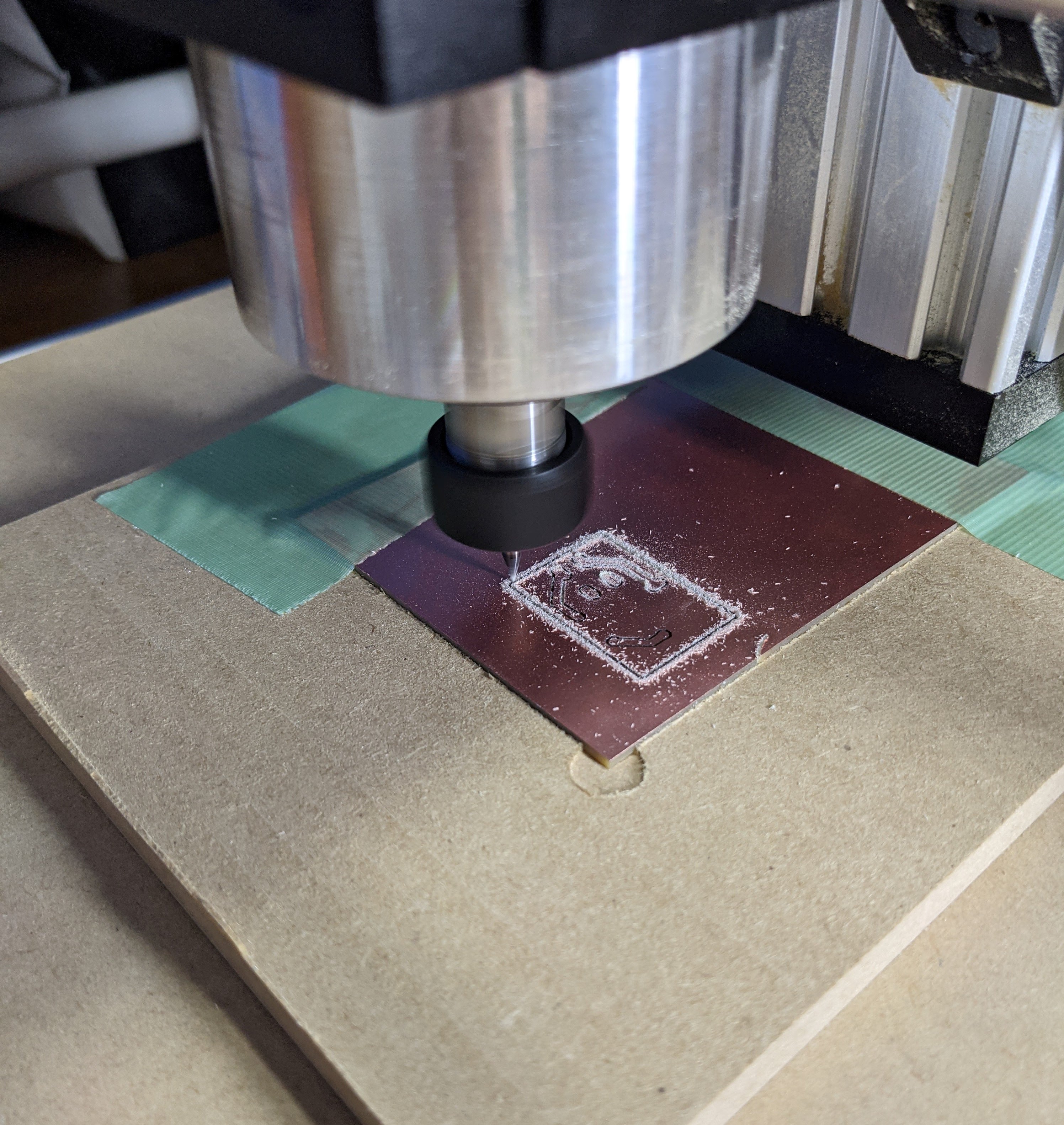
Fusion360のCAMの彫り込みにトライしてみました。
マシン:C-Beam 剛性強化版
スピンドル:1.5KW 65mm ER11 spindle(12,000rpm)
切削物:アルミ:A1050P t3.0)
エンドミル:TSCシリーズ超硬テーパボールエンドミル 刻印用/1枚刃/半月タイプ (TSC-SCEM0.1-30)
https://jp.misumi-ec.com/vona2/detail/110600012840/?HissuCode=TSC-SCEM0.1-30
切削条件:切削送り70mm/min
面取りエンドミルで刻印用と記載されているものがなかなか見つからなかったのでこれを試してみました。
マシン:Art CNC 1015
スピンドル:マキタRT0700C ダイヤル3(17000rpm)
切削物:アクリル板(アクリルミラー) t=2mm
エンドミル:3mmフラット 二枚刃
切削条件:切削送り800、切り込み深さ 1.1mm×2回
マシン:Art CNC 1015
スピンドル:マキタRT0700C ダイヤル4(20000rpm)
切削物:アルミ複合板 t=3mm
エンドミル:3mmフラット 二枚刃
切削条件:切削送り300、切り込み深さ 1.6mm×2回
nyaru
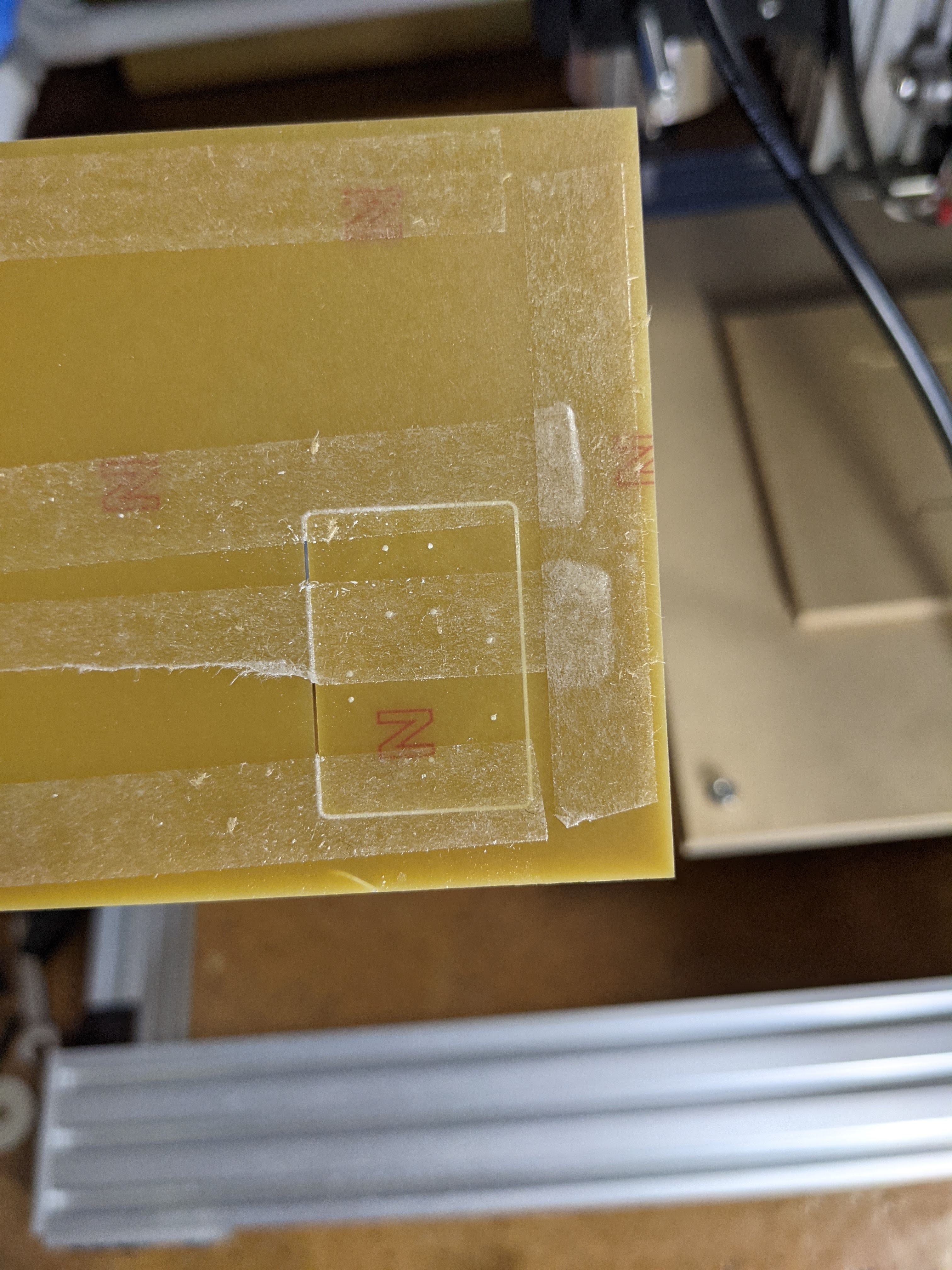
19
マシン:CBeamMachine 剛性強化版
スピンドル:マキタRT0700C ダイヤル2
切削物:紙フェノール基板 75x100 t=1.6
エンドミル:0.4mmストレートエンドミル 二枚刃
切削条件:切削送り300mm/min
切削深さ:外周部1.61mm、銅箔部0.4mm
設計はEagleでCAMはpcb-gcodeを使用。
サーマルランドは削れないかもと思いサーマルランドなしにしたが、そもそもベタGNDは使わない方がよかったかも。
穴あけはピンバイスで行った。pcb-gcodeではドリル部はヘリカル加工で下ろすGコードを出してくれないので穴径の大きさのエンドミルを用意する必要あり。
外形は複数回に分けて掘っていかないので、ワーク原点のオフセットで切り込み量を変えながら切削。
・使用マシン :剛性版CNC組立キット(CNC xPRO V5)
・使用スピンドル&回転数:マキタRT0700C ダイヤル2(12000rpm)
・エンドミル 6mmスクエア 二枚刃
・切削物: MDF18mm
・切削条件:送り速度3000mm/min 切込み量3mm、切り込み深さ18.5mm
・結果:送り速度を徐々に増やしながら、はめ合わせ式の箱をいくつか切削。
最終的な上記の条件でも蓋のはめ合わせ(適度な密着)感は申し分ありませんでしたので切削精度もそこそこ出ていると思います。
さらに厳しい条件でもいけそうでしたが、端材が無くなったので一旦終了。