他のトピック見ていて今気が付いたのですが
パラメータの設定で最大速度の初期値を変えてなかったので
送り速度3000mm/minで書かれたGコードはそのまま実施されてない模様。
$110=2000.000 (X-axis maximum rate, mm/min)
$111=2000.000 (Y-axis maximum rate, mm/min)
$112=2000.000 (Z-axis maximum rate, mm/min)
次回機会があればリミッター値上げて改めて試してみたいと思います。
・使用マシン :剛性版CNC組立キット(CNC xPRO V5)
・使用スピンドル&回転数:マキタRT0700C ダイヤル2(12000rpm)
・エンドミル 3mmスクエア 二枚刃
・切削物: 6063アルミ合金4mm、M5直径の穴
・切削条件:送り速度300mm/min、切込み量0.1mm、切り込み深さ4.5mm
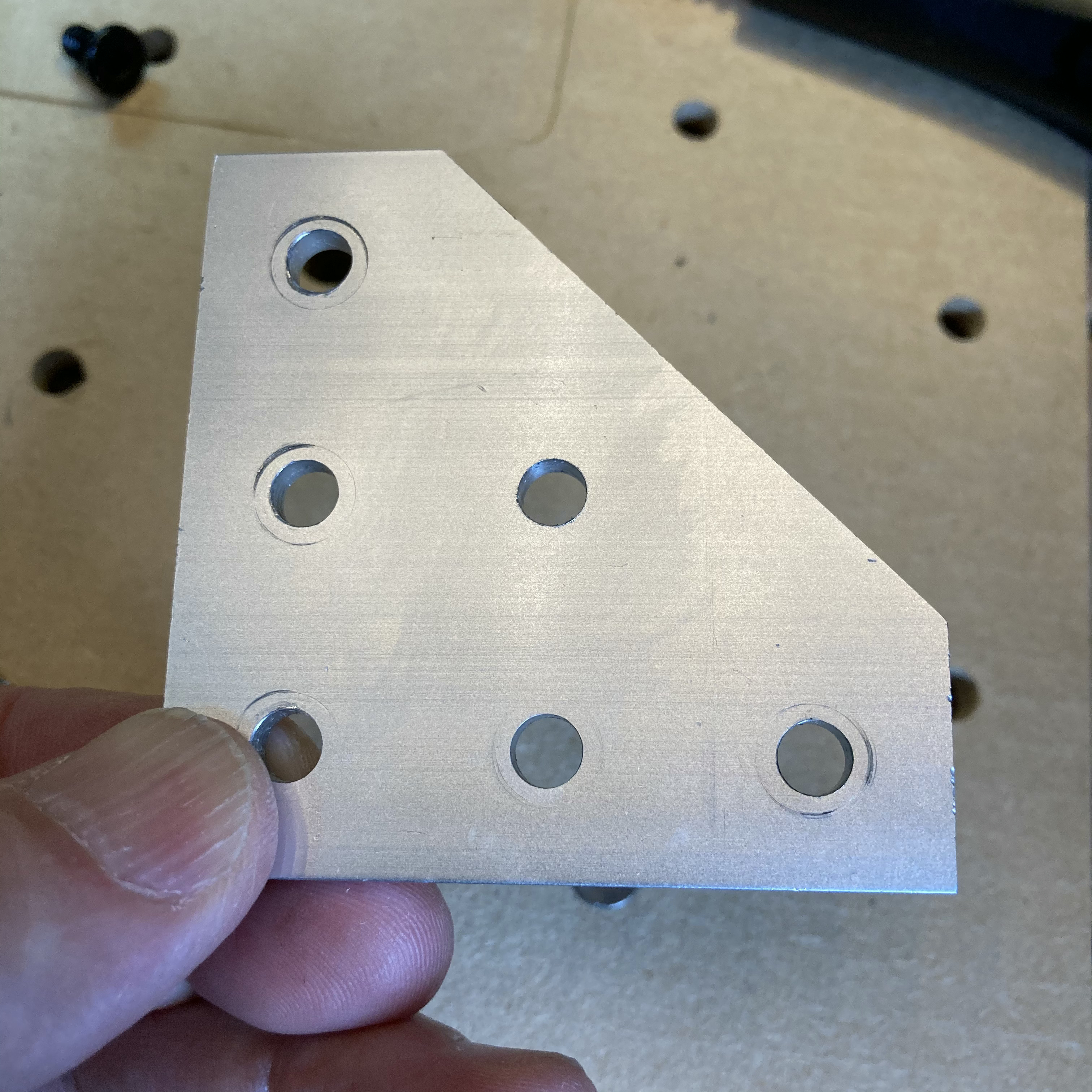
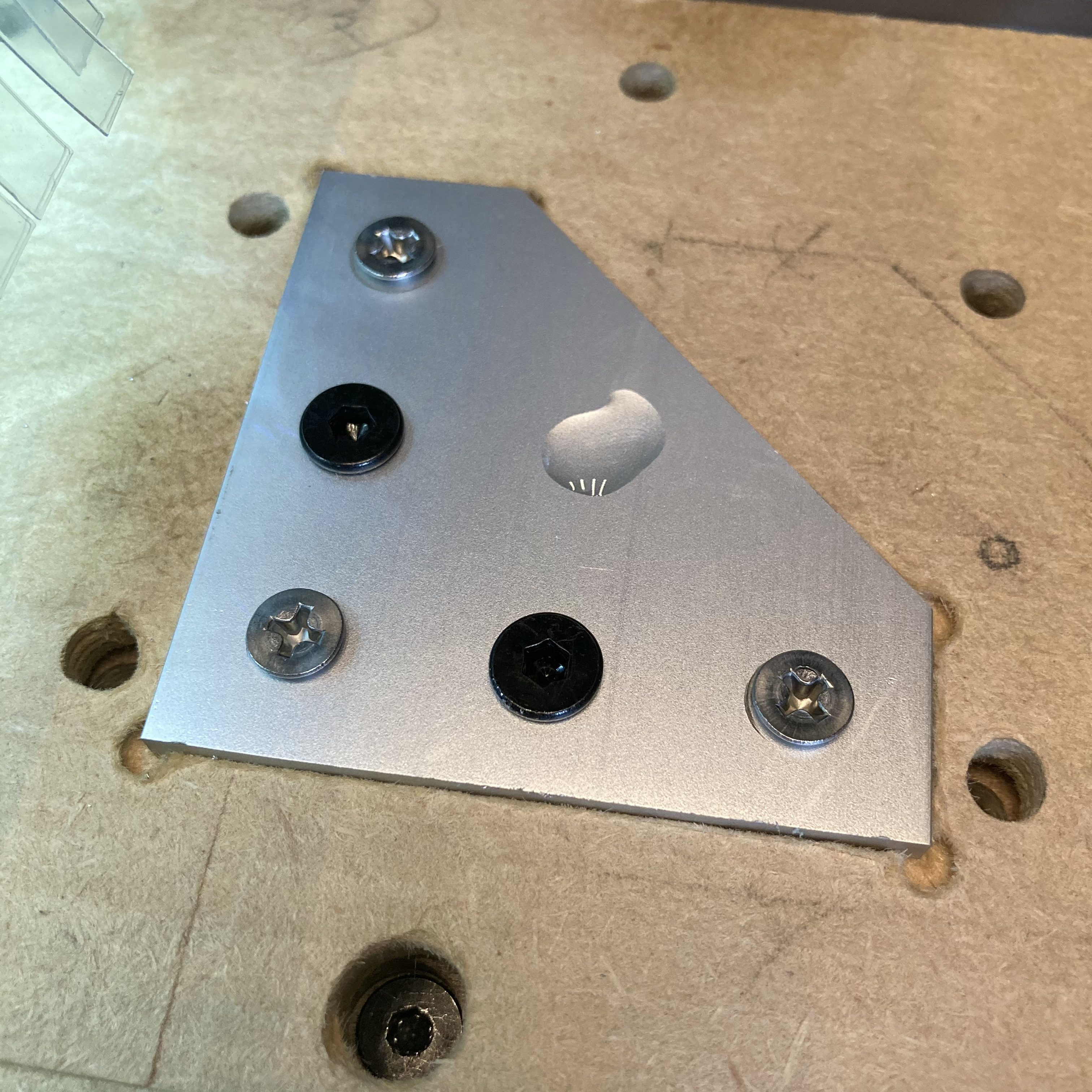
step/mm値設定を追い込んで少し精度に自信が持てたので、C-beam接合部の使われていない空タップ穴に合わせて、ジョイントプレートに追加穴をあけてみました。
切削負荷で位置がずれないよう工夫して切削したおかげで、ボルトも難なく締められました。
これで脚部C-Beamのフランジとウェブ(の一部)がボルト&プレートで固まるので、応力がかかった時の端部ねじれを少し抑制させるのではと考えています。
門型の剛性アップに有利に働けば、Z軸の前後ブレ抑制に対しても効果があるのではと期待してます。
「いいね!」 1
Gym
23
マシン:ArtCNC(Z軸拡張改造済み)
スピンドル:マキタルーターダイヤル3
切削物:パイン材
エンドミル:2mmフラット→6mmボール
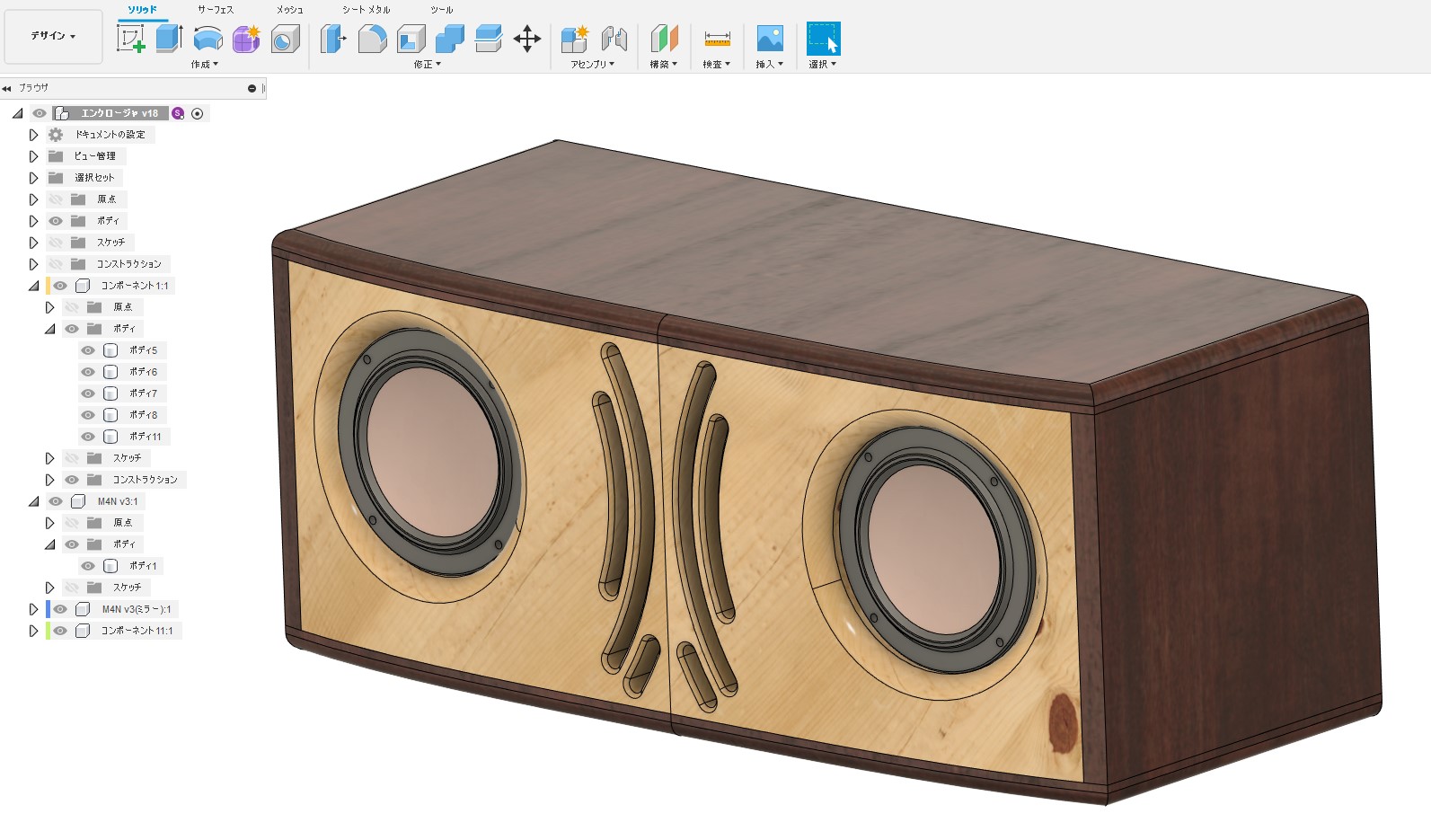
CNCがあるからには自作スピーカーというものを作ってみたかったので作ってみました。
材料はホームセンターのパイン材厚み12mmを使い、正面のスピーカーユニットを取り付ける板のみ厚み30mmのものを使用しました。
スピーカーユニットは秋葉原のコイズミ無線様の店舗で30分かけて選びました(素人なのでスピーカーはまったく分かっていない)↓コレ
正面以外の5面は直径6mmフラットエンドミルで外周をぐるっと
切削送り速度700mm/min
切り込みピッチ1mm
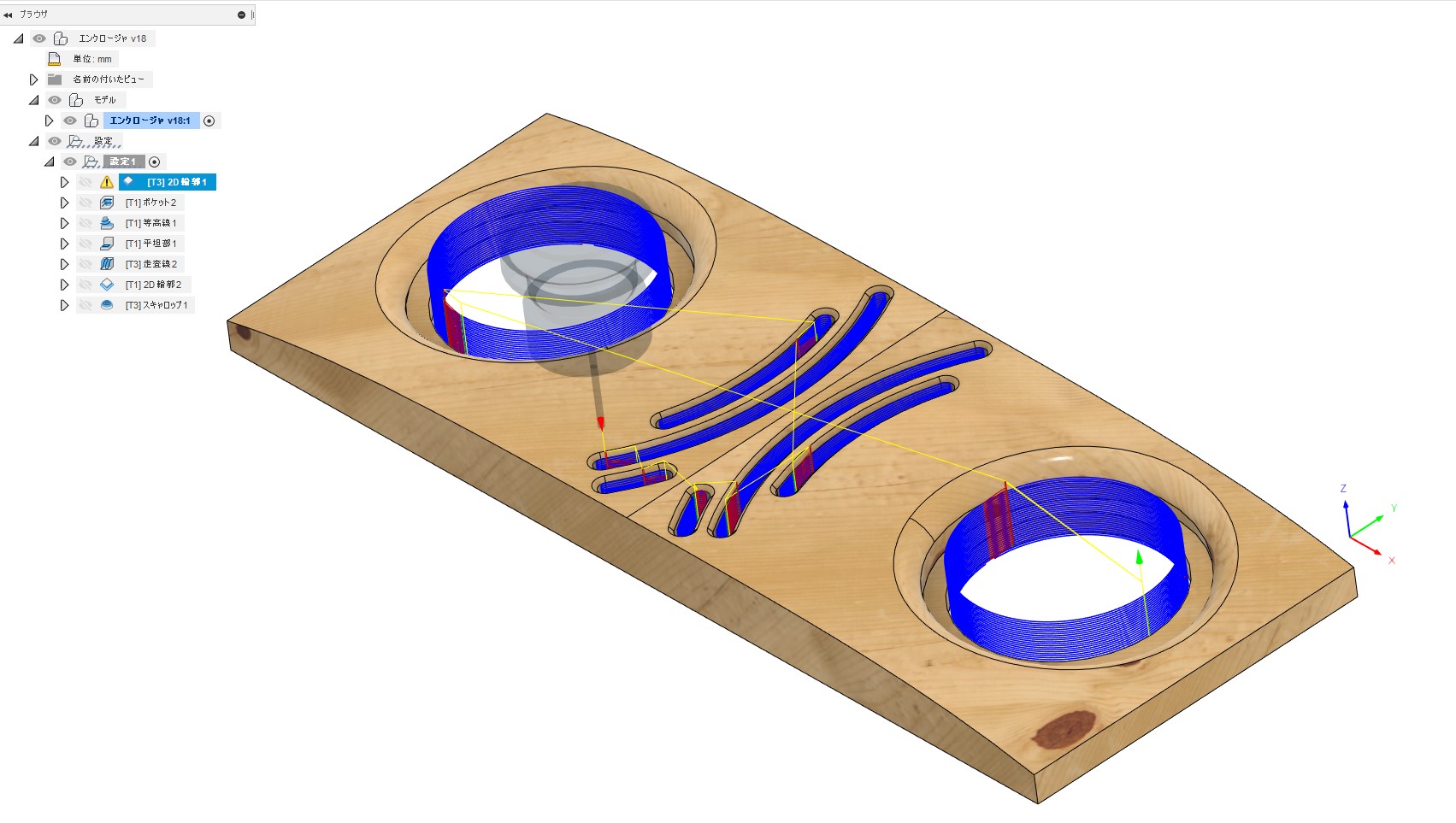
正面の板は最初直径6mmのフラットエンドミルで溝を掘りましたが
細い溝部分(下図赤部)で切りくずの逃げる部分がなくなり、底の方がうまく加工できずにズレてしまいました。
V字ビットでごまかしたりしましたが、最終的には溝よりかなり細いエンドミルで加工しなおしました。細いエンドミルでもさすがに30mmの深さの溝の一番下は切りくずが固まってギリギリな感じでした。
曲面の仕上げはR1の細いボールエンドミルで0.6mmピッチでは加工跡が見えてしまい、やすり掛けが大変でした。
作り直したときにR3のボールエンドミルに変更しピッチも0.5mmにしたところ綺麗な曲面になりました。時間に余裕があればピッチはもう少し細かくした方がよりよさそうです。
「いいね!」 1
Gym
24
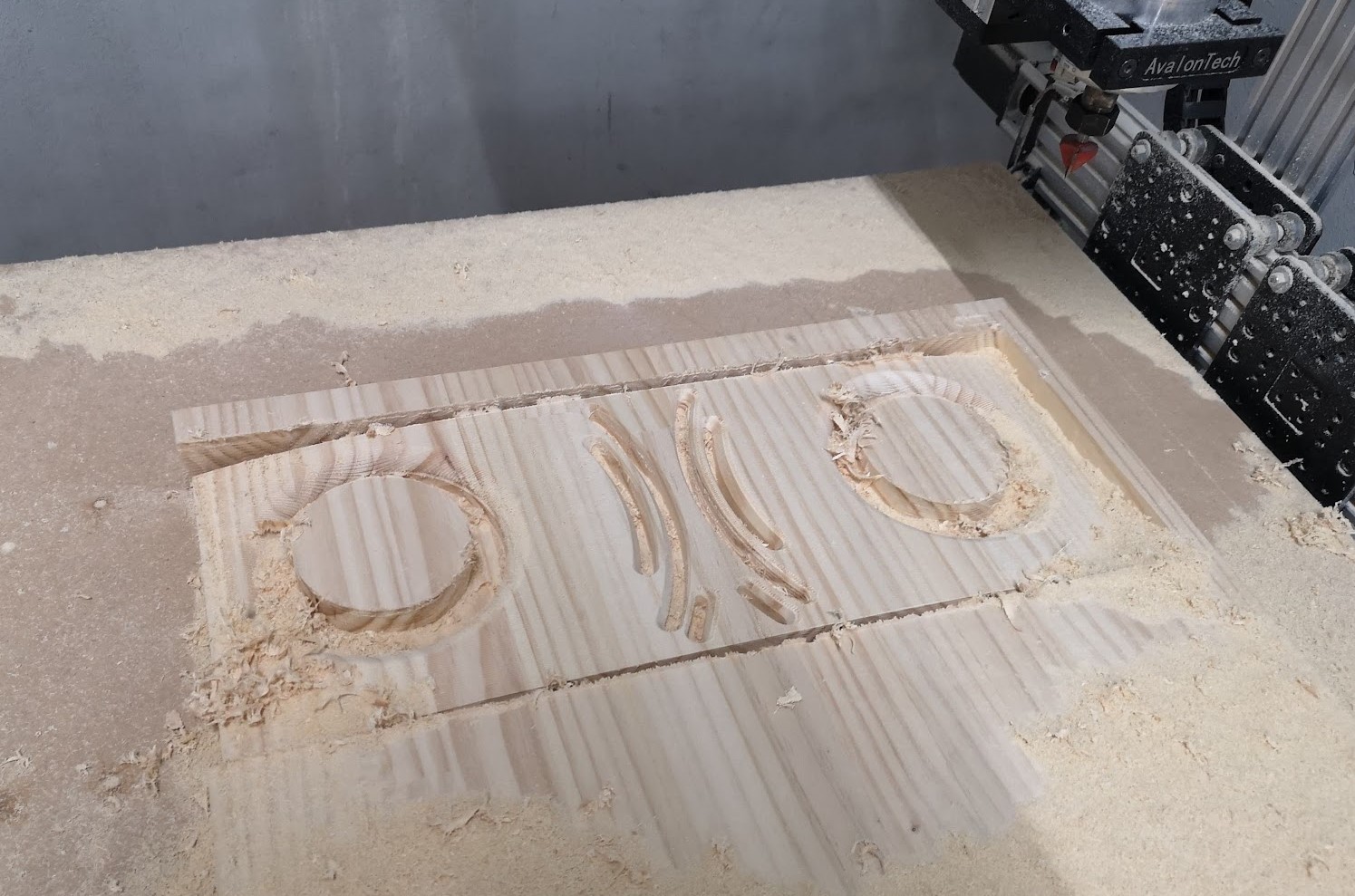
検証依頼があったのでVcarve ProのGコードで加工できるのかテストしました。
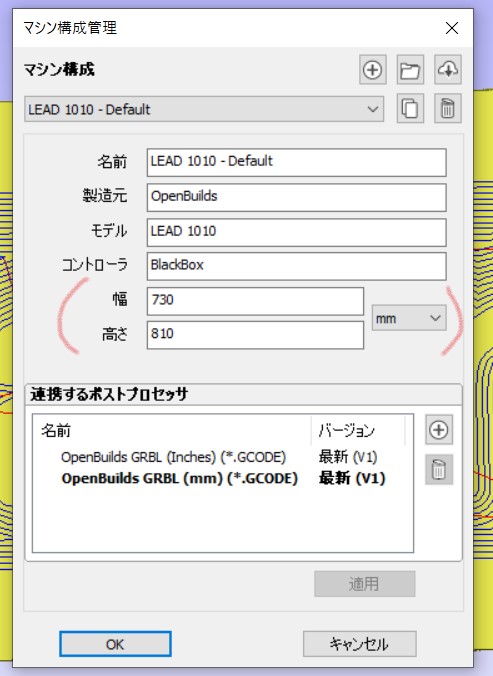
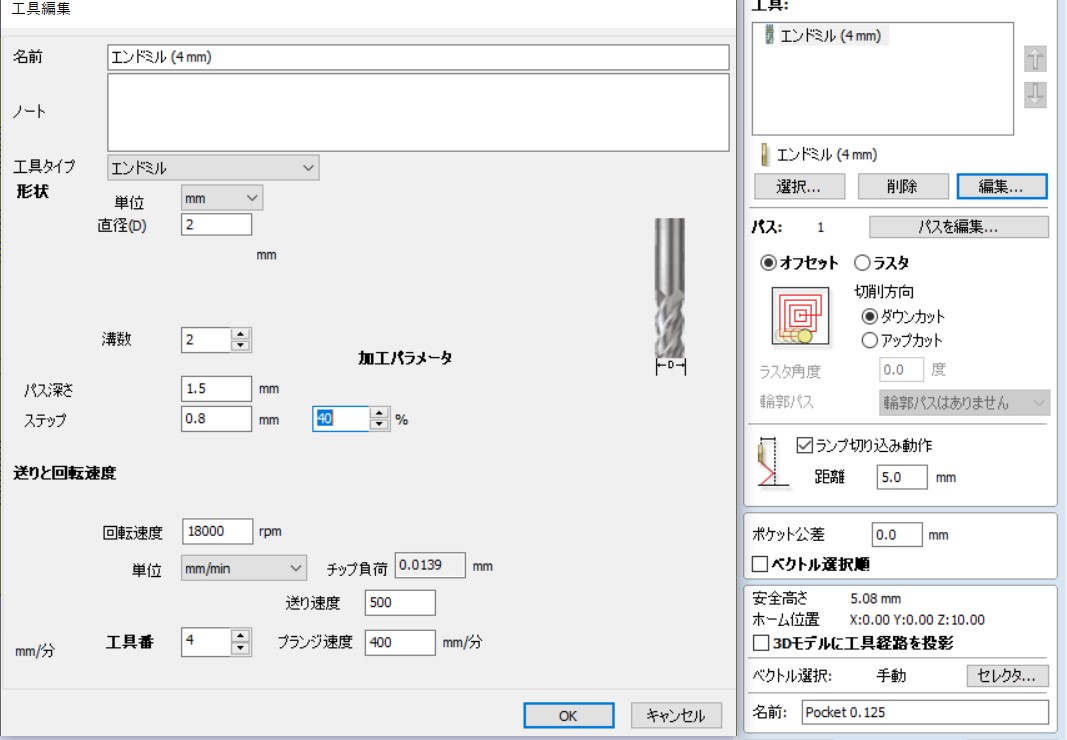
ポストプロセッサを検索してダウンロードできる機能があるのですが、
その中にOPENBUILDS GRBLの選択肢があり、こちらを使用することで問題なく加工できました。
加工範囲は自分のマシンサイズに応じて変更してあげる必要があります。
加工テストの文字がAvalonなのはVcarvePro公式チュートリアルがAvalon看板を作ろうだからです。本当です。嘘だと思ったらトライアル版をインストールしてみてください。
「いいね!」 1